Das könnte Ihnen auch gefallen
- API RP 577 2013 - Unlocked - En.esDokument126 SeitenAPI RP 577 2013 - Unlocked - En.esJAVIER ANTONIO PEREZ ALVARADONoch keine Bewertungen
- Tabla de Normas Con Criterios de Aceptacion y AplicacionDokument3 SeitenTabla de Normas Con Criterios de Aceptacion y Aplicacionrcdl2949Noch keine Bewertungen
- Venteos y drenajes pruebas hidrostáticasDokument1 SeiteVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Procedimiento Prueba Neumatica TanquesDokument3 SeitenProcedimiento Prueba Neumatica TanquesMarvin William Montes CristoNoch keine Bewertungen
- Api 1104 en Espanol PDFDokument3 SeitenApi 1104 en Espanol PDFkikin rivera0% (1)
- Medicion de Espesores de Tuberias - FinalDokument3 SeitenMedicion de Espesores de Tuberias - FinalJhoseph BernalNoch keine Bewertungen
- Asme Seccion Viii Uw 52 PDFDokument4 SeitenAsme Seccion Viii Uw 52 PDFIgnacio Perez Ramirez100% (1)
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFDokument10 SeitenReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloNoch keine Bewertungen
- Ficha Tecnica Kit de GalgasDokument1 SeiteFicha Tecnica Kit de GalgasRicardo Garcia ParraNoch keine Bewertungen
- Asme V Ed.2021 Articulo 7 MT EspañolDokument22 SeitenAsme V Ed.2021 Articulo 7 MT EspañolJoseph Luciano Flores Medina100% (2)
- Procedimiento para aplicación de recubrimiento en tuberíasDokument15 SeitenProcedimiento para aplicación de recubrimiento en tuberíasCamilo RodriguezNoch keine Bewertungen
- Continuacion API 650 Rev. 01Dokument3 SeitenContinuacion API 650 Rev. 01Anonymous fBIEWgmRzNoch keine Bewertungen
- Factibilidad API 1104 Apendice BDokument128 SeitenFactibilidad API 1104 Apendice BHinojosa100% (1)
- API 650 Edition 2020-456-460 (Traducido)Dokument5 SeitenAPI 650 Edition 2020-456-460 (Traducido)Blas Carbajal100% (1)
- Inspección Visual Tuberias de Proceso 2006Dokument44 SeitenInspección Visual Tuberias de Proceso 2006webs.usuario100% (1)
- Procedimiento de Pintado de Mina Shauindo CasalDokument15 SeitenProcedimiento de Pintado de Mina Shauindo CasalJulio HuancaNoch keine Bewertungen
- VT Criterios AWS D1.1 Par 5 y OtrosDokument4 SeitenVT Criterios AWS D1.1 Par 5 y Otrosjhon_2012Noch keine Bewertungen
- SOLDADURA WPS-PQR Rev.01Dokument14 SeitenSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesNoch keine Bewertungen
- Cálculo de sistemas de seguridad y alivioDokument4 SeitenCálculo de sistemas de seguridad y alivioFlor GiovagnoliNoch keine Bewertungen
- Api 510Dokument14 SeitenApi 510AMLO45Noch keine Bewertungen
- DCO-PGI-T-110-Recubrimiento Anticorrosivo en Interfases PDFDokument20 SeitenDCO-PGI-T-110-Recubrimiento Anticorrosivo en Interfases PDFLAMBERTO100% (1)
- B31.3 AsmeDokument218 SeitenB31.3 AsmeSergio GajardoNoch keine Bewertungen
- Sistemas de Aspersores para ContraincendioDokument21 SeitenSistemas de Aspersores para ContraincendioManuel Pena SalazarNoch keine Bewertungen
- MSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...Dokument10 SeitenMSQ-PQC-015-015 - Procedimiento de Prueba Hidrostatica A Recipientes y E...ingmichael33Noch keine Bewertungen
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Dokument3 SeitenCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISNoch keine Bewertungen
- Registro de Inspeccion de Doblado de TuberiaDokument2 SeitenRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNoch keine Bewertungen
- Pruebas Hidráulicas para TanquesDokument8 SeitenPruebas Hidráulicas para TanquesG100% (1)
- Código Asme y API 1104Dokument12 SeitenCódigo Asme y API 1104richardNoch keine Bewertungen
