Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeDokument6 Seiten150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeLmf DanielNoch keine Bewertungen
- Part 6 - Energy From Fossil FuelsDokument34 SeitenPart 6 - Energy From Fossil FuelsMohammed Al-OdatNoch keine Bewertungen
- ATD SyllabusDokument3 SeitenATD Syllabusprashanth prabhuNoch keine Bewertungen
- Identification of Ions (Gases) QP DoneDokument9 SeitenIdentification of Ions (Gases) QP DoneMuhammad AltafNoch keine Bewertungen
- Reactive Systems Chapter 13Dokument47 SeitenReactive Systems Chapter 13brayan100% (1)
- Impact of Secondary and Primary Particulate Matter PM So - 2020 - Science of T PDFDokument11 SeitenImpact of Secondary and Primary Particulate Matter PM So - 2020 - Science of T PDFFRANCISCA STANDENNoch keine Bewertungen
- F2 IS Exam 1 (13-14)Dokument9 SeitenF2 IS Exam 1 (13-14)羅天佑Noch keine Bewertungen
- MSDS Slack Wax ZistaDokument9 SeitenMSDS Slack Wax ZistaAngela CaysipNoch keine Bewertungen
- Iready at Home Activity Packets Student Ela Grade 4 2020Dokument50 SeitenIready at Home Activity Packets Student Ela Grade 4 2020Jad Salameh80% (5)
- Applied Energy: SciencedirectDokument10 SeitenApplied Energy: SciencedirectAssyakurNoch keine Bewertungen
- On LPG Refrigerator 58f9adbdf3942Dokument25 SeitenOn LPG Refrigerator 58f9adbdf3942Shubham DhaygudeNoch keine Bewertungen
- Earthquakes: Is Where It Comes in Contact With or Separates From Another Plate. Hence, When Two Plates Move, TheDokument13 SeitenEarthquakes: Is Where It Comes in Contact With or Separates From Another Plate. Hence, When Two Plates Move, TheOri SeinNoch keine Bewertungen
- 1 Identification of Substance:: Safety Data SheetDokument5 Seiten1 Identification of Substance:: Safety Data SheetPiyush A JoshiNoch keine Bewertungen
- Emission Control MethodsDokument12 SeitenEmission Control Methodsanswer187% (15)
- Presentation On Heat Rate ImprovementDokument22 SeitenPresentation On Heat Rate ImprovementAbhisheik Malhotra100% (4)
- Section 5 Fossil Fuels: CE: Section 5 MC P.1Dokument4 SeitenSection 5 Fossil Fuels: CE: Section 5 MC P.1Kai Keung ChiuNoch keine Bewertungen
- MSDS TolueneDokument12 SeitenMSDS TolueneNadiaNoch keine Bewertungen
- Rce329a Home Installation GuideDokument28 SeitenRce329a Home Installation GuideengrfahadkhanNoch keine Bewertungen
- MAN Industrial Gas Engines E 0826 E 302 Service Repair Manual PDFDokument19 SeitenMAN Industrial Gas Engines E 0826 E 302 Service Repair Manual PDFdfjjskemmdm100% (1)
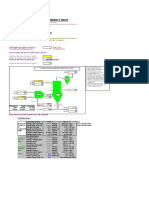
- Inputs For Performance Mode: Maximum Throughput Case (9m Tower)Dokument16 SeitenInputs For Performance Mode: Maximum Throughput Case (9m Tower)Muhammad Abdurrokhim ANoch keine Bewertungen
- 0100 1042 PDFDokument112 Seiten0100 1042 PDFmiturraNoch keine Bewertungen
- Presentation On Car Water Kit (HHO) ScamDokument37 SeitenPresentation On Car Water Kit (HHO) ScamAsim RiazNoch keine Bewertungen
- Combustion Engineering Fuels Set Number 1Dokument4 SeitenCombustion Engineering Fuels Set Number 1arcelio emiyaNoch keine Bewertungen
- DNV Os D301Dokument46 SeitenDNV Os D301romberti100% (1)
- Assignment 3, Answer KeyDokument10 SeitenAssignment 3, Answer KeyHamza AshrafNoch keine Bewertungen
- B Tech Automobile Engineering 7 AugDokument44 SeitenB Tech Automobile Engineering 7 Augankita awasthiNoch keine Bewertungen
- Astm D 6522 CoDokument11 SeitenAstm D 6522 CoJuan EsquiagaNoch keine Bewertungen
- Customer Presentation - Varnish Pall VRFDokument41 SeitenCustomer Presentation - Varnish Pall VRFengrsurifNoch keine Bewertungen
- Detonation & Flame ArrestorsDokument5 SeitenDetonation & Flame Arrestorsanon-902003Noch keine Bewertungen
- Circulating Fluidized Bed Boiler (CFB Boiler) How Does It Work and Its PrincipleDokument24 SeitenCirculating Fluidized Bed Boiler (CFB Boiler) How Does It Work and Its PrinciplePichai Chaibamrung100% (2)