Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Design of Welded Structures by BlodgettDokument834 SeitenDesign of Welded Structures by BlodgettRakesh Ranjan100% (13)
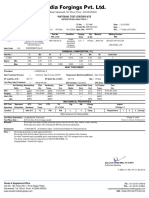
- Material Test Certificate: M/s Alstom Projects India LimitedDokument1 SeiteMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- АК туториалDokument63 SeitenАК туториалLucas Gabriel100% (2)
- ASTM E340 Macroetching Metals Alloy 1995Dokument10 SeitenASTM E340 Macroetching Metals Alloy 1995Ignacio Hiram M Roque100% (1)
- Superduplex Welding Procedure Specification (WPSDokument4 SeitenSuperduplex Welding Procedure Specification (WPSClaudia Mms100% (3)
- STK/WIF/20-21/283 Bar No.: QTC With DespatchDokument58 SeitenSTK/WIF/20-21/283 Bar No.: QTC With DespatchDeepak HoleNoch keine Bewertungen
- Welding Procedures and Welders QualificationDokument41 SeitenWelding Procedures and Welders QualificationHamid MansouriNoch keine Bewertungen
- Api 651Dokument2 SeitenApi 651muhammadazhanudin100% (2)
- MBN 10105 2014-10Dokument7 SeitenMBN 10105 2014-10조준장Noch keine Bewertungen
- PT Krakatau Posco-Catalogue 2020 (Steel Profile)Dokument2 SeitenPT Krakatau Posco-Catalogue 2020 (Steel Profile)Teknik produksi wikon100% (1)
- Ceramic To Metal Joining ReportDokument9 SeitenCeramic To Metal Joining ReportmadangkNoch keine Bewertungen
- En-006-Compatibilita OssigenoDokument24 SeitenEn-006-Compatibilita OssigenoMauro Costa100% (1)
- 4555 70 03 Ec2125 1111Dokument4 Seiten4555 70 03 Ec2125 1111Deepak HoleNoch keine Bewertungen
- 4555 70 03 Ec2125 1111Dokument4 Seiten4555 70 03 Ec2125 1111Deepak HoleNoch keine Bewertungen
- 4555 70 03 Ec2125 1111Dokument4 Seiten4555 70 03 Ec2125 1111Deepak HoleNoch keine Bewertungen
- 4555 70 03 Ec2125 1111Dokument4 Seiten4555 70 03 Ec2125 1111Deepak HoleNoch keine Bewertungen
- 1300 EC2192 SignedDokument4 Seiten1300 EC2192 SignedDeepak HoleNoch keine Bewertungen
- 1299 EC2153 SignedDokument5 Seiten1299 EC2153 SignedDeepak HoleNoch keine Bewertungen
- 1300 EC2192 SignedDokument4 Seiten1300 EC2192 SignedDeepak HoleNoch keine Bewertungen
- 1485 - EC2172-signedDokument4 Seiten1485 - EC2172-signedDeepak HoleNoch keine Bewertungen
- 1299 EC2153 SignedDokument5 Seiten1299 EC2153 SignedDeepak HoleNoch keine Bewertungen
- 1485 - EC2172-signedDokument4 Seiten1485 - EC2172-signedDeepak HoleNoch keine Bewertungen
- 1300 EC1986 SignedDokument4 Seiten1300 EC1986 SignedDeepak HoleNoch keine Bewertungen
- 1300 EC1986 SignedDokument4 Seiten1300 EC1986 SignedDeepak HoleNoch keine Bewertungen
- Deepak Dattatray HoleDokument2 SeitenDeepak Dattatray HoleDeepak HoleNoch keine Bewertungen
- Repayment-Deepak As On Date 07.12.2022Dokument2 SeitenRepayment-Deepak As On Date 07.12.2022Deepak HoleNoch keine Bewertungen
- 4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDokument3 Seiten4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDeepak HoleNoch keine Bewertungen
- F-HRA-05 On Job Training Record R04Dokument3 SeitenF-HRA-05 On Job Training Record R04Deepak HoleNoch keine Bewertungen
- Htytdjhfjgk LJ K JKFTDRGBNDokument45 SeitenHtytdjhfjgk LJ K JKFTDRGBNDeepak HoleNoch keine Bewertungen
- Addition To Forging Requirements QuestioniareDokument1 SeiteAddition To Forging Requirements QuestioniareDeepak HoleNoch keine Bewertungen
- PD Nomenclature PDFDokument1 SeitePD Nomenclature PDFDeepak HoleNoch keine Bewertungen
- Adwo PedDokument1 SeiteAdwo PedDeepak HoleNoch keine Bewertungen
