Das könnte Ihnen auch gefallen
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreVon EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNoch keine Bewertungen
- Computer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryVon EverandComputer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryBewertung: 3 von 5 Sternen3/5 (1)
- How to Manage Future Costs and Risks Using Costing and MethodsVon EverandHow to Manage Future Costs and Risks Using Costing and MethodsNoch keine Bewertungen
- Data Science for Business: Data Mining, Data Warehousing, Data Analytics, Data Visualization, Data Modelling, Regression Analysis, Big Data and Machine LearningVon EverandData Science for Business: Data Mining, Data Warehousing, Data Analytics, Data Visualization, Data Modelling, Regression Analysis, Big Data and Machine LearningNoch keine Bewertungen
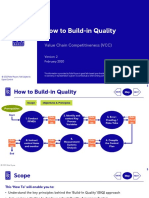
- 8 VCC How To Build in Quality v2Dokument29 Seiten8 VCC How To Build in Quality v2suhas100% (1)
- The Executive Guide to Enterprise Risk Management: Linking Strategy, Risk and Value CreationVon EverandThe Executive Guide to Enterprise Risk Management: Linking Strategy, Risk and Value CreationNoch keine Bewertungen
- Meenakshi Molding Private Limited Process FMEA: O C C U RDokument4 SeitenMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
- Fault Tree Analysis - FTADokument6 SeitenFault Tree Analysis - FTAmark_vyzNoch keine Bewertungen
- Potential Failure Mode and Effect Analysis: (Process Fmea)Dokument9 SeitenPotential Failure Mode and Effect Analysis: (Process Fmea)SACHIN KUMARNoch keine Bewertungen
- Lean Accounting: Best Practices for Sustainable IntegrationVon EverandLean Accounting: Best Practices for Sustainable IntegrationNoch keine Bewertungen
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingVon EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Harvard Business Review on Aligning Technology with StrategyVon EverandHarvard Business Review on Aligning Technology with StrategyBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Process Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyVon EverandProcess Improvement & Performance Management Made Simple: The Fasttrack Approach to Getting Results QuicklyNoch keine Bewertungen
- Iso 26262Dokument78 SeitenIso 26262Fady Emad100% (1)
- Maintenance Indices - Meaningful Measures of Equipment Performance: 1, #10Von EverandMaintenance Indices - Meaningful Measures of Equipment Performance: 1, #10Noch keine Bewertungen
- The Performance Management Revolution: Business Results Through Insight and ActionVon EverandThe Performance Management Revolution: Business Results Through Insight and ActionNoch keine Bewertungen
- Costovation: Innovation That Gives Your Customers Exactly What They Want--And Nothing MoreVon EverandCostovation: Innovation That Gives Your Customers Exactly What They Want--And Nothing MoreNoch keine Bewertungen
- Fmea Vda AiagDokument63 SeitenFmea Vda AiagfquysxlahyytpxpwgqNoch keine Bewertungen
- IATF Quality Manuals StandardsDokument2 SeitenIATF Quality Manuals StandardsEngineering cmtNoch keine Bewertungen
- Lean Enterprise: A One Step at a Time Entrepreneur's Management Guide to Building and Continuously Scaling Up Your Business: Boost Productivity and Achieve Goals by Implementing Six Sigma and KanbanVon EverandLean Enterprise: A One Step at a Time Entrepreneur's Management Guide to Building and Continuously Scaling Up Your Business: Boost Productivity and Achieve Goals by Implementing Six Sigma and KanbanNoch keine Bewertungen
- Monetizing Innovation: How Smart Companies Design the Product Around the PriceVon EverandMonetizing Innovation: How Smart Companies Design the Product Around the PriceBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Total Productive Maintenance For Organisational EffectivenessVon EverandTotal Productive Maintenance For Organisational EffectivenessBewertung: 4 von 5 Sternen4/5 (4)
- Pre Test and Post VDADokument4 SeitenPre Test and Post VDAAnkur100% (6)
- Do-It-Yourself Technical Analysis Simplified by Trained AccountantVon EverandDo-It-Yourself Technical Analysis Simplified by Trained AccountantNoch keine Bewertungen
- Industrial Megaprojects: Concepts, Strategies, and Practices for SuccessVon EverandIndustrial Megaprojects: Concepts, Strategies, and Practices for SuccessBewertung: 3 von 5 Sternen3/5 (3)
- Business @ the Speed of Thought (Review and Analysis of Gates' Book)Von EverandBusiness @ the Speed of Thought (Review and Analysis of Gates' Book)Bewertung: 5 von 5 Sternen5/5 (2)
