Das könnte Ihnen auch gefallen
- PG 2020 - Fee StructuresDokument3 SeitenPG 2020 - Fee StructuresPankaj KumarNoch keine Bewertungen
- Oil Gas Brochure RevDokument32 SeitenOil Gas Brochure RevPankaj KumarNoch keine Bewertungen
- PG 2020 - Eligibility CriteriaDokument7 SeitenPG 2020 - Eligibility CriteriaPankaj KumarNoch keine Bewertungen
- Kalamboli PlanDokument1 SeiteKalamboli PlanPankaj KumarNoch keine Bewertungen
- Teqip IiiDokument1 SeiteTeqip IiiPankaj KumarNoch keine Bewertungen
- GATE 2020 Mech SyllabusDokument8 SeitenGATE 2020 Mech SyllabusPankaj KumarNoch keine Bewertungen
- Poor Economics by Claire KellyDokument2 SeitenPoor Economics by Claire KellyPankaj KumarNoch keine Bewertungen
- Epf and FPF (2) .Docx JJDokument8 SeitenEpf and FPF (2) .Docx JJPankaj KumarNoch keine Bewertungen
- Madam Edit Clarke - A Great Woman Electrical EngineerDokument2 SeitenMadam Edit Clarke - A Great Woman Electrical EngineerPankaj KumarNoch keine Bewertungen
- Condolezza Rice BiographyDokument16 SeitenCondolezza Rice BiographyPankaj KumarNoch keine Bewertungen
- Rti 2005Dokument86 SeitenRti 2005Pankaj KumarNoch keine Bewertungen
- Annexure-1 Points To Be Considered For Case Study of A Five Star HotelDokument2 SeitenAnnexure-1 Points To Be Considered For Case Study of A Five Star HotelPankaj KumarNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 10 - Chapter 3Dokument46 Seiten10 - Chapter 3Varsha ViswanathNoch keine Bewertungen
- Ace3 0620.06 GB PDFDokument12 SeitenAce3 0620.06 GB PDFduhgrandoNoch keine Bewertungen
- Lessons Learnt From HIAD 2.0-FinalDokument38 SeitenLessons Learnt From HIAD 2.0-FinalMathis ThollotNoch keine Bewertungen
- Shell Pakistan Stock in Trade: Horizontal AnalysisDokument12 SeitenShell Pakistan Stock in Trade: Horizontal Analysisfahad pansotaNoch keine Bewertungen
- Design and Application of A Spreadsheet-Based ModelDokument7 SeitenDesign and Application of A Spreadsheet-Based ModelPassmore DubeNoch keine Bewertungen
- Client List - Arvind Corrotech Ltd.Dokument2 SeitenClient List - Arvind Corrotech Ltd.Ricardo Javier Cotamo De la espriellaNoch keine Bewertungen
- Lesson Plan For Fuze FFV 651 HeatDokument9 SeitenLesson Plan For Fuze FFV 651 HeatVikas ChandraNoch keine Bewertungen
- Service Manual: (Gasoline & L.P. Gas)Dokument86 SeitenService Manual: (Gasoline & L.P. Gas)julianmata67% (3)
- Axial Flux Permanent Magnet Generators For Pico-HydropowerDokument8 SeitenAxial Flux Permanent Magnet Generators For Pico-HydropowerEngineers Without Borders UKNoch keine Bewertungen
- Ethylene Plant Contaminants: A Database and Interactive ToolDokument23 SeitenEthylene Plant Contaminants: A Database and Interactive ToolEmmanuel LecrenayNoch keine Bewertungen
- Company ListDokument1.314 SeitenCompany ListCharles Williams0% (1)
- 16V4000 - T1637K33 Rated Power 2700 BHP at 1900 R-MinDokument9 Seiten16V4000 - T1637K33 Rated Power 2700 BHP at 1900 R-MinJuan PujolNoch keine Bewertungen
- CS59201 DDokument4 SeitenCS59201 DJose M PeresNoch keine Bewertungen
- CementDokument11 SeitenCementHerdian NafiNoch keine Bewertungen
- Dimmer SchneiderDokument4 SeitenDimmer SchneiderBog PenNoch keine Bewertungen
- Analysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Dokument11 SeitenAnalysis of Commercial Proanthocyanidins. Part 1 The Chemical Composition of Quebracho (Schinopsis Lorentzii and Schinopsis Balansae) Heartwood Extract 2012 Phytochemistry 1Eric FernandoNoch keine Bewertungen
- Lecture 25Dokument4 SeitenLecture 25216435964Noch keine Bewertungen
- Abb RmuDokument88 SeitenAbb RmumarkfoyNoch keine Bewertungen
- ABC Dry Chemical - WikipediaDokument4 SeitenABC Dry Chemical - WikipediaMohamed Abou El hassanNoch keine Bewertungen
- The Desflurane (Tec 6) Vaporizer: Design, Design Considerations and Performance EvaluationDokument6 SeitenThe Desflurane (Tec 6) Vaporizer: Design, Design Considerations and Performance EvaluationAteeq Ul rehmanNoch keine Bewertungen
- Attenuation ProjectDokument12 SeitenAttenuation Projectapi-352698073Noch keine Bewertungen
- Bagi 'LKPD 2 Teks News ItemDokument8 SeitenBagi 'LKPD 2 Teks News ItemMuhammad IhsanNoch keine Bewertungen
- Diode (Semicond) - PART ADokument30 SeitenDiode (Semicond) - PART Anur ain natasyaNoch keine Bewertungen
- MJ0320335ENN enDokument487 SeitenMJ0320335ENN ennickybudauNoch keine Bewertungen
- Biomedicalbenchmark™ © 2011 Ecri Institute. All Rights Reserved. 1Dokument3 SeitenBiomedicalbenchmark™ © 2011 Ecri Institute. All Rights Reserved. 1Chaphidzun NakMadridista SejaetieNoch keine Bewertungen
- Building MassingDokument6 SeitenBuilding MassingJohn AmirNoch keine Bewertungen
- 1957 The Spectral Emissivity and Optical Properties of TungstenDokument88 Seiten1957 The Spectral Emissivity and Optical Properties of TungstenpresledovatelNoch keine Bewertungen
- Electricity 02 00033 v2Dokument17 SeitenElectricity 02 00033 v244-Vignesh V BedreNoch keine Bewertungen
- Chapter 16 Design of Pumping StationsDokument20 SeitenChapter 16 Design of Pumping Stationsvipul gargNoch keine Bewertungen
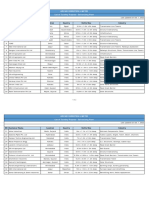
- Chiller Controller Alarm and Error TroubleshootingDokument18 SeitenChiller Controller Alarm and Error TroubleshootingAlicia DíazLealNoch keine Bewertungen