- Procedimientos de Inspeccion Por Tintes PenetrantesDokument8 SeitenProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- Casos Reales LfetDokument29 SeitenCasos Reales LfetErick OlavarriaNoch keine Bewertungen
- Proyecto Quellaveco Manual Calidad FerritaDokument1 SeiteProyecto Quellaveco Manual Calidad FerritaIván R. Cruz FloresNoch keine Bewertungen
- Procedimiento de prueba hidrostática para prefabricadosDokument5 SeitenProcedimiento de prueba hidrostática para prefabricadosLennyNoch keine Bewertungen
- Inspección de tubería API 5L con líquidos penetrantes fluorescentesDokument3 SeitenInspección de tubería API 5L con líquidos penetrantes fluorescentesLinis Maris DcfNoch keine Bewertungen
- Formato Prueba de Adherencia PDFDokument1 SeiteFormato Prueba de Adherencia PDFeduardohe_ingNoch keine Bewertungen
- Hidrostática Día 2 Nov 2022Dokument30 SeitenHidrostática Día 2 Nov 2022Cespedes CecilhioNoch keine Bewertungen
- Curso de Preparación para La Certificación Como Inspector AutorizadoDokument4 SeitenCurso de Preparación para La Certificación Como Inspector AutorizadoEveldinNoch keine Bewertungen
- Procedimiento Desfile y Doblado de TuberiaDokument13 SeitenProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraNoch keine Bewertungen
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Dokument14 SeitenProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Informe General de SoldaduraDokument49 SeitenInforme General de Soldadurajaime hernando lopez buitragoNoch keine Bewertungen
- ARTICLE 9 EspañolDokument3 SeitenARTICLE 9 EspañolLorena Suarez100% (1)
- Traduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosDokument20 SeitenTraduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosGabriel LobatonNoch keine Bewertungen
- Especificación Del WPSDokument4 SeitenEspecificación Del WPSJuan ChapacaNoch keine Bewertungen
- WPQ Rha API 1104t 01Dokument1 SeiteWPQ Rha API 1104t 01Kevvin Danniel DazzaNoch keine Bewertungen
- PRTU25 Pasivado de InoxidableDokument3 SeitenPRTU25 Pasivado de InoxidableVictor David Vargas RamosNoch keine Bewertungen
- Artículo 9 Examen VisualDokument4 SeitenArtículo 9 Examen Visualmercurio04Noch keine Bewertungen
- REPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFDokument17 SeitenREPARACIÓN RECUBRIMIENTOS 2014 Rev. 1 (Material Impreso) PDFWalther LaricoNoch keine Bewertungen
- Soldadura API 1104Dokument24 SeitenSoldadura API 1104Cesar Jibaja Ceron100% (1)
- Procedimientos InspecciónDokument3 SeitenProcedimientos InspecciónnestorNoch keine Bewertungen
- Información Tecnica Tuberia 5L 5CTDokument8 SeitenInformación Tecnica Tuberia 5L 5CTSAntiago MorenoNoch keine Bewertungen
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDokument3 SeitenImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Noch keine Bewertungen
- Procedimiento de Calificacion Del Soldador 2Dokument5 SeitenProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraNoch keine Bewertungen
- MECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3Dokument94 SeitenMECANISMOS DE DAÑO EN CALDERAS UTN 2020 - Clase3MisANoch keine Bewertungen
- 089-MB-IPLM-MEC-002 Rev. 1Dokument15 Seiten089-MB-IPLM-MEC-002 Rev. 1Alberto Watkins100% (1)
- Información sobre refuerzo de conexiones de ramal soldadasDokument5 SeitenInformación sobre refuerzo de conexiones de ramal soldadasgeoswaldNoch keine Bewertungen
- Reporte D&f-Tk-Paut-692-001 PDFDokument8 SeitenReporte D&f-Tk-Paut-692-001 PDFZander MctrevorNoch keine Bewertungen
- Plan Inspección y Ensayos Cañerias Cargill (15417)Dokument7 SeitenPlan Inspección y Ensayos Cañerias Cargill (15417)DanielDeFrancescoNoch keine Bewertungen