- The IT Manager’s Guide to Continuous Delivery: Delivering Software in DaysVon EverandThe IT Manager’s Guide to Continuous Delivery: Delivering Software in DaysNoch keine Bewertungen
- Making Technology Investments Profitable: ROI Road Map from Business Case to Value RealizationVon EverandMaking Technology Investments Profitable: ROI Road Map from Business Case to Value RealizationBewertung: 3 von 5 Sternen3/5 (2)
- NetOps 2.0 Transformation: The DIRE MethodologyVon EverandNetOps 2.0 Transformation: The DIRE MethodologyBewertung: 5 von 5 Sternen5/5 (1)
- Aerospace MRO Leader's Guide to Achieving Breakthrough Performance, Within 7 Days!Von EverandAerospace MRO Leader's Guide to Achieving Breakthrough Performance, Within 7 Days!Noch keine Bewertungen
- Amef Aiag Vda PDFDokument240 SeitenAmef Aiag Vda PDFEfrain MartinezNoch keine Bewertungen
- The CFO in Pole Position: Leading next-generation decision-making in a data-driven organizationVon EverandThe CFO in Pole Position: Leading next-generation decision-making in a data-driven organizationNoch keine Bewertungen
- Lean-based Production Management: Practical Lean ManufacturingVon EverandLean-based Production Management: Practical Lean ManufacturingNoch keine Bewertungen
- IDIP Que Ans UNIT ADokument79 SeitenIDIP Que Ans UNIT AAhmed Sayed100% (1)
- Simplifying Mining Maintenance: A Practical Guide to Building a Culture That Prevents Breakdowns and Increases ProfitsVon EverandSimplifying Mining Maintenance: A Practical Guide to Building a Culture That Prevents Breakdowns and Increases ProfitsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Benchmarking Best Practices for Maintenance, Reliability and Asset ManagementVon EverandBenchmarking Best Practices for Maintenance, Reliability and Asset ManagementNoch keine Bewertungen
- The Lean Six Sigma Guide to Doing More With Less: Cut Costs, Reduce Waste, and Lower Your OverheadVon EverandThe Lean Six Sigma Guide to Doing More With Less: Cut Costs, Reduce Waste, and Lower Your OverheadBewertung: 4.5 von 5 Sternen4.5/5 (10)
- ANPQP 2.3 - Phase DiagramDokument2 SeitenANPQP 2.3 - Phase DiagramM80% (5)
- Knowledge Automation: How to Implement Decision Management in Business ProcessesVon EverandKnowledge Automation: How to Implement Decision Management in Business ProcessesBewertung: 5 von 5 Sternen5/5 (1)
- BS EN1050-1997 - Safety of Machinery - Principles For Risk AssDokument22 SeitenBS EN1050-1997 - Safety of Machinery - Principles For Risk AssEduardo Becker Spach0% (1)
- Business Process Mapping: Improving Customer SatisfactionVon EverandBusiness Process Mapping: Improving Customer SatisfactionBewertung: 5 von 5 Sternen5/5 (1)
- Becoming Lean: Practical Steps to Build CompetitivenessVon EverandBecoming Lean: Practical Steps to Build CompetitivenessBewertung: 5 von 5 Sternen5/5 (1)
- Avoiding Software Project Pitfalls: Seven Simple Ground Rules That Could Save Your CareerVon EverandAvoiding Software Project Pitfalls: Seven Simple Ground Rules That Could Save Your CareerBewertung: 4 von 5 Sternen4/5 (1)
- R&D Productivity: How to Target It. How to Measure It. Why It Matters.Von EverandR&D Productivity: How to Target It. How to Measure It. Why It Matters.Noch keine Bewertungen
- BS en 60300-3-11-2009 - (2020-08-23 - 04-51-30 PM)Dokument52 SeitenBS en 60300-3-11-2009 - (2020-08-23 - 04-51-30 PM)daniela fabiola Cisternas100% (1)
- IT Technical best practices: How to Reduce Agile cycle time with reusable code?Von EverandIT Technical best practices: How to Reduce Agile cycle time with reusable code?Noch keine Bewertungen
- LEAN ENTERPRISE: Transforming Organizations Through Agile Principles and Continuous Improvement (2023 Guide for Beginners)Von EverandLEAN ENTERPRISE: Transforming Organizations Through Agile Principles and Continuous Improvement (2023 Guide for Beginners)Noch keine Bewertungen
- Problem Solving: The 5-Why’s: Unlocking the Power of Quality Assurance for Success in BusinessVon EverandProblem Solving: The 5-Why’s: Unlocking the Power of Quality Assurance for Success in BusinessNoch keine Bewertungen
- Mandatory Benefit Secrets: How to Turn Statutes Into AssetsVon EverandMandatory Benefit Secrets: How to Turn Statutes Into AssetsNoch keine Bewertungen
- Net Profit (Review and Analysis of Cohan's Book)Von EverandNet Profit (Review and Analysis of Cohan's Book)Noch keine Bewertungen
- Summary of Scott Wise's Actionable Profitability AnalyticsVon EverandSummary of Scott Wise's Actionable Profitability AnalyticsNoch keine Bewertungen
