Das könnte Ihnen auch gefallen
- Digestion Accion de Enzimas PancreaticasDokument10 SeitenDigestion Accion de Enzimas PancreaticasAlejandro Rodas Salinas0% (2)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Guia de Mantenimiento e Inspeccion de Malacate Del Equipo de Perforacion Terrestre Petrolera OperDokument93 SeitenGuia de Mantenimiento e Inspeccion de Malacate Del Equipo de Perforacion Terrestre Petrolera OperDaniela Mañozca Cruz89% (9)
- Electroforesis BidimensionalDokument4 SeitenElectroforesis BidimensionalMiguel Angel Ailio ColilNoch keine Bewertungen
- Rodamiento Rígido de Bolas Con Sellos o Placas de ProtecciónDokument5 SeitenRodamiento Rígido de Bolas Con Sellos o Placas de ProtecciónSystemsolutions S.A.Noch keine Bewertungen
- Plano Cajon Membrana Con PeinesDokument1 SeitePlano Cajon Membrana Con PeinesMartin AtoraNoch keine Bewertungen
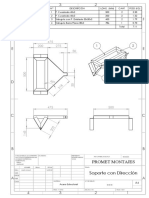
- Plano Soporte Con DireccionDokument1 SeitePlano Soporte Con DireccionMartin AtoraNoch keine Bewertungen
- Plano Mesa de Trabajo 400x2200x800Dokument1 SeitePlano Mesa de Trabajo 400x2200x800Martin AtoraNoch keine Bewertungen
- 0524 TrigonometriaDokument4 Seiten0524 TrigonometriaMartin AtoraNoch keine Bewertungen
- Plano Carro Transporta MembranasDokument1 SeitePlano Carro Transporta MembranasMartin AtoraNoch keine Bewertungen
- Plano Armazon Carro Membranas N1Dokument1 SeitePlano Armazon Carro Membranas N1Martin AtoraNoch keine Bewertungen
- Calculo Energía Almacenada (SE) y Limite de AccesoDokument5 SeitenCalculo Energía Almacenada (SE) y Limite de AccesoMartin AtoraNoch keine Bewertungen
- Tabla PerfilesDokument4 SeitenTabla PerfilesHernán BordónNoch keine Bewertungen
- Diagrama Log P - H y Ciclos Compresion de VaporDokument39 SeitenDiagrama Log P - H y Ciclos Compresion de VaporMartin AtoraNoch keine Bewertungen
- Control ElectricoDokument20 SeitenControl ElectricofelipeflorestNoch keine Bewertungen
- VADEMECUM Instalacion e Absorpcion Produccion de FRIODokument13 SeitenVADEMECUM Instalacion e Absorpcion Produccion de FRIOMartin AtoraNoch keine Bewertungen
- Criterios Diseno 2005 R5 1Dokument10 SeitenCriterios Diseno 2005 R5 1Jorge Ramirez HerreraNoch keine Bewertungen
- CacapichiiiiiiDokument7 SeitenCacapichiiiiiiGiusseppeGiaccomoFoppianoFigueroaNoch keine Bewertungen
- ACHS Descripcion CalderasDokument26 SeitenACHS Descripcion Calderaspam_8067% (3)
- Articulo Eficiencia en CalderasDokument12 SeitenArticulo Eficiencia en CalderasFelipe Flores TarqueNoch keine Bewertungen
- Criterios Diseno 2005 R5 1Dokument10 SeitenCriterios Diseno 2005 R5 1Jorge Ramirez HerreraNoch keine Bewertungen
- ANEXO 5. CombustiónDokument12 SeitenANEXO 5. CombustiónLina Fernanda Piamba GuetioNoch keine Bewertungen
- Dialnet PracticasDeMecanizadoEnTornoYFresadora 708694Dokument78 SeitenDialnet PracticasDeMecanizadoEnTornoYFresadora 708694Wady Gentil100% (1)
- Aceros1informe 131205114317 Phpapp01Dokument46 SeitenAceros1informe 131205114317 Phpapp01Martin AtoraNoch keine Bewertungen
- Aceros1informe 131205114317 Phpapp01Dokument46 SeitenAceros1informe 131205114317 Phpapp01Martin AtoraNoch keine Bewertungen
- Calculo Galpon Con WingalpDokument9 SeitenCalculo Galpon Con WingalpOSWALDO11aNoch keine Bewertungen
- Informe Final PandeoDokument10 SeitenInforme Final PandeoMartin AtoraNoch keine Bewertungen
- Eleccion Tipo de Acero PDFDokument16 SeitenEleccion Tipo de Acero PDFJavier Flores RamosNoch keine Bewertungen
