Das könnte Ihnen auch gefallen
- La Soldadura Por PuntosDokument4 SeitenLa Soldadura Por PuntosAlexaRoseNoch keine Bewertungen
- Presentacion Procesos OAW RSWDokument41 SeitenPresentacion Procesos OAW RSWGabbytkNoch keine Bewertungen
- Soldadura Por Resistencia ElectricaDokument14 SeitenSoldadura Por Resistencia ElectricaJavier Plaza GuerreroNoch keine Bewertungen
- Soldadura Por PuntosDokument16 SeitenSoldadura Por PuntosRomano GalarzaNoch keine Bewertungen
- Partes Básicas de Una Máquina de SoldarDokument2 SeitenPartes Básicas de Una Máquina de SoldarAlfredo Nicanor AmadoNoch keine Bewertungen
- Soldadura - Oxiacetilenico (Oaw) PDFDokument19 SeitenSoldadura - Oxiacetilenico (Oaw) PDFsaulNoch keine Bewertungen
- SOLDADURA OXIACETILENICA MODIF JUAN (Sólo Lectura)Dokument56 SeitenSOLDADURA OXIACETILENICA MODIF JUAN (Sólo Lectura)Jesus Cristian TarquiNoch keine Bewertungen
- Automatización Del Proceso deUTOMATIZACIÓN DEL PROCESO DE SOLDADURA PARA LA FABRICACIÓN DE MARCOS Soldadura para La Fabricación de MarcosDokument66 SeitenAutomatización Del Proceso deUTOMATIZACIÓN DEL PROCESO DE SOLDADURA PARA LA FABRICACIÓN DE MARCOS Soldadura para La Fabricación de MarcosDiego AmadorNoch keine Bewertungen
- NeumaticaDokument147 SeitenNeumaticaobedcaNoch keine Bewertungen
- 05 Herramientas HidraulicasDokument18 Seiten05 Herramientas HidraulicasCarlOs Muñoz RuizNoch keine Bewertungen
- Cilindros Neumaticos PDFDokument17 SeitenCilindros Neumaticos PDFVictor Manuel Aguilar VillaseñorNoch keine Bewertungen
- Apuntes Neu HidDokument99 SeitenApuntes Neu Hidshiba87gnuNoch keine Bewertungen
- Capitulo 17 Fma NeumaticaDokument46 SeitenCapitulo 17 Fma NeumaticaraabascalNoch keine Bewertungen
- Eductrade Planes Mecánica Automotriz 1-2 de Bachillerato.Dokument107 SeitenEductrade Planes Mecánica Automotriz 1-2 de Bachillerato.Gilbert Bolivar Bustamante GarciaNoch keine Bewertungen
- Taller Reconocimiento de Soldadura y EsmerilDokument3 SeitenTaller Reconocimiento de Soldadura y EsmerilRomario yimmy Cjuno yucraNoch keine Bewertungen
- Tema 2Dokument8 SeitenTema 2NICOLAS ARCE MAMANINoch keine Bewertungen
- Cuadernillo de Tercero PDFDokument64 SeitenCuadernillo de Tercero PDFKarym Muñoz BustamanteNoch keine Bewertungen
- 1.estructura Seguimiento Integrada 2021 - Distraccià NDokument126 Seiten1.estructura Seguimiento Integrada 2021 - Distraccià NYoncar Zarate SotoNoch keine Bewertungen
- Soldadura OxiacetilénicaDokument5 SeitenSoldadura OxiacetilénicaEmely Rios MichueNoch keine Bewertungen
- La Neces Tipificar Los Delitos Informaticos en La Legislacion Penal BolivianaDokument3 SeitenLa Neces Tipificar Los Delitos Informaticos en La Legislacion Penal BolivianaÁriel YucraNoch keine Bewertungen
- Soldadura Autógena U OxiacetilenicaDokument9 SeitenSoldadura Autógena U OxiacetilenicaWilliam DazaNoch keine Bewertungen
- Elementos de MandoDokument11 SeitenElementos de MandoAlejandro Xander LexNoch keine Bewertungen
- TESIS IMPRIMIRlDokument98 SeitenTESIS IMPRIMIRlThiagoLanzaniNoch keine Bewertungen
- Atravez Del Cuento Valores AprendoDokument2 SeitenAtravez Del Cuento Valores AprendoLizeth AlmeidaNoch keine Bewertungen
- El Nuevo Modelo Económico Da Resultados Nunca Antes Alcanzados enDokument13 SeitenEl Nuevo Modelo Económico Da Resultados Nunca Antes Alcanzados enEddie Alejandro VillarroelNoch keine Bewertungen
- Cálculo de TransformadoresDokument4 SeitenCálculo de TransformadoresPedro Maistrello100% (1)
- Soldadura ElectricaDokument54 SeitenSoldadura ElectricaMiriam RamosNoch keine Bewertungen
- Soldadura RSWDokument9 SeitenSoldadura RSWEDISON CRUZNoch keine Bewertungen
