Das könnte Ihnen auch gefallen
- AMS Style ManualDokument117 SeitenAMS Style ManualDiego LunaNoch keine Bewertungen
- Commodities Mba ProjectDokument61 SeitenCommodities Mba ProjectHari Prasad67% (3)
- A, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDokument13 SeitenA, Krohn, Bohn - 1972 - Electrodeposition and Surface TreatmentDhanapal PalNoch keine Bewertungen
- Corrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenDokument7 SeitenCorrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenSoh Ming LunNoch keine Bewertungen
- Gold Plating in The Electronics Industry: F. H. ReidDokument5 SeitenGold Plating in The Electronics Industry: F. H. ReidCicero Gomes de SouzaNoch keine Bewertungen
- Manikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Dokument13 SeitenManikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Sayiram GNoch keine Bewertungen
- 6 On The Effect of Microstructure in Corrosion of Carbon Steel WeldsDokument7 Seiten6 On The Effect of Microstructure in Corrosion of Carbon Steel Weldsefren.ramirez.arias9488Noch keine Bewertungen
- Venkatesan 1995Dokument14 SeitenVenkatesan 1995YAZID BUSTOMINoch keine Bewertungen
- Electroless Tungsten Coating CNTDokument6 SeitenElectroless Tungsten Coating CNTAmar JabarNoch keine Bewertungen
- Reference 1Dokument18 SeitenReference 1Adnan SaadiNoch keine Bewertungen
- Metalurgia Física ModernaDokument20 SeitenMetalurgia Física ModernaMariliaFrancoNoch keine Bewertungen
- Investigation On Corrosion Behaviour of Copper Brazed JointsDokument7 SeitenInvestigation On Corrosion Behaviour of Copper Brazed JointsAyuni Hadiatur RahmanNoch keine Bewertungen
- Hot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclDokument7 SeitenHot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclMelin YohanaNoch keine Bewertungen
- Hot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclDokument7 SeitenHot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclMelin YohanaNoch keine Bewertungen
- Retained Austenite and PittingDokument6 SeitenRetained Austenite and PittingSuhaib AshrafNoch keine Bewertungen
- 1 s2.0 S2238785422013734 MainDokument13 Seiten1 s2.0 S2238785422013734 MainGold SuganthNoch keine Bewertungen
- Studying 18-9 Stainless Steel Under The Same Conditions of Oil Shale Hydropyrolysis and Predicting The Suitable Steel To Be Used During This ReactionDokument9 SeitenStudying 18-9 Stainless Steel Under The Same Conditions of Oil Shale Hydropyrolysis and Predicting The Suitable Steel To Be Used During This ReactionIJAR JOURNALNoch keine Bewertungen
- Electrodeposition and Surface Treatment: in SituDokument13 SeitenElectrodeposition and Surface Treatment: in SituMariana Hernández PérezNoch keine Bewertungen
- X52 HidrogenDokument8 SeitenX52 Hidrogenjhon ortizNoch keine Bewertungen
- SiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect On Slag Detachability of The CaO-CaF2-SiO2 Type ENiCrFe-7 Covered ElectrodeDokument14 SeitenSiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect On Slag Detachability of The CaO-CaF2-SiO2 Type ENiCrFe-7 Covered ElectrodeBurag HamparyanNoch keine Bewertungen
- S Phase Surface Engineering of Fe CR Co CR and Ni CR Alloys - Opt PDFDokument35 SeitenS Phase Surface Engineering of Fe CR Co CR and Ni CR Alloys - Opt PDFhernan nicolas tovar falonNoch keine Bewertungen
- Power PlantDokument17 SeitenPower PlantVasu RajaNoch keine Bewertungen
- Role of Surface Chemistry On The Nature of Passive Oxide Film Growth On Fe-Cr (Low and High) Steels at High TemperaturesDokument8 SeitenRole of Surface Chemistry On The Nature of Passive Oxide Film Growth On Fe-Cr (Low and High) Steels at High TemperaturesSteve OoiNoch keine Bewertungen