- NCh292 1960 PDFDokument27 SeitenNCh292 1960 PDFNabucodonosor6969Noch keine Bewertungen
- Api 1104 AnexosDokument10 SeitenApi 1104 AnexosMartha Huaman Gutierrez100% (2)
- API 1104 Con Edición 2013Dokument33 SeitenAPI 1104 Con Edición 2013Charly994Noch keine Bewertungen
- Api 1104 - 2013 PDFDokument64 SeitenApi 1104 - 2013 PDFPeter Pittman0% (1)
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones 5Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones 5petreNoch keine Bewertungen
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones 4Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones 4petreNoch keine Bewertungen
- Lino Acceso Como Acceder2Dokument1 SeiteLino Acceso Como Acceder2petreNoch keine Bewertungen
- Lino - Acceso - Como Acceder1Dokument1 SeiteLino - Acceso - Como Acceder1petreNoch keine Bewertungen
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones 3Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones 3petreNoch keine Bewertungen
- Lino - Creación de Linezo en Grupos de Aprendizaje1pdfDokument1 SeiteLino - Creación de Linezo en Grupos de Aprendizaje1pdfpetreNoch keine Bewertungen
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones 2Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones 2petreNoch keine Bewertungen
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones1Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones1petreNoch keine Bewertungen
- Matemática - Sesión 01. Operaciones Básicas y Ecuaciones 3Dokument3 SeitenMatemática - Sesión 01. Operaciones Básicas y Ecuaciones 3petreNoch keine Bewertungen
- Lino - Acceso - Como Acceder6Dokument1 SeiteLino - Acceso - Como Acceder6petreNoch keine Bewertungen
- Lino Acceso Como Acceder2Dokument1 SeiteLino Acceso Como Acceder2petreNoch keine Bewertungen
- Lino Acceso Como Acceder2Dokument1 SeiteLino Acceso Como Acceder2petreNoch keine Bewertungen
- Lino - Creación de Linezo en Grupos de Aprendizaj2Dokument1 SeiteLino - Creación de Linezo en Grupos de Aprendizaj2petreNoch keine Bewertungen
- Lino - Creación de Linezo en Grupos de Aprendizaje3Dokument1 SeiteLino - Creación de Linezo en Grupos de Aprendizaje3petreNoch keine Bewertungen
- CuestionariobDokument1 SeiteCuestionariobpetreNoch keine Bewertungen
- CuestionariocDokument1 SeiteCuestionariocpetreNoch keine Bewertungen
- CuestionarioaDokument1 SeiteCuestionarioapetreNoch keine Bewertungen
- CuestionariodDokument1 SeiteCuestionariodpetreNoch keine Bewertungen
- Elementos Cons Trucci On 03Dokument46 SeitenElementos Cons Trucci On 03Junior RenzoNoch keine Bewertungen
- Uniones SoldadasDokument28 SeitenUniones Soldadasthordeasgard100% (5)
- Plan de Sesión - Aplicacion de Herramientas Digitales1Dokument1 SeitePlan de Sesión - Aplicacion de Herramientas Digitales1petreNoch keine Bewertungen
- Uniones Apernadas y Soldadas PDFDokument8 SeitenUniones Apernadas y Soldadas PDFcarloseth2014Noch keine Bewertungen
- Oxicorte 5Dokument2 SeitenOxicorte 5petreNoch keine Bewertungen
- 5 CilindroDokument8 Seiten5 CilindropetreNoch keine Bewertungen
- Sesion0 PDFDokument4 SeitenSesion0 PDFJohan Silva CuevaNoch keine Bewertungen
- Oxicorte 2Dokument2 SeitenOxicorte 2petreNoch keine Bewertungen
- Registro asistencia y evaluación capacitaciónDokument3 SeitenRegistro asistencia y evaluación capacitaciónpetreNoch keine Bewertungen
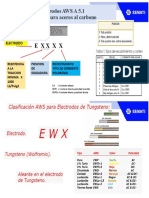
- Clasificacion de Electrodos SmawDokument2 SeitenClasificacion de Electrodos SmawpetreNoch keine Bewertungen
- Oxicorte 4Dokument2 SeitenOxicorte 4petreNoch keine Bewertungen
- Oxicorte 3Dokument2 SeitenOxicorte 3petreNoch keine Bewertungen