- 04 Electrodos 2021Dokument18 Seiten04 Electrodos 2021Ruben MartinezNoch keine Bewertungen
- Breve Historia de La Seguridad e Higiene Industrial PDFDokument5 SeitenBreve Historia de La Seguridad e Higiene Industrial PDFEsau Solis DiazNoch keine Bewertungen
- Fin Mantenimiento Mecanico Soldador de PuntoDokument11 SeitenFin Mantenimiento Mecanico Soldador de PuntoRiaño Suarez Miguel50% (2)
- Higiene y Seguridad Industrial en SoldaduraDokument16 SeitenHigiene y Seguridad Industrial en SoldaduraEduardo Olalla100% (1)
- Automotriz NeumaticaDokument1 SeiteAutomotriz NeumaticaEnrique SegoviaNoch keine Bewertungen
- Procesos de SoldaduraDokument10 SeitenProcesos de SoldaduraJohn RomeroNoch keine Bewertungen
- 1 SoldaduraDokument39 Seiten1 Soldaduragri32Noch keine Bewertungen
- Vocabulario Técnico SoldaduraDokument12 SeitenVocabulario Técnico SoldaduraBetty RodolfoNoch keine Bewertungen
- Temario - M3T4 - Neumática II PDFDokument61 SeitenTemario - M3T4 - Neumática II PDFAntony CoboNoch keine Bewertungen
- La Soldadura OxiacetilénicaDokument19 SeitenLa Soldadura OxiacetilénicaPedro Andrade100% (1)
- Proceso SoldaduraDokument11 SeitenProceso SoldaduraCarlos MopositaNoch keine Bewertungen
- Guia SoldaduraDokument2 SeitenGuia SoldaduraPaul Rockings PaezNoch keine Bewertungen
- Trabajoley JouleDokument10 SeitenTrabajoley Jouleviko...Noch keine Bewertungen
- Aplicación de RecubrimientosDokument30 SeitenAplicación de RecubrimientosRodrigo Perea100% (2)
- Guia Circuito ElectricoDokument14 SeitenGuia Circuito Electriconerysbel100% (2)
- Nomenclatura de Electrodos y Su AplicaciónDokument6 SeitenNomenclatura de Electrodos y Su AplicaciónTAPUYO CHAPIRO DARWINNoch keine Bewertungen
- FRLs y Elementos Neumáticos de TrabajoDokument67 SeitenFRLs y Elementos Neumáticos de Trabajocc_10Noch keine Bewertungen
- Cuaderno Trabajo Electricidad - Electronica CastellanoDokument18 SeitenCuaderno Trabajo Electricidad - Electronica CastellanoEduardo ExpositoNoch keine Bewertungen
- Materiales para SoldaduraDokument38 SeitenMateriales para SoldaduraDario KrossvinNoch keine Bewertungen
- Soldadura OxiacetilenoDokument14 SeitenSoldadura OxiacetilenocristianNoch keine Bewertungen
- 0.01 Plan de Clases MetrologíaDokument2 Seiten0.01 Plan de Clases MetrologíaErnesto Quishpe S100% (1)
- 2y3 Modulo 5to Mecanica IndustrialDokument44 Seiten2y3 Modulo 5to Mecanica IndustrialEliana Cuba PajeNoch keine Bewertungen
- Soldadura OxiacetilénicaDokument11 SeitenSoldadura OxiacetilénicaALMANoch keine Bewertungen
- Soldadura AluminotérmicaDokument7 SeitenSoldadura AluminotérmicaSharina ZambranoNoch keine Bewertungen
- Soldadura Electrodos EstructuralesDokument23 SeitenSoldadura Electrodos EstructuralesBrenda JaldinNoch keine Bewertungen
- INFORME - LAB No 3 - MAQ ELECT IDokument9 SeitenINFORME - LAB No 3 - MAQ ELECT IloyolahurtadoNoch keine Bewertungen
- Seguridad IndustrialDokument3 SeitenSeguridad IndustrialJuan Jose IcalNoch keine Bewertungen
- Soldadura HibridaDokument7 SeitenSoldadura HibridaCarlos Jose Acev Gra100% (1)
- SOLDADURADokument7 SeitenSOLDADURAFernando Marín Quevedo100% (1)
- Informe SoldaduraDokument33 SeitenInforme SoldaduraWillian LaguaNoch keine Bewertungen
- Soldadura Por PuntosDokument5 SeitenSoldadura Por PuntosFreddy AyalaNoch keine Bewertungen
- Caratula de TermoDokument5 SeitenCaratula de TermoJamil FigueroaNoch keine Bewertungen
- Transmision AutomaticaDokument47 SeitenTransmision AutomaticaPcglobal Gaming100% (8)
- Vargas Re PDFDokument118 SeitenVargas Re PDFJhojan HuamanNoch keine Bewertungen
- Naniegub - Taller 1, Mecánica de Fluidos D1Dokument2 SeitenNaniegub - Taller 1, Mecánica de Fluidos D1Juan Daniel Parra ChavesNoch keine Bewertungen