- Characteristics of Oxide Scale Formed On Ferritic Stainless SteelDokument42 SeitenCharacteristics of Oxide Scale Formed On Ferritic Stainless SteelSomnath PraharajNoch keine Bewertungen
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDokument25 SeitenThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNoch keine Bewertungen
- Metallic Bipolar Plates For PEM Fuel Cells 02Dokument5 SeitenMetallic Bipolar Plates For PEM Fuel Cells 02api-3709675Noch keine Bewertungen
- The Effect of Hydrogen Content and Welding Conditions On The Hydrogen Induced Cracking of The API X70 Steel WeldDokument9 SeitenThe Effect of Hydrogen Content and Welding Conditions On The Hydrogen Induced Cracking of The API X70 Steel WeldSudish Jay MishraNoch keine Bewertungen
- Materials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeDokument7 SeitenMaterials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeZahra MaylaNoch keine Bewertungen
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDokument10 SeitenEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoNoch keine Bewertungen
- Materials 15 01248 v2Dokument12 SeitenMaterials 15 01248 v2GAURI RAJENDRA MAHALLENoch keine Bewertungen
- Porous ElectrodeDokument34 SeitenPorous ElectrodeMirghani MohamedNoch keine Bewertungen
- High Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesDokument2 SeitenHigh Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesshaonaaNoch keine Bewertungen
- Operating Temperature Windows For Fusion Reactor Structural MaterialsDokument17 SeitenOperating Temperature Windows For Fusion Reactor Structural MaterialsW.t. HanNoch keine Bewertungen
- Bhattacharya 2022 J. Phys. Energy 4 034003Dokument52 SeitenBhattacharya 2022 J. Phys. Energy 4 034003vikramNoch keine Bewertungen
- Corrosion Brass, Steel and Brass Coated WiresDokument13 SeitenCorrosion Brass, Steel and Brass Coated WiresMichaela JoanidisovaNoch keine Bewertungen
- Coated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesDokument7 SeitenCoated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesJags BuddyNoch keine Bewertungen
- Effect of Hydrogen On The Tensile Properties of 42crmo4 Steel Quenched and Tempered at Different TemperaturesDokument16 SeitenEffect of Hydrogen On The Tensile Properties of 42crmo4 Steel Quenched and Tempered at Different TemperaturesEr HarDeep SinGhNoch keine Bewertungen
- 10 1016@j Corsci 2019 108276Dokument29 Seiten10 1016@j Corsci 2019 108276Kannan RamarajNoch keine Bewertungen
- Toughness of 2,25Cr-1Mo Steel and Weld Metal: Articles You May Be Interested inDokument8 SeitenToughness of 2,25Cr-1Mo Steel and Weld Metal: Articles You May Be Interested inNathalieHemmelmannNoch keine Bewertungen
- Effect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceDokument23 SeitenEffect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceSantiago TuestaNoch keine Bewertungen
- Materials 13 02836 v2Dokument14 SeitenMaterials 13 02836 v2UMERNoch keine Bewertungen
- Iwcc Cu-Vortrag AldDokument16 SeitenIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Materials For LNG ServicesDokument10 SeitenMaterials For LNG ServicesSung Hyun TakNoch keine Bewertungen
- Hot Ductility of The 17-4 PH Stainless SteelsDokument6 SeitenHot Ductility of The 17-4 PH Stainless SteelssenthilNoch keine Bewertungen
- (Advances in Materials Science) Assessment of Fitness For Service of Cr-Mo Steel Tubes in Catalytic Reforming Charge HeatersDokument10 Seiten(Advances in Materials Science) Assessment of Fitness For Service of Cr-Mo Steel Tubes in Catalytic Reforming Charge HeatersM ANoch keine Bewertungen
- Journal of Nuclear Materials: R. KishoreDokument4 SeitenJournal of Nuclear Materials: R. KishoreAnonymous IIFAr73Noch keine Bewertungen
