Das könnte Ihnen auch gefallen
- La mística ciudad de DiosDokument461 SeitenLa mística ciudad de DiosAlexandra JaramilloNoch keine Bewertungen
- UNIDAD 3 Sistemas de Producción Esbelta y Justo A TiempoDokument42 SeitenUNIDAD 3 Sistemas de Producción Esbelta y Justo A TiempoCarlos Abraham Garcia Justiniano69% (26)
- Patron Bolsa Kiwi by BluebubaluDokument7 SeitenPatron Bolsa Kiwi by BluebubaluBlue BubalúNoch keine Bewertungen
- Etcheverry. Ley, Moral y Razón. FinnisDokument251 SeitenEtcheverry. Ley, Moral y Razón. Finnisnologos12380% (15)
- Conceptos Del Sistema de ProducciónDokument17 SeitenConceptos Del Sistema de ProducciónCarlos FloresNoch keine Bewertungen
- Tarea 2 Ser Humano y Desarrollo SostenibleDokument6 SeitenTarea 2 Ser Humano y Desarrollo SostenibleArienny Castillo100% (1)
- Sistema 4d TrabajoDokument30 SeitenSistema 4d TrabajoHéctor Quispe ChancasNoch keine Bewertungen
- Iperc Linea BaseDokument19 SeitenIperc Linea Basehenry castillo quispeNoch keine Bewertungen
- Rodamientos Rígidos de Bolas: DimensionesDokument4 SeitenRodamientos Rígidos de Bolas: DimensionesalexNoch keine Bewertungen
- Fecha DIA Ingreso Salida Cant. Horas: Date FL - From FL - To Unit - AmountDokument32 SeitenFecha DIA Ingreso Salida Cant. Horas: Date FL - From FL - To Unit - AmountalexNoch keine Bewertungen
- NK 6 - 10 TN - 20200923Dokument4 SeitenNK 6 - 10 TN - 20200923alexNoch keine Bewertungen
- Fecha DIA Ingreso Salida Cant. Horas: Date FL - From FL - To Unit - AmountDokument32 SeitenFecha DIA Ingreso Salida Cant. Horas: Date FL - From FL - To Unit - AmountalexNoch keine Bewertungen
- MB 26 - 20200923Dokument3 SeitenMB 26 - 20200923alexNoch keine Bewertungen
- 2020E40846 - CELLOCORD AP 3.25mm 5.00x25.00kg CJDokument1 Seite2020E40846 - CELLOCORD AP 3.25mm 5.00x25.00kg CJalexNoch keine Bewertungen
- SKF Explorer 22226 EK + H 3126 dimensiones y datos de cálculoDokument2 SeitenSKF Explorer 22226 EK + H 3126 dimensiones y datos de cálculoalexNoch keine Bewertungen
- KM 26 - 20200923Dokument3 SeitenKM 26 - 20200923alexNoch keine Bewertungen
- F103A8A400 - DUAL SHIELD 7100 ULTRA 1.60mm 15.00kgDokument1 SeiteF103A8A400 - DUAL SHIELD 7100 ULTRA 1.60mm 15.00kgWaldo ArellanoNoch keine Bewertungen
- K 3X5X9 TN: Coronas de AgujasDokument3 SeitenK 3X5X9 TN: Coronas de AgujasalexNoch keine Bewertungen
- Na 4824 - 20200910Dokument3 SeitenNa 4824 - 20200910alexNoch keine Bewertungen
- 07 MaterialesDokument52 Seiten07 MaterialesDaniel NaVa RNoch keine Bewertungen
- 38 INDICE 3 - Protocolos de Tinte PenetranteDokument1 Seite38 INDICE 3 - Protocolos de Tinte PenetrantealexNoch keine Bewertungen
- 0340-16 Segemind - Soporte de RodajeDokument1 Seite0340-16 Segemind - Soporte de RodajealexNoch keine Bewertungen
- 43 Sub Modelo 7. Procedimiento de Soldadura y CalificacionDokument1 Seite43 Sub Modelo 7. Procedimiento de Soldadura y CalificacionalexNoch keine Bewertungen
- 42 INDICE 3 - Protocolos de Alineamiento de Tornillo y Motoreductor.Dokument1 Seite42 INDICE 3 - Protocolos de Alineamiento de Tornillo y Motoreductor.alexNoch keine Bewertungen
- SEGEMIND REG CC 19 Preparaciòn Superficial y RecubrimientoDokument6 SeitenSEGEMIND REG CC 19 Preparaciòn Superficial y RecubrimientoalexNoch keine Bewertungen
- 40 INDICE 3 - Protocolos de Comisionamiento Mecanico.Dokument1 Seite40 INDICE 3 - Protocolos de Comisionamiento Mecanico.alexNoch keine Bewertungen
- 002 - 1696 - 04 - 15 Segemind S.ADokument1 Seite002 - 1696 - 04 - 15 Segemind S.AalexNoch keine Bewertungen
- 002-3468-12-16 Cesar VeraDokument2 Seiten002-3468-12-16 Cesar VeraalexNoch keine Bewertungen
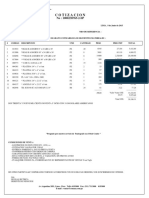
- Cotización N°: Referencia Fecha de EmisiónDokument1 SeiteCotización N°: Referencia Fecha de EmisiónalexNoch keine Bewertungen