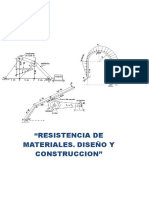
- Resistencia de Materiales, Diseño y Construccion - 001Dokument29 SeitenResistencia de Materiales, Diseño y Construccion - 001Eduardo Quispe AleNoch keine Bewertungen
- TBP - TUBO 160mm S-20 CON ANILLO REMOVIBLEDokument1 SeiteTBP - TUBO 160mm S-20 CON ANILLO REMOVIBLELuis Uriarte100% (1)
- Polaridad Molecular Fuerzas y PropiedadesDokument5 SeitenPolaridad Molecular Fuerzas y PropiedadesJ JNoch keine Bewertungen
- B L A C D: Figura P10.6Dokument1 SeiteB L A C D: Figura P10.6valeria linaresNoch keine Bewertungen
- Taller Final Fese - 1Dokument3 SeitenTaller Final Fese - 1jhon EXTREMANoch keine Bewertungen
- Sesión 7 1ra Ley de La Termodinámica Aplicado A Sistemas Cerrados y Abiertos 2021-II JHDokument20 SeitenSesión 7 1ra Ley de La Termodinámica Aplicado A Sistemas Cerrados y Abiertos 2021-II JHSandra PeraltaNoch keine Bewertungen
- Diseño de Placas Bases para Columnas MetalicasDokument10 SeitenDiseño de Placas Bases para Columnas MetalicasJesus SilvaNoch keine Bewertungen
- Influencia Del Medio Ambiente en La Reproducción y Producción de AvesDokument15 SeitenInfluencia Del Medio Ambiente en La Reproducción y Producción de AvesMagali Salazar TorresNoch keine Bewertungen
- Cartel Informativo La Permeabilidad Del SueloDokument1 SeiteCartel Informativo La Permeabilidad Del SueloSarahy CCSNoch keine Bewertungen
- Práctica 3 01 - 09 - 21Dokument7 SeitenPráctica 3 01 - 09 - 21Romina Alemán100% (1)
- Autoevaluación Unidad 1Dokument3 SeitenAutoevaluación Unidad 1VISAYDA CONDORI NAHUINLLANoch keine Bewertungen
- Informe 7 Lab QuimicaDokument6 SeitenInforme 7 Lab QuimicaJULIAN ESTEBAN ALONSO MURCIANoch keine Bewertungen
- Universidad de Córdoba: Escuela Politécnica Superior de BelmezDokument15 SeitenUniversidad de Córdoba: Escuela Politécnica Superior de BelmezCarla BacaNoch keine Bewertungen
- Prismas OftalmicosDokument2 SeitenPrismas OftalmicosRoberto Ronald Lezameta Cano100% (1)
- Risk4 Ejercicio SemiCuantitativoDokument39 SeitenRisk4 Ejercicio SemiCuantitativoeloy perezNoch keine Bewertungen
- Unidad 7 - ParesDokument9 SeitenUnidad 7 - ParesRAUL ALCIBIADES PEREZ MENANoch keine Bewertungen
- Analisis Maxima Precipitacion Por Estaciones (Tishcuyoc)Dokument39 SeitenAnalisis Maxima Precipitacion Por Estaciones (Tishcuyoc)David RodriguezNoch keine Bewertungen
- Segunda y Tercera Ley de NewtonDokument8 SeitenSegunda y Tercera Ley de NewtonJose NuñezNoch keine Bewertungen
- Lab3 FluidosDokument13 SeitenLab3 FluidosVange HernandezNoch keine Bewertungen
- Emisores Ópticos Fibra OpticaDokument10 SeitenEmisores Ópticos Fibra Opticaomegax05Noch keine Bewertungen
- Propiedades de Los MaterialesDokument2 SeitenPropiedades de Los MaterialesAleeFloresNoch keine Bewertungen
- Aislamiento Acústico - CONSTRUCCIONES 1 - Cát. CastellanoDokument3 SeitenAislamiento Acústico - CONSTRUCCIONES 1 - Cát. CastellanoNatalianahíNoch keine Bewertungen
- Sexto-Básico-Cienciasla TierraDokument4 SeitenSexto-Básico-Cienciasla TierraSUSETTENoch keine Bewertungen
- Estudio de Mecánica de Suelos - Condominio Pascual Baburizza Limache - Rev. 0 (Incluye Anexos) PDFDokument85 SeitenEstudio de Mecánica de Suelos - Condominio Pascual Baburizza Limache - Rev. 0 (Incluye Anexos) PDFGuillermo NouelNoch keine Bewertungen
- YANAHUAYADokument2 SeitenYANAHUAYAIsantixMontaliPeraltaNoch keine Bewertungen
- Psicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaVon EverandPsicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaBewertung: 4.5 von 5 Sternen4.5/5 (766)
