Das könnte Ihnen auch gefallen
- CNC Turning CentreDokument10 SeitenCNC Turning CentreArun100% (1)
- Robotics - Lecture Notes, Study Material and Important Questions, AnswersDokument7 SeitenRobotics - Lecture Notes, Study Material and Important Questions, AnswersM.V. TV50% (2)
- Unit 3 CNC Machine Tools: StructureDokument17 SeitenUnit 3 CNC Machine Tools: StructureRohit GhulanavarNoch keine Bewertungen
- Work Volume of RobotDokument4 SeitenWork Volume of RobotSyedZameer100% (4)
- RObotics and Automation Question Bank AnDokument19 SeitenRObotics and Automation Question Bank AnSharmila83Noch keine Bewertungen
- Classification of Robots Based On Control Methods.Dokument9 SeitenClassification of Robots Based On Control Methods.Nani KumarNoch keine Bewertungen
- Slider Crank Mechanism Lab Report Ms Word ... 2017me162Dokument11 SeitenSlider Crank Mechanism Lab Report Ms Word ... 2017me162Binya meen50% (2)
- Mechanics of Chip FormationDokument10 SeitenMechanics of Chip FormationRavigggNoch keine Bewertungen
- Spur Gear Cutting On Universal Milling MachineDokument8 SeitenSpur Gear Cutting On Universal Milling MachineMurali SiddarthNoch keine Bewertungen
- EE2023-Robotics and Automation PDFDokument13 SeitenEE2023-Robotics and Automation PDFveerapandianNoch keine Bewertungen
- Manufacturing Process Automation Questions and Answers - SanfoundryDokument7 SeitenManufacturing Process Automation Questions and Answers - SanfoundryKumar Ravindra100% (1)
- AIP Lab Manual - 012110050524 - 1Dokument11 SeitenAIP Lab Manual - 012110050524 - 1Martin De Boras PragashNoch keine Bewertungen
- Module 2 STRUCTURE OF CNC MACHINE TOOLDokument22 SeitenModule 2 STRUCTURE OF CNC MACHINE TOOLsiddharth100% (2)
- Automatic Mechanical Garage Door OpenerDokument7 SeitenAutomatic Mechanical Garage Door OpenerGallant Info88% (8)
- Robot Programming - PART1Dokument48 SeitenRobot Programming - PART1Krushnasamy SuramaniyanNoch keine Bewertungen
- Robotics Lab ManualDokument26 SeitenRobotics Lab ManualAbhijeet Sahu100% (3)
- Cotter JointDokument7 SeitenCotter Jointsarath.kumarnmk930Noch keine Bewertungen
- Unit I DME II Spur Gears by Sachin DhavaneDokument63 SeitenUnit I DME II Spur Gears by Sachin DhavaneSachiin Dhavane100% (1)
- 35 Basic Interview QuestionsDokument8 Seiten35 Basic Interview QuestionsVivek BajpaiNoch keine Bewertungen
- Theory of MachineDokument21 SeitenTheory of MachineVaibhav Vithoba NaikNoch keine Bewertungen
- Subject Metal Cutting and Tool Design de PDFDokument2 SeitenSubject Metal Cutting and Tool Design de PDFBabuli KumarNoch keine Bewertungen
- Final Project Report PDFDokument83 SeitenFinal Project Report PDFDigvijayNoch keine Bewertungen
- 3-2-1 Principle Used For Jig and Fixture Locating MethodDokument3 Seiten3-2-1 Principle Used For Jig and Fixture Locating MethodrlwersalNoch keine Bewertungen
- 2 Marks Question & AnswerDokument9 Seiten2 Marks Question & AnswerShanmuga PriyaNoch keine Bewertungen
- Robotics 2markDokument14 SeitenRobotics 2markisirajudeen17Noch keine Bewertungen
- U4 02-Chapter 2 Robot Work Cell Design and Control FinalDokument56 SeitenU4 02-Chapter 2 Robot Work Cell Design and Control Finalabhishek100% (3)
- DYNAMICS LAB VIVA QUESTIONS FullDokument4 SeitenDYNAMICS LAB VIVA QUESTIONS FullSudipta NathNoch keine Bewertungen
- Gearless Transmission ReportDokument32 SeitenGearless Transmission ReportHarish Kumar73% (22)
- Machine Drawing-Short Answer QuestionsDokument3 SeitenMachine Drawing-Short Answer QuestionsfatehjitsinghNoch keine Bewertungen
- Unit1 5 Problems On MechanismsDokument12 SeitenUnit1 5 Problems On MechanismsKarthikayan Balaji100% (2)
- EXPERIMENT - 3 Thermal Conductivity of Composite WallDokument7 SeitenEXPERIMENT - 3 Thermal Conductivity of Composite WallMuskan JainNoch keine Bewertungen