- Customer Complaint Summery Sheet Updated 23.10.20 18.22Dokument1 SeiteCustomer Complaint Summery Sheet Updated 23.10.20 18.22Deepak HoleNoch keine Bewertungen
- Corrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDokument1 SeiteCorrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDeepak HoleNoch keine Bewertungen
- Quality Assurance PlanDokument3 SeitenQuality Assurance PlanDeepak HoleNoch keine Bewertungen
- Test ReportDokument1 SeiteTest ReportDeepak HoleNoch keine Bewertungen
- Deviation Request - Raltech 10 10 2020Dokument1 SeiteDeviation Request - Raltech 10 10 2020Deepak HoleNoch keine Bewertungen
- Corrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDokument1 SeiteCorrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDeepak HoleNoch keine Bewertungen
- STK/WIF/1920/1691 Bar No.: C CR MN Mo Ni P S Si VDokument32 SeitenSTK/WIF/1920/1691 Bar No.: C CR MN Mo Ni P S Si VDeepak HoleNoch keine Bewertungen
- Bar No - 5763: Test CertificateDokument2 SeitenBar No - 5763: Test CertificateDeepak HoleNoch keine Bewertungen
- All MCQ Questions Should Be Hand Written On Journal Pages: Assignment No. 4 - JOINING PROCESSESDokument2 SeitenAll MCQ Questions Should Be Hand Written On Journal Pages: Assignment No. 4 - JOINING PROCESSESSaurabh GogoiNoch keine Bewertungen
- MCQ m2Dokument4 SeitenMCQ m2KabiNoch keine Bewertungen
- Al Busbar 6060 DatasheetDokument1 SeiteAl Busbar 6060 DatasheetpiirsaluNoch keine Bewertungen
- 6061Dokument3 Seiten6061Rowan BirchNoch keine Bewertungen
- f2 PDFDokument14 Seitenf2 PDFagus effendyNoch keine Bewertungen
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Dokument12 SeitenFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNoch keine Bewertungen
- Aktiphos-4180 enDokument2 SeitenAktiphos-4180 enJorge Luis Castillo VargasNoch keine Bewertungen
- ECO AUDIT STEAM IRONDokument7 SeitenECO AUDIT STEAM IRONUlisses Heredia0% (1)
- Tabel Periodik Indonesian Periodic Table1Dokument1 SeiteTabel Periodik Indonesian Periodic Table1Komang SukrananaNoch keine Bewertungen
- Unit 5 - Metals and AlloysDokument6 SeitenUnit 5 - Metals and AlloysDanielle AdelanteNoch keine Bewertungen
- New Challenge in Tap Hole Practices at H Blast Furnace Tata Steel. FinalDokument9 SeitenNew Challenge in Tap Hole Practices at H Blast Furnace Tata Steel. FinalSaumit Pal100% (1)
- Certifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itDokument1 SeiteCertifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itMohamed RaafatNoch keine Bewertungen
- HRS VS CRSDokument6 SeitenHRS VS CRSHumberto GalvezNoch keine Bewertungen
- NAS Mexico SA de CV Metallurgical Test Report for Stainless Steel PlateDokument1 SeiteNAS Mexico SA de CV Metallurgical Test Report for Stainless Steel PlateEmigdio MartinezNoch keine Bewertungen
- 3 Series: Centrifugal Pumps Construction 50HzDokument2 Seiten3 Series: Centrifugal Pumps Construction 50HzocnogueiraNoch keine Bewertungen
- AMP Combined MCQsDokument180 SeitenAMP Combined MCQsBalaji JagalpureNoch keine Bewertungen
- An6270 Rev-10Dokument5 SeitenAn6270 Rev-10Joey ThomannNoch keine Bewertungen
- BS Iso 13899-2 2005Dokument20 SeitenBS Iso 13899-2 2005Wan Cheung LaiNoch keine Bewertungen
- AS NZS 3992-1998 Amdt 1-2000 Pressure Equipment - Welding and Brazing Qualification PDFDokument6 SeitenAS NZS 3992-1998 Amdt 1-2000 Pressure Equipment - Welding and Brazing Qualification PDFEsapermana RiyanNoch keine Bewertungen
- Gold Process Mineralogy: Objectives, Techniques, and ApplicationsDokument5 SeitenGold Process Mineralogy: Objectives, Techniques, and ApplicationsPat SimonNoch keine Bewertungen