- Yo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)Von EverandYo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)Bewertung: 5 von 5 Sternen5/5 (9)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaVon EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaBewertung: 5 von 5 Sternen5/5 (1875)
- Recupera tu mente, reconquista tu vidaVon EverandRecupera tu mente, reconquista tu vidaBewertung: 5 von 5 Sternen5/5 (9)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaVon EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaBewertung: 5 von 5 Sternen5/5 (203)
- Cómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaVon EverandCómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Tus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadVon EverandTus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadBewertung: 4.5 von 5 Sternen4.5/5 (1833)
- Resetea tu mente. Descubre de lo que eres capazVon EverandResetea tu mente. Descubre de lo que eres capazBewertung: 5 von 5 Sternen5/5 (196)
- La violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaVon EverandLa violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaBewertung: 4 von 5 Sternen4/5 (2)
- El poder del optimismo: Herramientas para vivir de forma más positivaVon EverandEl poder del optimismo: Herramientas para vivir de forma más positivaBewertung: 5 von 5 Sternen5/5 (16)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceVon EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceBewertung: 5 von 5 Sternen5/5 (8)
- Homo antecessor: El nacimiento de una especieVon EverandHomo antecessor: El nacimiento de una especieBewertung: 5 von 5 Sternen5/5 (1)
- Las 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónVon EverandLas 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Una mente en calma: Técnicas para manejar los pensamientos intrusivosVon EverandUna mente en calma: Técnicas para manejar los pensamientos intrusivosBewertung: 4.5 von 5 Sternen4.5/5 (143)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaVon EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaBewertung: 5 von 5 Sternen5/5 (13)
- DMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteVon EverandDMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaVon EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaBewertung: 5 von 5 Sternen5/5 (2)
- Sesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesVon EverandSesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Influencia. La psicología de la persuasiónVon EverandInfluencia. La psicología de la persuasiónBewertung: 4.5 von 5 Sternen4.5/5 (14)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanVon EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanBewertung: 4.5 von 5 Sternen4.5/5 (64)
- Contra la ansiedad: Una guía completa para manejar emociones difícilesVon EverandContra la ansiedad: Una guía completa para manejar emociones difícilesBewertung: 5 von 5 Sternen5/5 (58)
- La conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteVon EverandLa conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteBewertung: 4.5 von 5 Sternen4.5/5 (4)
- La madre emocionalmente ausente: Como reconocer y sanar los efectos invisibles del abandono emocional infantilVon EverandLa madre emocionalmente ausente: Como reconocer y sanar los efectos invisibles del abandono emocional infantilNoch keine Bewertungen
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Von EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Bewertung: 5 von 5 Sternen5/5 (9)
- Yo, ego. Una guía para dejar de sufrir, conectar contigo mismo y alcanzar la paz mentalVon EverandYo, ego. Una guía para dejar de sufrir, conectar contigo mismo y alcanzar la paz mentalBewertung: 4.5 von 5 Sternen4.5/5 (7)