- Aplicaciones de Energía Solar Fotovoltaica en La Agricultura de Zona ÁridasDokument70 SeitenAplicaciones de Energía Solar Fotovoltaica en La Agricultura de Zona ÁridasDaiana Avila100% (1)
- Plan de de Prácticas de Campo en El Departamento de ArequipaDokument56 SeitenPlan de de Prácticas de Campo en El Departamento de ArequipaEl Mundo De MaxiNoch keine Bewertungen
- Medicamento Ciclobenzaprina 2014Dokument2 SeitenMedicamento Ciclobenzaprina 2014antonio moncada catalanNoch keine Bewertungen
- Introducción A La Descripción de Visu de MineralesDokument14 SeitenIntroducción A La Descripción de Visu de MineralesMauricio Gaete ArayaNoch keine Bewertungen
- Canales de SodioDokument2 SeitenCanales de Sodioana manuela alzateNoch keine Bewertungen
- El Convenio de EstocolmoDokument12 SeitenEl Convenio de EstocolmoEdison Palma VañezNoch keine Bewertungen
- Permanganato de PotasioDokument5 SeitenPermanganato de PotasiodanielNoch keine Bewertungen
- Transporte A Través de MembranaDokument16 SeitenTransporte A Través de MembranaIgnacio GonzalezNoch keine Bewertungen
- Análisis de Cargas Losa Aligerada ICIOPORDokument3 SeitenAnálisis de Cargas Losa Aligerada ICIOPORcabapenaNoch keine Bewertungen
- Yacimientos Petrolíferos Fiscales BolivianosDokument1 SeiteYacimientos Petrolíferos Fiscales BolivianosHernan Cabrera Pantoja100% (1)
- Reacciones REDOX INFORMEDokument21 SeitenReacciones REDOX INFORMEMadeline Medina TorrezNoch keine Bewertungen
- 22 PozoDokument22 Seiten22 PozoAnonymous GZJ3TssHVnNoch keine Bewertungen
- El Equilibrio AmbientalDokument24 SeitenEl Equilibrio AmbientalYont Jesus Lopez EspinozaNoch keine Bewertungen
- Plantilla UIS 72Dokument18 SeitenPlantilla UIS 72Natalia ManzanoNoch keine Bewertungen
- HDS Oxido de PlomoDokument8 SeitenHDS Oxido de PlomoGabo RodríguezNoch keine Bewertungen
- SG 2 ProcesosDeManufactura 2018 0 Lab 01Dokument37 SeitenSG 2 ProcesosDeManufactura 2018 0 Lab 01BryanNoch keine Bewertungen
- Semana 11 Madera Modo de CompatibilidadDokument27 SeitenSemana 11 Madera Modo de CompatibilidadItalo David Bendezú ChecclloNoch keine Bewertungen
- Cuadernos Energias Renovables para Todos Biocarburantes FenercomDokument20 SeitenCuadernos Energias Renovables para Todos Biocarburantes FenercomJosé Luis Belaman CuberoNoch keine Bewertungen
- Trampas D VaporDokument2 SeitenTrampas D VaporVanii Bellamy AllenNoch keine Bewertungen
- Ejercicios EstequiometríaDokument4 SeitenEjercicios EstequiometríaROCÍO MartínezNoch keine Bewertungen
- Trabajo Monografico de Rocas-GeologiaiDokument67 SeitenTrabajo Monografico de Rocas-Geologiaiyonil1812Noch keine Bewertungen
- PASTASDokument159 SeitenPASTASMaría Carolina RieraNoch keine Bewertungen
- Cementacion SecundariaDokument17 SeitenCementacion Secundariamartin aguirre100% (1)
- Normas Chilenas Contra FuegoDokument8 SeitenNormas Chilenas Contra FuegoFreddy CorralesNoch keine Bewertungen
- 4097 EVM Series Brochure - SPC - LRDokument6 Seiten4097 EVM Series Brochure - SPC - LRStephen PerezNoch keine Bewertungen
- Metabolismo Del Colesterol.10Dokument32 SeitenMetabolismo Del Colesterol.10segundo huaripataNoch keine Bewertungen
- Hoja de Seguridad Avencar Limpiador de FrenosDokument11 SeitenHoja de Seguridad Avencar Limpiador de Frenoscarlos sanchezNoch keine Bewertungen
- Limpieza - Decapado - PasivadoDokument20 SeitenLimpieza - Decapado - PasivadocasaeanNoch keine Bewertungen