- Robotics Lab Manual FinalDokument39 SeitenRobotics Lab Manual FinalSanthosh100% (4)
- Chapter 7 Robot and Other Motion Control SystemsDokument15 SeitenChapter 7 Robot and Other Motion Control SystemsMohith SNoch keine Bewertungen
- Scara RobotDokument17 SeitenScara RobotLalit Kushwaha100% (1)
- Anup Goel - Spur GearDokument72 SeitenAnup Goel - Spur Gearalka sNoch keine Bewertungen
- Manufacturing Technology Lab IDokument43 SeitenManufacturing Technology Lab IMECHANICAL SMCETNoch keine Bewertungen
- Bhel - CNC MachinesDokument60 SeitenBhel - CNC MachinesAggyapal Singh JimmyNoch keine Bewertungen
- Scotch Yoke Mechanis1Dokument17 SeitenScotch Yoke Mechanis1Saravanan ViswakarmaNoch keine Bewertungen
- 5th ModuleDokument23 Seiten5th ModuleJayasmita DasNoch keine Bewertungen
- Elliptical Trammel Report 25-01-19Dokument16 SeitenElliptical Trammel Report 25-01-19I'm the oneNoch keine Bewertungen
- Machine Design Unit 1 Design PhilosophyDokument12 SeitenMachine Design Unit 1 Design PhilosophyAnand Babu100% (3)
- Serial & Parallel Robot Manipulators - KucukDokument468 SeitenSerial & Parallel Robot Manipulators - KucukPepe FCNoch keine Bewertungen
- Chapter 2 - Robot KinematicsDokument35 SeitenChapter 2 - Robot KinematicsShitnu SuwanNoch keine Bewertungen
- Treadmill Bicycle Project ReportDokument21 SeitenTreadmill Bicycle Project ReportTanvi100% (1)
- Design and Fabrication of An Oldham Coupling Mechanism: Term ProjectDokument20 SeitenDesign and Fabrication of An Oldham Coupling Mechanism: Term ProjectSidharth MalohtraNoch keine Bewertungen
- Two Marks Questions With AnswersDokument18 SeitenTwo Marks Questions With AnswersSaravanan Mani100% (2)
- 4 Way Hacksaw MachineDokument8 Seiten4 Way Hacksaw Machinepandi67% (3)
- Unit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, RobotDokument69 SeitenUnit 1: 6 HRS: Introduction: Basic Concepts, Laws of Robotics, Robotvithal100% (1)
- CNC Part A PDFDokument25 SeitenCNC Part A PDFAKSHAY NambiarNoch keine Bewertungen
- Cim QBDokument23 SeitenCim QBSenthilsuja Kumar67% (3)
- Robotics Fulll 2 16 Marks With AnswerDokument57 SeitenRobotics Fulll 2 16 Marks With AnswerSiva RamanNoch keine Bewertungen
- Robotics & Automation Society: A Proposal For EstabilishingDokument7 SeitenRobotics & Automation Society: A Proposal For EstabilishingAbdela Aman MtechNoch keine Bewertungen
- Robo VivaDokument3 SeitenRobo VivaRAMAKANT RANANoch keine Bewertungen
- End EffectersDokument4 SeitenEnd EffectersSindhu BhaskarNoch keine Bewertungen
- Shantilal Shah Engineering College BhavnagarDokument18 SeitenShantilal Shah Engineering College BhavnagarAshwin BuddharajuNoch keine Bewertungen
- Robo 2Dokument10 SeitenRobo 2mitulshah18Noch keine Bewertungen
- Gripper Mechanism: Department of Mechanical EngineeringDokument16 SeitenGripper Mechanism: Department of Mechanical EngineeringSoumik DasNoch keine Bewertungen
- Rohini 90748460674Dokument9 SeitenRohini 90748460674Suthin .vNoch keine Bewertungen
- Electronics 11 04180Dokument12 SeitenElectronics 11 04180Moises PinedaNoch keine Bewertungen
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsVon EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNoch keine Bewertungen
- FINAL MTech - MACHINE - DEIGN Choice BasedDokument40 SeitenFINAL MTech - MACHINE - DEIGN Choice BasedharshaNoch keine Bewertungen
- ME424 201516 Unit 1 PDFDokument41 SeitenME424 201516 Unit 1 PDFharshaNoch keine Bewertungen
- ME424 201516 Unit4 PDFDokument56 SeitenME424 201516 Unit4 PDFharshaNoch keine Bewertungen
- 8.volvo Bus Frame Less Chassis PDFDokument8 Seiten8.volvo Bus Frame Less Chassis PDFharshaNoch keine Bewertungen
- 6.single Point Cutting Tool PDFDokument8 Seiten6.single Point Cutting Tool PDFharshaNoch keine Bewertungen
- Joint Military ExercisesDokument5 SeitenJoint Military ExercisesharshaNoch keine Bewertungen
