Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Fire Extinguishers SpecificationDokument9 SeitenFire Extinguishers Specificationbalaeee123Noch keine Bewertungen
- Improve Control of Liquid Level LoopsDokument8 SeitenImprove Control of Liquid Level LoopsSyed Samir AlamNoch keine Bewertungen
- Rationalization in MathematicsDokument94 SeitenRationalization in MathematicsRonely TagubaNoch keine Bewertungen
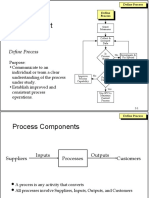
- Basics of Defining ProcessesDokument18 SeitenBasics of Defining Processesmaherkamel100% (1)
- StovesDokument5 SeitenStovesElsa LaminNoch keine Bewertungen
- Plant Uti Task 3Dokument17 SeitenPlant Uti Task 3Ezzati AzizNoch keine Bewertungen
- Beyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhaDokument5 SeitenBeyond Taguchi's Concept of The Quality Loss Function: Atul Dev, Pankaj JhamaherkamelNoch keine Bewertungen
- PQ Unit-IiDokument6 SeitenPQ Unit-IimaherkamelNoch keine Bewertungen
- Attributes Data: Binomial and Poisson DataDokument31 SeitenAttributes Data: Binomial and Poisson DatamaherkamelNoch keine Bewertungen
- Inspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMDokument1 SeiteInspection, Quality Control, and Assurance SHEET (1) : 6-If The Mean Value of The Measured Stress Was 15 KG/MMmaherkamelNoch keine Bewertungen
- The Quality Improvement Model: Is Process Capable?Dokument19 SeitenThe Quality Improvement Model: Is Process Capable?maherkamelNoch keine Bewertungen
- ISO History (Brief) and Basic FactsDokument9 SeitenISO History (Brief) and Basic FactsmaherkamelNoch keine Bewertungen
- Pareto and QualityDokument1 SeitePareto and QualitymaherkamelNoch keine Bewertungen
- HW1 2Dokument2 SeitenHW1 2maherkamelNoch keine Bewertungen
- HW 1Dokument2 SeitenHW 1maherkamelNoch keine Bewertungen
- Noc19 Ma08 Assignment13Dokument5 SeitenNoc19 Ma08 Assignment13maherkamelNoch keine Bewertungen
- Basic Chart ConceptsDokument13 SeitenBasic Chart ConceptsmaherkamelNoch keine Bewertungen
- Me423 PDFDokument2 SeitenMe423 PDFmaherkamelNoch keine Bewertungen
- Assignment-5 Noc18 Ma07 15Dokument6 SeitenAssignment-5 Noc18 Ma07 15maherkamelNoch keine Bewertungen
- Me338 10Dokument2 SeitenMe338 10maherkamelNoch keine Bewertungen
- Assignment-2 Noc18 Ma07 5Dokument9 SeitenAssignment-2 Noc18 Ma07 5maherkamel100% (2)
- Load CalculationDokument4 SeitenLoad CalculationMalayKumarDebNoch keine Bewertungen
- Selection of Standards On Environmental Acoustics: Standard Guide ForDokument11 SeitenSelection of Standards On Environmental Acoustics: Standard Guide ForAhmad Zubair RasulyNoch keine Bewertungen
- Reducerea FrecariiDokument82 SeitenReducerea FrecariiDragomir IsabellaNoch keine Bewertungen
- History of Science in The Modern Age: ReadingDokument4 SeitenHistory of Science in The Modern Age: ReadingDebashis ChakrabrtyNoch keine Bewertungen
- Levelling InstrumentsDokument5 SeitenLevelling Instrumentsartjill printingNoch keine Bewertungen
- Rolleicord V InstructionsDokument56 SeitenRolleicord V InstructionsFranck PowellNoch keine Bewertungen
- The Effect of Temperature On The Cell Membranes of Beetroot CellsDokument3 SeitenThe Effect of Temperature On The Cell Membranes of Beetroot Cellsemobhai100% (1)
- Boiler Control Systems Engineering 2005Dokument79 SeitenBoiler Control Systems Engineering 2005Jorge EcheverriNoch keine Bewertungen
- Group1 Lab1b ReportDokument13 SeitenGroup1 Lab1b ReportMark Allen FacunNoch keine Bewertungen
- Practical Task Edm Djj40142 Sesi 1 2021-2022Dokument12 SeitenPractical Task Edm Djj40142 Sesi 1 2021-2022Rovinda AnnNoch keine Bewertungen
- Rainflow Counting ConclusionDokument2 SeitenRainflow Counting ConclusionThomas HolzmannNoch keine Bewertungen
- DR Bimala ButiDokument4 SeitenDR Bimala ButiHema AnilkumarNoch keine Bewertungen
- The Causes of Plate MovementsDokument9 SeitenThe Causes of Plate MovementsNexie JunsayNoch keine Bewertungen
- Work Analysis of Compliant Leg Mechanisms For Bipedal Walking RobotsDokument8 SeitenWork Analysis of Compliant Leg Mechanisms For Bipedal Walking RobotsAurel GSNoch keine Bewertungen
- Micro Strip 1Dokument3 SeitenMicro Strip 1Narender Reddy KampelliNoch keine Bewertungen
- Response Table For Analyze Taguchi Design: Learn More About Minitab 18Dokument11 SeitenResponse Table For Analyze Taguchi Design: Learn More About Minitab 18psmonu54Noch keine Bewertungen
- The Maurer-Cartan EquationDokument2 SeitenThe Maurer-Cartan EquationJohn BirdNoch keine Bewertungen
- 2015-II. Flow SheetingDokument98 Seiten2015-II. Flow SheetinganisamaulidaaNoch keine Bewertungen
- Application Note Synchronous Motors For Air Separation EN 9AKK105807 122012 FINAL LR PDFDokument2 SeitenApplication Note Synchronous Motors For Air Separation EN 9AKK105807 122012 FINAL LR PDFksvvijNoch keine Bewertungen
- Problem 12-105Dokument53 SeitenProblem 12-105adam johnsonNoch keine Bewertungen
- Maths Project-Conic SectionsDokument12 SeitenMaths Project-Conic Sectionsapi-24745075689% (9)
- Practice Projectiles 2Dokument4 SeitenPractice Projectiles 2fatpelicanNoch keine Bewertungen
- MetalDokument9 SeitenMetaldjtomcraftNoch keine Bewertungen
- Air-Cooled Liquid Chillers High Outdoor Temperature Version: Nominal Cooling Capacity 270-1700 KWDokument36 SeitenAir-Cooled Liquid Chillers High Outdoor Temperature Version: Nominal Cooling Capacity 270-1700 KWAsad IqbalNoch keine Bewertungen
- Pressure Transducer DesignDokument112 SeitenPressure Transducer DesignSumeet GhodkeNoch keine Bewertungen