- Baquera Vara de Rey Ines TFG PDFDokument106 SeitenBaquera Vara de Rey Ines TFG PDFLaurita CeciliaNoch keine Bewertungen
- Lista de PlantillasDokument6 SeitenLista de Plantillasjohnny florNoch keine Bewertungen
- Grupo de Las Sulfosales y OxidosDokument29 SeitenGrupo de Las Sulfosales y OxidosFabian Andre Maquera AlcahuamanNoch keine Bewertungen
- 01-Especificaciones Tecnicas YesoDokument3 Seiten01-Especificaciones Tecnicas YesoDavid Chambi CarrilloNoch keine Bewertungen
- Formulación inorgánica: Sales oxácidas y su nomenclaturaDokument1 SeiteFormulación inorgánica: Sales oxácidas y su nomenclaturaCarlos Martin Jimenez0% (1)
- Informe 25-06-22-Visto CA Todo IVDokument47 SeitenInforme 25-06-22-Visto CA Todo IVMaria Noel Acuña MoralesNoch keine Bewertungen
- AIRMAXDokument7 SeitenAIRMAXWendy MogollonNoch keine Bewertungen
- Intercambio Ionico.Dokument7 SeitenIntercambio Ionico.Jessy HernándezNoch keine Bewertungen
- La Cuenca Del MantaroDokument1 SeiteLa Cuenca Del MantaroJOAQUIN RODRIGO CAMPEAN RIVERANoch keine Bewertungen
- ProtocoloDokument9 SeitenProtocoloPercy Wilson FrankNoch keine Bewertungen
- Precomprimido InformeDokument19 SeitenPrecomprimido InformeyennygdNoch keine Bewertungen
- ASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDokument14 SeitenASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDAVILADIAZNoch keine Bewertungen
- 04 - Resistencia - Al - FuegoDokument2 Seiten04 - Resistencia - Al - FuegoIván LobatoNoch keine Bewertungen
- Carta Presentacion-Mvs Representaciones 2017Dokument6 SeitenCarta Presentacion-Mvs Representaciones 2017Michel CalcinNoch keine Bewertungen
- Compuestos de Coordinación-InformeDokument17 SeitenCompuestos de Coordinación-InformeJuan Wilfredo Hernandez DiazNoch keine Bewertungen
- Ejercicios Quimica OrganicaDokument7 SeitenEjercicios Quimica OrganicaCaro CruzNoch keine Bewertungen
- Entrenamiento Practico Unidad 3 - QUIMICA GENERAL UNADDokument7 SeitenEntrenamiento Practico Unidad 3 - QUIMICA GENERAL UNADAlexandraAhumada100% (1)
- IMSA Catalogo Alambres Planchuelas 2020 LowDokument6 SeitenIMSA Catalogo Alambres Planchuelas 2020 LowadolfoNoch keine Bewertungen
- Propiedades materiales construcciónDokument3 SeitenPropiedades materiales construcciónCarlos Gallegos GNoch keine Bewertungen
- TP N 3 - Absorcion No IsotermicaDokument3 SeitenTP N 3 - Absorcion No IsotermicaVanesa acostaNoch keine Bewertungen
- TEMA 3.1 Peso Molecular, Peros Formula Quimica GeneralDokument9 SeitenTEMA 3.1 Peso Molecular, Peros Formula Quimica GeneralYaroc gonzalezNoch keine Bewertungen
- HidrocraqueoDokument39 SeitenHidrocraqueoDayito CárdenasNoch keine Bewertungen
- Q3 PAU EnlaceQuimicoPropiedadesSustanciasDokument11 SeitenQ3 PAU EnlaceQuimicoPropiedadesSustanciasalesame2711Noch keine Bewertungen
- 1 Technical Datasheet LS Cables Class A 24 KV RV 4 Spanish VersionDokument1 Seite1 Technical Datasheet LS Cables Class A 24 KV RV 4 Spanish VersionManuel Octavio Penroz CelisNoch keine Bewertungen
- Diseño de mezclas SMA para EspañaDokument17 SeitenDiseño de mezclas SMA para EspañapatimonstreNoch keine Bewertungen
- 02 Metales y Ligantes 6559Dokument24 Seiten02 Metales y Ligantes 6559QrichaudNoch keine Bewertungen
- Normas para recipientes a presiónDokument28 SeitenNormas para recipientes a presiónKedrovChapmanNoch keine Bewertungen
- GEOLOGIAAADokument14 SeitenGEOLOGIAAAyomar91Noch keine Bewertungen
- 1° Cuader Taller 2019 PDFDokument140 Seiten1° Cuader Taller 2019 PDFMARIANoch keine Bewertungen
- Presupuesto PergolaDokument5 SeitenPresupuesto PergolaMishellNoch keine Bewertungen