- Emerging Applications of IntermetallicsDokument8 SeitenEmerging Applications of IntermetallicsSahar RajaNoch keine Bewertungen
- Effect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Dokument7 SeitenEffect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Kibria ShabbirNoch keine Bewertungen
- Adham Adnan 2018 IOP Conf. Ser. Mater. Sci. Eng. 370 012039Dokument9 SeitenAdham Adnan 2018 IOP Conf. Ser. Mater. Sci. Eng. 370 012039Diego MatillaNoch keine Bewertungen
- Weldability Al IronDokument8 SeitenWeldability Al IronomarNoch keine Bewertungen
- Volchok 22Dokument4 SeitenVolchok 22amitkkambleNoch keine Bewertungen
- GAS TUNGSTEN ARC WELDED AA 2219 ALLOY W SCANDIUM PDFDokument9 SeitenGAS TUNGSTEN ARC WELDED AA 2219 ALLOY W SCANDIUM PDFXto PeregrinNoch keine Bewertungen
- OsidationDokument49 SeitenOsidationSadhasivam VeluNoch keine Bewertungen
- Tensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentDokument11 SeitenTensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentPedro OliveiraNoch keine Bewertungen
- P65 Adc12 Ac4chDokument13 SeitenP65 Adc12 Ac4chdevkumarvangarNoch keine Bewertungen
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDokument12 SeitenInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaNoch keine Bewertungen
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDokument6 SeitenWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power Plantsmohamed AdelNoch keine Bewertungen
- Low-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyDokument10 SeitenLow-Carbon Carbon-Bonded Alumina Refractories For Functional Components in Steel TechnologyRyanto SitanggangNoch keine Bewertungen
- Rheology and Metal Forming of Fire-Refined CopperDokument6 SeitenRheology and Metal Forming of Fire-Refined CoppervitordeleteNoch keine Bewertungen
- Galvanic CorrDokument6 SeitenGalvanic CorrdhlinvaNoch keine Bewertungen
- Liquid Metals Chem ProjectDokument14 SeitenLiquid Metals Chem ProjectHarshath RagavendraNoch keine Bewertungen
- Electrochemical Behavior of Electrodeposited Strongly Disordered Fe-Ni-Cr AlloysDokument7 SeitenElectrochemical Behavior of Electrodeposited Strongly Disordered Fe-Ni-Cr AlloysMariianiita SalvatoreNoch keine Bewertungen
- Tarea 4. Necesidades-PlaneaciónDokument3 SeitenTarea 4. Necesidades-PlaneaciónMariianiita SalvatoreNoch keine Bewertungen
- Review. Electrodeposition of Ni-Fea Alloys, Composites and Nano CoatingsDokument19 SeitenReview. Electrodeposition of Ni-Fea Alloys, Composites and Nano CoatingsMariianiita SalvatoreNoch keine Bewertungen
- Review. Electrodeposition of Ni-Fea Alloys, Composites and Nano CoatingsDokument19 SeitenReview. Electrodeposition of Ni-Fea Alloys, Composites and Nano CoatingsMariianiita SalvatoreNoch keine Bewertungen
- Preparation and Characterization of Nanocrystalline Fe-Ni-Cr Alloy Electrodeposits On Fe SubstratesDokument5 SeitenPreparation and Characterization of Nanocrystalline Fe-Ni-Cr Alloy Electrodeposits On Fe SubstratesMariianiita SalvatoreNoch keine Bewertungen
- Mösbauer Study of Electrochemically Deposited Fe-Ni-Cr and Fe-Ni-Cr-P AlloysDokument4 SeitenMösbauer Study of Electrochemically Deposited Fe-Ni-Cr and Fe-Ni-Cr-P AlloysMariianiita SalvatoreNoch keine Bewertungen
- Defying English Values: ArabyDokument3 SeitenDefying English Values: ArabyMariianiita SalvatoreNoch keine Bewertungen
- 212023.3662 - Coa - PT Sinergi Dua Mitra - 01 OkDokument2 Seiten212023.3662 - Coa - PT Sinergi Dua Mitra - 01 OkMuh AnsariNoch keine Bewertungen
- Tác dụng của các nguyên tố hợp kim trong thép không gỉDokument24 SeitenTác dụng của các nguyên tố hợp kim trong thép không gỉNguyen Duc Thanh (EVPC)Noch keine Bewertungen