- SEGEMIND-REG-CC-024-Reg MaterialesDokument5 SeitenSEGEMIND-REG-CC-024-Reg MaterialesalexNoch keine Bewertungen
- SEGEMIND-REG-CC-016-Inspeccion Tintes PenetrantesDokument70 SeitenSEGEMIND-REG-CC-016-Inspeccion Tintes PenetrantesalexNoch keine Bewertungen
- 015-113 - Segemind SacDokument1 Seite015-113 - Segemind SacalexNoch keine Bewertungen
- 2 SPDokument1 Seite2 SPalexNoch keine Bewertungen
- Brochure GyN-2013 Rev 01 PDFDokument17 SeitenBrochure GyN-2013 Rev 01 PDFalexNoch keine Bewertungen
- Brochure GyN-2013 Rev 01 PDFDokument17 SeitenBrochure GyN-2013 Rev 01 PDFalexNoch keine Bewertungen
- SEGEMIND-REG-CC-012-Inspección Visual de SoldaduraDokument75 SeitenSEGEMIND-REG-CC-012-Inspección Visual de SoldaduraalexNoch keine Bewertungen
- SEGEMIND-REG-CC-009-Hoja de Entrega de Dossier de CalidadDokument2 SeitenSEGEMIND-REG-CC-009-Hoja de Entrega de Dossier de CalidadalexNoch keine Bewertungen
- Sistema de gestión de calidadDokument81 SeitenSistema de gestión de calidadalexNoch keine Bewertungen
- Arquitectura Cristiana en Cartagena de IndiasDokument17 SeitenArquitectura Cristiana en Cartagena de IndiasLuis Alejandro Cogollo MagallanesNoch keine Bewertungen
- Dinámica Atmosférica. Turbulencia PDFDokument44 SeitenDinámica Atmosférica. Turbulencia PDFJuan Carlos SasintuñaNoch keine Bewertungen
- RS - Ética en El Comercio InternacionalDokument18 SeitenRS - Ética en El Comercio InternacionalLILIANA TUNQUI HUARINoch keine Bewertungen
- ProblemasDokument22 SeitenProblemasSegundo Cristian Toledo MendozaNoch keine Bewertungen
- Qué Es Una Página Web y Cómo Puedo Hacer Una para Mi ProyectoDokument5 SeitenQué Es Una Página Web y Cómo Puedo Hacer Una para Mi Proyectosecretaria apoyoNoch keine Bewertungen
- Nikon Coolpix 2200-3200-4100 - EspDokument120 SeitenNikon Coolpix 2200-3200-4100 - EspDavidDavidNoch keine Bewertungen
- Descabezado de Pilotes CARACTERIZACIONDokument1 SeiteDescabezado de Pilotes CARACTERIZACIONricardoNoch keine Bewertungen
- Modelo de Las BrechasDokument13 SeitenModelo de Las BrechasCulturalitoNoch keine Bewertungen
- Nombres Comerciales Completos18 de Abril de 2022Dokument372 SeitenNombres Comerciales Completos18 de Abril de 2022Solanny RosadoNoch keine Bewertungen
- Resumen Clasificación de Los Argumentos JurídicosDokument2 SeitenResumen Clasificación de Los Argumentos JurídicoscarlosNoch keine Bewertungen
- Ficha Tecnica Taladro BaukerDokument25 SeitenFicha Tecnica Taladro BaukerClaudia CardonaNoch keine Bewertungen
- MALEFICADokument2 SeitenMALEFICAAndrea Carolina Sanchez CamachoNoch keine Bewertungen
- CFC 16 Educacion Fisica Mat PartDokument53 SeitenCFC 16 Educacion Fisica Mat Partulisesm2103Noch keine Bewertungen
- Impacto Del Diagnostico en Pacientes Con CáncerDokument12 SeitenImpacto Del Diagnostico en Pacientes Con CáncerAlejandra BilbaoNoch keine Bewertungen
- 05) 2015-10-10 Reporte de Falla RCFA 210-CV-005 Masa Dentada (Hub) Del Acople HidraulicoDokument8 Seiten05) 2015-10-10 Reporte de Falla RCFA 210-CV-005 Masa Dentada (Hub) Del Acople HidraulicoRonny A. ChavezNoch keine Bewertungen
- Propuesta CP010124Dokument3 SeitenPropuesta CP010124Gigi FernandezNoch keine Bewertungen
- Estatuto de UNAN-LeonDokument68 SeitenEstatuto de UNAN-LeonAlexanderNoch keine Bewertungen
- Plan de mejoramiento matemáticas 4° gradoDokument4 SeitenPlan de mejoramiento matemáticas 4° gradoOLGA CORONADO OLGA CORONADO DE SARMIENTONoch keine Bewertungen
- Sentencia de Casación Penal de Ocubre 15 de 2008, Proceso Numero 29626.Dokument17 SeitenSentencia de Casación Penal de Ocubre 15 de 2008, Proceso Numero 29626.Diana QuevedoNoch keine Bewertungen
- La Geopolitica de La America Latina 1Dokument7 SeitenLa Geopolitica de La America Latina 1cl.luis04Noch keine Bewertungen
- Toyota SW4 MY2023Dokument6 SeitenToyota SW4 MY2023Miguel MirettiNoch keine Bewertungen