Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- SSINA - Designer's Handbook - Stainless Steel FastenersDokument23 SeitenSSINA - Designer's Handbook - Stainless Steel FastenersSerguei DobrinNoch keine Bewertungen
- Anna University Annexure 1 Journals 2019Dokument232 SeitenAnna University Annexure 1 Journals 2019Hasib Al-ariki54% (13)
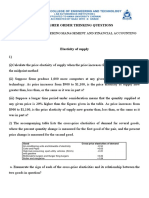
- Higher Order Thinking Questions: 17Mg004-Engineering Management and Financial AccountingDokument2 SeitenHigher Order Thinking Questions: 17Mg004-Engineering Management and Financial AccountingvigneshkumarmechNoch keine Bewertungen
- Book 1Dokument1 SeiteBook 1vigneshkumarmechNoch keine Bewertungen
- ANSYSDokument3 SeitenANSYSvigneshkumarmechNoch keine Bewertungen
- Saej3000v003 Thermoplastic Elastomer Classification SystemDokument16 SeitenSaej3000v003 Thermoplastic Elastomer Classification SystemDaniel FarfanNoch keine Bewertungen
- T Proc Notices Notices 010 K Notice Doc 8680 901123658Dokument34 SeitenT Proc Notices Notices 010 K Notice Doc 8680 901123658rawbeanNoch keine Bewertungen
- PROPOSED CONSTRUCTIONDokument5 SeitenPROPOSED CONSTRUCTIONAkshay SavvasheriNoch keine Bewertungen
- Astm A 312 - 16-1Dokument13 SeitenAstm A 312 - 16-1Paulo HenriqueNoch keine Bewertungen
- Biomaterials, Artificial Organs and Tissue EngineeringDokument21 SeitenBiomaterials, Artificial Organs and Tissue Engineeringanılcan korkmazNoch keine Bewertungen
- Decidamp SP150 TDS 113ip 1Dokument3 SeitenDecidamp SP150 TDS 113ip 1F.Javier LobeiraNoch keine Bewertungen
- Alpi InsulationDokument68 SeitenAlpi InsulationErick AguadoNoch keine Bewertungen
- High Performance Recycled Soundproofing FoilDokument2 SeitenHigh Performance Recycled Soundproofing FoilDarie CristinaNoch keine Bewertungen
- Assessment of The Efficiency Restriction of Amine-Based Inhibitor For Constructional Steel in A Saline Sand ConcreteDokument7 SeitenAssessment of The Efficiency Restriction of Amine-Based Inhibitor For Constructional Steel in A Saline Sand ConcreteQuoc Tri PhungNoch keine Bewertungen
- THE ORELUBE CORPORATION - Orelube Product List - v1Dokument11 SeitenTHE ORELUBE CORPORATION - Orelube Product List - v1Massimiliano VolaNoch keine Bewertungen
- Scotchbond Universal Confidence 2pg Sell Sheet - NA - PDFDokument2 SeitenScotchbond Universal Confidence 2pg Sell Sheet - NA - PDFIka KusumawatiNoch keine Bewertungen
- REINFORCEMENTDokument3 SeitenREINFORCEMENTanshdivyNoch keine Bewertungen
- NBC101-material Specification PDFDokument21 SeitenNBC101-material Specification PDFagarNoch keine Bewertungen
- Processing and Performance Additives For PlasticsDokument13 SeitenProcessing and Performance Additives For PlasticsJoselyn GaliciaNoch keine Bewertungen
- Chapter 3Dokument184 SeitenChapter 3Hale SarmanNoch keine Bewertungen
- Strengthening of Shear Deficient Reinforced Concrete Beams Retrofitted With Cement-Based CompositesDokument12 SeitenStrengthening of Shear Deficient Reinforced Concrete Beams Retrofitted With Cement-Based Compositesalaa hassoonNoch keine Bewertungen
- Peoplein TheblanksDokument9 SeitenPeoplein TheblanksAngel RamonesNoch keine Bewertungen
- Advantage of Aluminum Over CopperDokument3 SeitenAdvantage of Aluminum Over CopperMichael Camit EsoNoch keine Bewertungen
- 32crmov12-10 : Steel GradeDokument5 Seiten32crmov12-10 : Steel Gradereza haghjooNoch keine Bewertungen
- MSDS-Kolor-Kut Water Finding PasteDokument4 SeitenMSDS-Kolor-Kut Water Finding PasteMark Evan SalutinNoch keine Bewertungen
- Unit 1 Background To RC Design - Lecture SlidesDokument108 SeitenUnit 1 Background To RC Design - Lecture SlidesAristotle SironNoch keine Bewertungen
- Chemistry ProjectDokument32 SeitenChemistry ProjectUday Singh RathoreNoch keine Bewertungen
- YU-UL18 (Inch) Indexable InsertsDokument38 SeitenYU-UL18 (Inch) Indexable InsertsLuis CoolNoch keine Bewertungen
- Lecture 1 Introduction To Pavement Design23.01.2020Dokument10 SeitenLecture 1 Introduction To Pavement Design23.01.2020GriffithsNoch keine Bewertungen
- GEAR TDM Transmission Oil Performance & Long LifeDokument1 SeiteGEAR TDM Transmission Oil Performance & Long LifetestNoch keine Bewertungen
- Wear ProtectionDokument6 SeitenWear ProtectionRafael CortezNoch keine Bewertungen
- Tensile Test AnalysisDokument10 SeitenTensile Test AnalysisAkeju AyodeleNoch keine Bewertungen
- Not Alloyed: Case-Hardening Steels C16EDokument1 SeiteNot Alloyed: Case-Hardening Steels C16Esafat parNoch keine Bewertungen
- Boscoflex: Flexible Cementitious Waterprofing MembraneDokument2 SeitenBoscoflex: Flexible Cementitious Waterprofing MembraneCLENTH FLORentinoNoch keine Bewertungen