- Powder Standerd & CodeDokument9 SeitenPowder Standerd & CodeAbhijeet AnkushNoch keine Bewertungen
- 5.20 MSDS HTC NI 500 RP 1.2 MMDokument6 Seiten5.20 MSDS HTC NI 500 RP 1.2 MMMarsell StandhiNoch keine Bewertungen
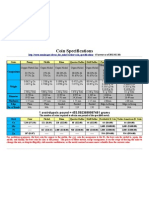
- Coin SpecificationsDokument1 SeiteCoin SpecificationsrumgodNoch keine Bewertungen
- Catalogue Revolloy Welding ConsumablesDokument30 SeitenCatalogue Revolloy Welding ConsumablesAdi SutardiNoch keine Bewertungen
- ASTM B 333 Ni-Mo Alloy Plate Sheet & Strip - 1998Dokument5 SeitenASTM B 333 Ni-Mo Alloy Plate Sheet & Strip - 1998ecsuperalNoch keine Bewertungen
- 25 Years of Mineral Exploration and Discovery in IndonesiaDokument78 Seiten25 Years of Mineral Exploration and Discovery in IndonesiaRoni Foliyandra100% (1)
- Electrochimica Acta: Wei Guan, Shichao Tian, Di Cao, Yutong Chen, Xu ZhaoDokument7 SeitenElectrochimica Acta: Wei Guan, Shichao Tian, Di Cao, Yutong Chen, Xu ZhaoAndrés Julián Londoño CadavidNoch keine Bewertungen
- Technical Data Sheet: Ginplate Ni 425Dokument9 SeitenTechnical Data Sheet: Ginplate Ni 425LuuThiThuyDuongNoch keine Bewertungen
- Planetary Metal&Herbal CorrespondencesDokument30 SeitenPlanetary Metal&Herbal CorrespondencesCor ScorpiiNoch keine Bewertungen
- Chemical Solutions in Everyday LifeDokument5 SeitenChemical Solutions in Everyday LifeMarcos Oyama100% (1)
- MIL-PRF-85704C Turbin CompressorDokument31 SeitenMIL-PRF-85704C Turbin CompressordesosanNoch keine Bewertungen
- Soil InvestigationDokument57 SeitenSoil InvestigationMohan PrasadNoch keine Bewertungen
- BGS Commodity Review CobaltDokument72 SeitenBGS Commodity Review CobaltFarshad ShirvaniNoch keine Bewertungen
- Selective Nickel ElectrowinningDokument36 SeitenSelective Nickel ElectrowinningmehdituranNoch keine Bewertungen
- GATE PSU Study Material Plant Design Economics PDFDokument14 SeitenGATE PSU Study Material Plant Design Economics PDFBathula KasiNoch keine Bewertungen
- The Electrodeposition of Ternary Fe-Cr-Ni AlloysDokument28 SeitenThe Electrodeposition of Ternary Fe-Cr-Ni AlloysMariianiita SalvatoreNoch keine Bewertungen
- Safety Data Sheet (SDS) : Section 1 - IdentificationDokument11 SeitenSafety Data Sheet (SDS) : Section 1 - IdentificationTouqeer Shahid AbbasiNoch keine Bewertungen
- Specification For Consumable InsertsDokument18 SeitenSpecification For Consumable InsertsSarvesh MishraNoch keine Bewertungen
- Exotic Materials: Static EquipmentDokument12 SeitenExotic Materials: Static EquipmentVishaka ThekkedathNoch keine Bewertungen
- C - LA Steel Market Analysis - 2011Mar10-FINALDokument14 SeitenC - LA Steel Market Analysis - 2011Mar10-FINALSaurabhShrivastavaNoch keine Bewertungen
- Behavior of High-Nickel Type Weathering Steel Bars in Simulated Pore Solution and Mortar Under Chloride-Containing EnvironmentDokument12 SeitenBehavior of High-Nickel Type Weathering Steel Bars in Simulated Pore Solution and Mortar Under Chloride-Containing EnvironmentagungbasNoch keine Bewertungen
- Advanced Reviewon Extractionof Nickelfrom Primaryand Secondary SourcesDokument38 SeitenAdvanced Reviewon Extractionof Nickelfrom Primaryand Secondary SourcesLastilloNoch keine Bewertungen
- Journal Hydrometallurgy Solvent ExtractionDokument13 SeitenJournal Hydrometallurgy Solvent ExtractionLeochemical ChemicalNoch keine Bewertungen
- (1994) Vapour Generation Atomic Absorption SpectrometryDokument17 Seiten(1994) Vapour Generation Atomic Absorption SpectrometryDaniel GonçalvesNoch keine Bewertungen
- Chapter 8Dokument5 SeitenChapter 8Eisha MalikNoch keine Bewertungen
- ICP-OES 700 Sparepart CatalogueDokument4 SeitenICP-OES 700 Sparepart CatalogueNirza FardhanaNoch keine Bewertungen