Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- RA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28Dokument2 SeitenRA1158-RHDHV-EG-ZZ-SC-S-9001-A1-C06 - Dock Gates Specification-Pg27-28AnasNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Junaid Kunnummal: Mobile: +91 9995952883 EmailDokument2 SeitenJunaid Kunnummal: Mobile: +91 9995952883 EmailAnas100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
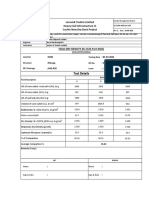
- Larsen& Toubro Limited Heavy Civil Infrastructure IC Cochin New Dry Dock ProjectDokument1 SeiteLarsen& Toubro Limited Heavy Civil Infrastructure IC Cochin New Dry Dock ProjectAnasNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Outokumpu Stainless Steel Bar Sizes and SpecificationsDokument2 SeitenOutokumpu Stainless Steel Bar Sizes and SpecificationsAnasNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- API 580 Questionnaires Bank - 1Dokument64 SeitenAPI 580 Questionnaires Bank - 1AnasNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- FM Varsity Main-Model Chapter-4Dokument8 SeitenFM Varsity Main-Model Chapter-4AnasNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Critical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010Dokument17 SeitenCritical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010AnasNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- HCC P 15 17 04 - Rev 0 - Fab & Erec of EpsDokument5 SeitenHCC P 15 17 04 - Rev 0 - Fab & Erec of EpsAnasNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Vinothkumar: Qualification: B.E.Civil Additional Qualification: Pile Load Testing EnggDokument4 SeitenVinothkumar: Qualification: B.E.Civil Additional Qualification: Pile Load Testing EnggAnasNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Sample Pump Test Procedure-4-8Dokument5 SeitenSample Pump Test Procedure-4-8AnasNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- HCC P 15 17 12 Rev. 0 - FLEXURAL STRENGTHDokument4 SeitenHCC P 15 17 12 Rev. 0 - FLEXURAL STRENGTHAnasNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- HCC P 15 17 08 Rev. 1 - RADIOGRAPHYDokument8 SeitenHCC P 15 17 08 Rev. 1 - RADIOGRAPHYAnasNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- HCC P 15 17 05 Rev. 2 Dated 260505 - PAINTINGDokument8 SeitenHCC P 15 17 05 Rev. 2 Dated 260505 - PAINTINGAnasNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- HCC P 15 17 10 Rev. 1 - Water ProofingDokument11 SeitenHCC P 15 17 10 Rev. 1 - Water ProofingAnasNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- HCC P 15 17 01 Rev. 2 - Braz ProcedureDokument5 SeitenHCC P 15 17 01 Rev. 2 - Braz ProcedureAnasNoch keine Bewertungen
- Aramco Pwht-QandA PDFDokument2 SeitenAramco Pwht-QandA PDFAnasNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Method Statement - Dye Penetrant TestDokument9 SeitenMethod Statement - Dye Penetrant TestAnasNoch keine Bewertungen
- Bentonite Test ReportDokument1 SeiteBentonite Test ReportAnasNoch keine Bewertungen
- Finalchapter 23Dokument7 SeitenFinalchapter 23Jud Rossette ArcebesNoch keine Bewertungen
- Corporate Social Responsibility Through The Lens of RolexDokument5 SeitenCorporate Social Responsibility Through The Lens of RolexMeowvinNoch keine Bewertungen
- JUICE 3D Print InstructionsDokument5 SeitenJUICE 3D Print InstructionsRichyNoch keine Bewertungen
- 2 Organisational Design and Structure Pres OddDokument10 Seiten2 Organisational Design and Structure Pres OddMatthew SailaNoch keine Bewertungen
- Forklift Operations & Safety Training.Dokument5 SeitenForklift Operations & Safety Training.Wan Nuranis Wan SaaidiNoch keine Bewertungen
- Far - Team PRTC 1stpb May 2023Dokument8 SeitenFar - Team PRTC 1stpb May 2023Alexander IgotNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- VM1 PLWD r02x2-304Dokument241 SeitenVM1 PLWD r02x2-304ag cnc & wedm machining shopNoch keine Bewertungen
