Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Checlist Kelompok Pressure VesselDokument8 SeitenCheclist Kelompok Pressure VesselerniNoch keine Bewertungen
- Pathe Projector Pathe Baby User ManualDokument23 SeitenPathe Projector Pathe Baby User ManualzakskenNoch keine Bewertungen
- Quality Assurance and ValidationDokument62 SeitenQuality Assurance and ValidationMacharia ZachariaNoch keine Bewertungen
- 2016-04 DIAMETER ArchitectureDokument22 Seiten2016-04 DIAMETER ArchitectureVivek ShahNoch keine Bewertungen
- ASTM E407-07 Standard Practice For Microetching Metals and AlloysDokument22 SeitenASTM E407-07 Standard Practice For Microetching Metals and AlloysRifqiMahendraPutra100% (3)
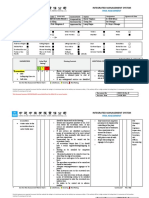
- CSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Dokument12 SeitenCSCEC HSE-F-01 Risk Assessment Form - Excavation& Backfilling - RA-02Dan SarmientoNoch keine Bewertungen
- Camino Frances GuideDokument162 SeitenCamino Frances GuidegregdedmanNoch keine Bewertungen
- Barrett Firearms - MRAD - Operators-Manual-18697 18052Dokument23 SeitenBarrett Firearms - MRAD - Operators-Manual-18697 18052Ricardo C TorresNoch keine Bewertungen
- PV Module Safety Qualification According To IEC 61730:2004 EN 61730:2007Dokument6 SeitenPV Module Safety Qualification According To IEC 61730:2004 EN 61730:2007Vinko RazlNoch keine Bewertungen
- Ventsim - Deswik İmportDokument11 SeitenVentsim - Deswik İmportkemalllNoch keine Bewertungen
- W9 Fabric Filter & ScrubberDokument86 SeitenW9 Fabric Filter & ScrubberZafirahAhmadFauzi100% (2)
- PG Productnews Pumps 01/2016Dokument8 SeitenPG Productnews Pumps 01/2016Устюгов СергейNoch keine Bewertungen
- Health REST API Specification 2.9.6 WorldwideDokument55 SeitenHealth REST API Specification 2.9.6 WorldwideAll About Your Choose Entertain100% (5)
- Cost Estimation-Case Study PDFDokument11 SeitenCost Estimation-Case Study PDFTausique Sheikh100% (1)
- Handout Contoh SoalDokument12 SeitenHandout Contoh SoalIntan NugrahaNoch keine Bewertungen
- Sample Soil Report 1Dokument27 SeitenSample Soil Report 1prince francisNoch keine Bewertungen
- KeiretsuDokument17 SeitenKeiretsuHimanshu KumarNoch keine Bewertungen
- AP Chemistry Bonding Help Sheet: 2, (Diamond)Dokument6 SeitenAP Chemistry Bonding Help Sheet: 2, (Diamond)Weiyu TongNoch keine Bewertungen
- Create A Custom Theme With OpenCartDokument31 SeitenCreate A Custom Theme With OpenCartBalanathan VirupasanNoch keine Bewertungen
- Series: 5-Axis Double Column Machine CenterDokument11 SeitenSeries: 5-Axis Double Column Machine CenterPrs AutomationNoch keine Bewertungen
- Week 1 Summative 1Dokument7 SeitenWeek 1 Summative 1Cherry Mae LaurenteNoch keine Bewertungen
- Hall Design For SpeechDokument1 SeiteHall Design For SpeechSarovar SaroNoch keine Bewertungen
- Curs HPLCDokument132 SeitenCurs HPLCSimon RobertaNoch keine Bewertungen
- Pirith PothaDokument3 SeitenPirith PothaAmila Viraj Gunarathna100% (2)
- Danfoss Install Operation and Manitenance IOM APP1.5-3.5Dokument70 SeitenDanfoss Install Operation and Manitenance IOM APP1.5-3.5warshipvnNoch keine Bewertungen
- ArçelikDokument36 SeitenArçelikchampion93Noch keine Bewertungen
- BenderDokument6 SeitenBenderIftekhar AnamNoch keine Bewertungen
- CenturionDokument28 SeitenCenturiondan.gonzalez2573Noch keine Bewertungen
- 2M542 ManualDokument9 Seiten2M542 ManualzivcaniNoch keine Bewertungen
- GR00005300 36Dokument22 SeitenGR00005300 36Luis David Leon GarciaNoch keine Bewertungen