- Aeration Control System Design: A Practical Guide to Energy and Process OptimizationVon EverandAeration Control System Design: A Practical Guide to Energy and Process OptimizationNoch keine Bewertungen
- IT Free Fall: The Business Owner's Guide to Avoiding Technology PitfallsVon EverandIT Free Fall: The Business Owner's Guide to Avoiding Technology PitfallsNoch keine Bewertungen
- LEAN STARTUP: Navigating Entrepreneurial Success Through Iterative Prototyping and Customer Validation (2023 Guide for Beginners)Von EverandLEAN STARTUP: Navigating Entrepreneurial Success Through Iterative Prototyping and Customer Validation (2023 Guide for Beginners)Noch keine Bewertungen
- Formal Verification: An Essential Toolkit for Modern VLSI DesignVon EverandFormal Verification: An Essential Toolkit for Modern VLSI DesignNoch keine Bewertungen
- Out of the Box, or Out of the Question: What Won't Your Incentive Compensation Management System Do?Von EverandOut of the Box, or Out of the Question: What Won't Your Incentive Compensation Management System Do?Noch keine Bewertungen
- The Chocolate Elephant Part 1: Business Process Management and IT Service ManagementVon EverandThe Chocolate Elephant Part 1: Business Process Management and IT Service ManagementNoch keine Bewertungen
- Match Fit for Transformation: Realising the Potential of Everyday HeroesVon EverandMatch Fit for Transformation: Realising the Potential of Everyday HeroesNoch keine Bewertungen
- 063 - An Integrated Framework For Treatment and Management of Produced Water PDFDokument158 Seiten063 - An Integrated Framework For Treatment and Management of Produced Water PDFPedro RosaNoch keine Bewertungen
- The PDM Quiz AzimaDLI Special ReportDokument10 SeitenThe PDM Quiz AzimaDLI Special ReportLe Thanh HaiNoch keine Bewertungen
- Pump Lubrication White Paper HPDokument11 SeitenPump Lubrication White Paper HPAsraelot TitorNoch keine Bewertungen
- Motor LoadDokument5 SeitenMotor LoadAsraelot TitorNoch keine Bewertungen
- Maintenance Roi PDFDokument8 SeitenMaintenance Roi PDFMaria Gabriela BusteloNoch keine Bewertungen
- 8 Financial Reasons To Deploy PDM Technologies 2015Dokument15 Seiten8 Financial Reasons To Deploy PDM Technologies 2015Alejandro José Poveda GuevaraNoch keine Bewertungen
- BearingsDokument7 SeitenBearingsAsraelot TitorNoch keine Bewertungen
- Automotive Electronics Challenges and SolutionsDokument123 SeitenAutomotive Electronics Challenges and SolutionsnareshNoch keine Bewertungen
- RCMDokument20 SeitenRCMElvis Diaz100% (1)
- PfhomologationDokument31 SeitenPfhomologationibrahime mohammedNoch keine Bewertungen
- Risk, Reliability and Safety 2013 AnswersDokument14 SeitenRisk, Reliability and Safety 2013 AnswersLionel ChongNoch keine Bewertungen
- Adapting Quality to Troubled TimesDokument2 SeitenAdapting Quality to Troubled TimesGino Franco DíazNoch keine Bewertungen
- Bharath Kumar Resume 2Dokument2 SeitenBharath Kumar Resume 2arulanandhan10Noch keine Bewertungen
- Blank FMEA Rev 00 (Example)Dokument180 SeitenBlank FMEA Rev 00 (Example)DEBASIS GUHANoch keine Bewertungen
- Module 4 Note D SSQMDokument20 SeitenModule 4 Note D SSQMSaszzNoch keine Bewertungen
- MI Technical Proposal For Repsol ITBDokument8 SeitenMI Technical Proposal For Repsol ITBshahzar2Noch keine Bewertungen
- Faq Vda 6.3: Frequently Asked Questions (FAQ) Regarding VDA 6.3 - Qualification As Process Auditor Actualisation 2020Dokument7 SeitenFaq Vda 6.3: Frequently Asked Questions (FAQ) Regarding VDA 6.3 - Qualification As Process Auditor Actualisation 2020Amit DangiNoch keine Bewertungen
- RP H101 PDFDokument14 SeitenRP H101 PDFEsapermana RiyanNoch keine Bewertungen
- Occurrence Potential (O) rating criteria for process FMEADokument3 SeitenOccurrence Potential (O) rating criteria for process FMEARaajha MunibathiranNoch keine Bewertungen
- Quality Management Standards ToolkitDokument27 SeitenQuality Management Standards Toolkitloe missyouNoch keine Bewertungen
- R&D Material Engineer SkopjeDokument3 SeitenR&D Material Engineer Skopjektrajkovski98Noch keine Bewertungen
- QSYS Professional - APQP: Advanced Product Quality PlanningDokument2 SeitenQSYS Professional - APQP: Advanced Product Quality PlanningkhmortezaNoch keine Bewertungen
- Risk Analysis and Mitigation Strategy For Sugar CaDokument11 SeitenRisk Analysis and Mitigation Strategy For Sugar CaRicardo de Queiroz MachadoNoch keine Bewertungen
- Standard STD 105-0007: Special CharacteristicsDokument11 SeitenStandard STD 105-0007: Special CharacteristicsKrunal PandyaNoch keine Bewertungen