- Memo LubDokument57 SeitenMemo LubjoelNoch keine Bewertungen
- Mechanical SealDokument16 SeitenMechanical SealRAJEDIA ABDULLAHNoch keine Bewertungen
- Buesch Xl4 Penstock en 20140905Dokument2 SeitenBuesch Xl4 Penstock en 20140905Ricardo BarrosNoch keine Bewertungen
- Structural Steel DesignDokument32 SeitenStructural Steel Designshaluka100% (1)
- Top and Cabinet Parts: For Model: 3RLSQ8033SW2 (White/Grey)Dokument13 SeitenTop and Cabinet Parts: For Model: 3RLSQ8033SW2 (White/Grey)CristianNoch keine Bewertungen
- Know MoreDokument6 SeitenKnow MoreramkumarNoch keine Bewertungen
- Service Bulletin: Troubleshooting DTC P1456 and P1457Dokument4 SeitenService Bulletin: Troubleshooting DTC P1456 and P1457Vic3501Noch keine Bewertungen
- Modeling and Simulation of Multiphase/Multicomponent FlowsDokument150 SeitenModeling and Simulation of Multiphase/Multicomponent FlowsSasank KomarlaNoch keine Bewertungen
- Bearing CatalogueDokument15 SeitenBearing CatalogueDinesh sirviNoch keine Bewertungen
- Manual de Peças 210G Jonh DeereDokument657 SeitenManual de Peças 210G Jonh DeereAbraao MaiaNoch keine Bewertungen
- Laboratory Study On Pore Pressure Generation and Liquefaction of Low-Plasticity Silty Sandy Soils During The 2012 Earthquake in ItalyDokument10 SeitenLaboratory Study On Pore Pressure Generation and Liquefaction of Low-Plasticity Silty Sandy Soils During The 2012 Earthquake in ItalyPinak RayNoch keine Bewertungen
- CM P1 11604 en SKF Vibration Sensors CatalogDokument140 SeitenCM P1 11604 en SKF Vibration Sensors CatalogMarcelo MallmannNoch keine Bewertungen
- Swirlax BurnerDokument3 SeitenSwirlax BurnerSafeer AbbasNoch keine Bewertungen
- Nonlinear Analysis of RC Beams Based On Moment-Curvature RelationDokument14 SeitenNonlinear Analysis of RC Beams Based On Moment-Curvature RelationSamia ChowdhuryNoch keine Bewertungen
- Manual Wedge Action Grips - 2716-01X-02X and 2736-01XDokument3 SeitenManual Wedge Action Grips - 2716-01X-02X and 2736-01XLALO MNoch keine Bewertungen
- MS008 Steel Tank MSDokument9 SeitenMS008 Steel Tank MSMhando IgnasNoch keine Bewertungen
- Link-Tkif Technische Daten 2020 Hb50 6p OnlineDokument6 SeitenLink-Tkif Technische Daten 2020 Hb50 6p OnlineDaohua Li100% (1)
- Multi Pump Test Rig Positive Displacement Plunger PumpDokument9 SeitenMulti Pump Test Rig Positive Displacement Plunger PumpDaniel IsmailNoch keine Bewertungen
- Rr410801 Transport PhenomenaDokument8 SeitenRr410801 Transport PhenomenaSrinivasa Rao GNoch keine Bewertungen
- CHAPTER 2 - Part 1 Air Conditioning System PDFDokument77 SeitenCHAPTER 2 - Part 1 Air Conditioning System PDFazmie100% (1)
- Brosur SPX FlowDokument8 SeitenBrosur SPX FlowAltino Mangiwa100% (1)
- Cp15 Semester 6Dokument16 SeitenCp15 Semester 6mithunprayag0% (1)
- Tensile Fabric Details 3Dokument1 SeiteTensile Fabric Details 3FRANKLYN SPENCERNoch keine Bewertungen
- Aircycle 5.1 - Heat Recovery UnitDokument2 SeitenAircycle 5.1 - Heat Recovery UnitValentin MalihinNoch keine Bewertungen
- Installation Instructions: MazdaDokument3 SeitenInstallation Instructions: MazdaMickael FernánNoch keine Bewertungen
- Hangers and Supports For Hvac Piping and EquipmentDokument10 SeitenHangers and Supports For Hvac Piping and EquipmentAmeen Mohamed Ali SanadNoch keine Bewertungen
- Operation On Low Sulphur FuelsDokument24 SeitenOperation On Low Sulphur FuelsAlejandro Jose Malave RamosNoch keine Bewertungen
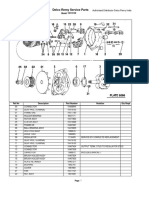
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDokument2 SeitenDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaNoch keine Bewertungen
- Is 1786Dokument5 SeitenIs 1786Jeevan ShendreNoch keine Bewertungen
- Lifting Tongs: Solving Material Handling ProblemsDokument4 SeitenLifting Tongs: Solving Material Handling Problemsmohsen123100% (1)