- 02-Advanced Recommender Systems With Python - IpynbDokument23 Seiten02-Advanced Recommender Systems With Python - IpynbRishabh GuptaNoch keine Bewertungen
- The Impact of Online Selling To The ABM Students in Data Center College of The PhilippinesDokument24 SeitenThe Impact of Online Selling To The ABM Students in Data Center College of The PhilippinesChawie Cj50% (2)
- The Consumer Decision JourneyDokument2 SeitenThe Consumer Decision JourneyxxxNoch keine Bewertungen
- Region X: Audio and Visual Presentation and Composing EquiDokument4 SeitenRegion X: Audio and Visual Presentation and Composing EquiKrizza Sajonia TaboclaonNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- TYBAF SEM 6 Financial ManagementDokument10 SeitenTYBAF SEM 6 Financial ManagementAditya DeodharNoch keine Bewertungen
- Strategies of HulDokument48 SeitenStrategies of Hulbins157% (7)
- Know The Latest Features of The Latest Version of Google ChromeDokument2 SeitenKnow The Latest Features of The Latest Version of Google Chromelewis bikerNoch keine Bewertungen
- Project Charter Template-CERSDokument10 SeitenProject Charter Template-CERSAyesha KholaNoch keine Bewertungen
- The Digital LandscapeDokument10 SeitenThe Digital LandscapeKagendo MainaNoch keine Bewertungen
- DTCM Holiday Homes Administrative Resolution No 1 of 2020 - EnglishDokument16 SeitenDTCM Holiday Homes Administrative Resolution No 1 of 2020 - EnglishSomar KarimNoch keine Bewertungen
- Monthly Attendance Report Template FormatDokument5 SeitenMonthly Attendance Report Template FormatNina Jasmin Suing-VitugNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- DIFC-Table of FeesDokument6 SeitenDIFC-Table of FeesFazal MoulanaNoch keine Bewertungen
- Chapter 5Dokument28 SeitenChapter 5REEMA BNoch keine Bewertungen
- Reference List CPM AnalysisDokument2 SeitenReference List CPM AnalysisChristine DiazNoch keine Bewertungen
- 12 - A Complete Guide To Holiday Marketing PDFDokument223 Seiten12 - A Complete Guide To Holiday Marketing PDFRajdeep JosanNoch keine Bewertungen
- Cash SiDokument1 SeiteCash SiMuhammad IqbalNoch keine Bewertungen
- 1 - Project On Effectiveness of Training and Development at Mico-Bosch, BangaloreDokument110 Seiten1 - Project On Effectiveness of Training and Development at Mico-Bosch, BangaloreKshriNoch keine Bewertungen
- Mark Scheme For SBADokument1 SeiteMark Scheme For SBArebeccamichael795Noch keine Bewertungen
- ICE July 2020 Production Brennan Center DHS FOIA Social Media MonitoringDokument161 SeitenICE July 2020 Production Brennan Center DHS FOIA Social Media MonitoringThe Brennan Center for JusticeNoch keine Bewertungen
- (Triplicate For Supplier) : Sl. No Description Unit Price Qty Net Amount Tax Rate Tax Type Tax Amount Total AmountDokument1 Seite(Triplicate For Supplier) : Sl. No Description Unit Price Qty Net Amount Tax Rate Tax Type Tax Amount Total Amountsatya sahooNoch keine Bewertungen
- Spec Contract Appointment Letter.Dokument5 SeitenSpec Contract Appointment Letter.zeeshan100% (1)
- Change Management: (The Maggi Noodles'live Case)Dokument30 SeitenChange Management: (The Maggi Noodles'live Case)ashrithaNoch keine Bewertungen
- About SPRG (General Credentials)Dokument22 SeitenAbout SPRG (General Credentials)Muhammad AshmanNoch keine Bewertungen
- Generative AI: The Insights You Need from Harvard Business ReviewVon EverandGenerative AI: The Insights You Need from Harvard Business ReviewBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Cyber War: The Next Threat to National Security and What to Do About ItVon EverandCyber War: The Next Threat to National Security and What to Do About ItBewertung: 3.5 von 5 Sternen3.5/5 (66)