Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- GHOST SHIP (LA-Rutgers Draft)Dokument25 SeitenGHOST SHIP (LA-Rutgers Draft)Paul CanalettiNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Pt. Trans - Pacific Pet Rochemical Indotama: Declaration of SecurityDokument2 SeitenPt. Trans - Pacific Pet Rochemical Indotama: Declaration of SecurityFachri A. AchmadNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Logindo Samuderamakmur Tambah 2 Kapal Offshore ...Dokument3 SeitenLogindo Samuderamakmur Tambah 2 Kapal Offshore ...Widianto Eka PramanaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Revision Questions - Ship ConstructionDokument4 SeitenRevision Questions - Ship Constructiondavid_j89Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- TRB 1-10Dokument10 SeitenTRB 1-10khara teanoNoch keine Bewertungen
- Birkhen Head DrillDokument1 SeiteBirkhen Head DrillDash HunterNoch keine Bewertungen
- PRC Form DAVEDokument1 SeitePRC Form DAVEDave Sayson33% (3)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Limited Clientele DigestDokument4 SeitenLimited Clientele DigestKevin AmanteNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Masters Manual Operations Manual For Offshore Service Vessels On The NCSDokument26 SeitenMasters Manual Operations Manual For Offshore Service Vessels On The NCSHakim FeghoulNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Iain Oughtred DesignDokument2 SeitenIain Oughtred DesignDanny0% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- State of Piracy 2019Dokument38 SeitenState of Piracy 2019Manuel Carlier de LavalleNoch keine Bewertungen
- International Harvester Co. of The Phil. V AragonDokument5 SeitenInternational Harvester Co. of The Phil. V AragonCathy BelgiraNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- MS NoticeDokument9 SeitenMS Noticeadi1979Noch keine Bewertungen
- DNVGL Ru Inv Pt5ch5Dokument27 SeitenDNVGL Ru Inv Pt5ch5Ludovic LandemaineNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- IACS PR's and Panel ResponsibleDokument2 SeitenIACS PR's and Panel ResponsiblemusebladeNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- MSC 1-Circ 1447-GuidelinesForTheDevelopmentOfPlansAndProceduresForRecoveryOfPersonsFromTheWater (Secretariat) PDFDokument4 SeitenMSC 1-Circ 1447-GuidelinesForTheDevelopmentOfPlansAndProceduresForRecoveryOfPersonsFromTheWater (Secretariat) PDFFaris HarunNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- 01wknm21 Week01 2021Dokument90 Seiten01wknm21 Week01 2021Bvln SaskNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- MLC 2006Dokument31 SeitenMLC 2006Reynante P. Consul100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Submarine Torpedo Fire Control ManualDokument97 SeitenSubmarine Torpedo Fire Control ManualAOXESNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Issue 6 FPVE Learning - MES (Marine Evacuation System)Dokument4 SeitenIssue 6 FPVE Learning - MES (Marine Evacuation System)janja_prižmićNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Bridge Procedure Guide: Chapter 3: Duties of The Officer of The WatchDokument6 SeitenBridge Procedure Guide: Chapter 3: Duties of The Officer of The WatchFlores Johan100% (1)
- Ambrose Rajadurai - 2004 - Regulation of Shipping The Vital Role of Port State ControlDokument24 SeitenAmbrose Rajadurai - 2004 - Regulation of Shipping The Vital Role of Port State ControlcaptulccNoch keine Bewertungen
- Unsolved QuestionDokument3 SeitenUnsolved QuestionAmit Kumar GuptaNoch keine Bewertungen
- CP1-PPT - 122 - Liferaft Rescue BoatDokument43 SeitenCP1-PPT - 122 - Liferaft Rescue BoatShivam Chauhan100% (3)
- Academic Writing 2 - Ass#1Dokument4 SeitenAcademic Writing 2 - Ass#1Ahmed BadawyNoch keine Bewertungen
- Buships in WW II - Vol 1Dokument191 SeitenBuships in WW II - Vol 1William O'NeilNoch keine Bewertungen
- The Port of Elredd: Front Page Adventure Log Wiki Characters MapsDokument4 SeitenThe Port of Elredd: Front Page Adventure Log Wiki Characters MapsC LoweNoch keine Bewertungen
- Workboat Code IWG Tech STD 14-06-05 - MergedDokument248 SeitenWorkboat Code IWG Tech STD 14-06-05 - MergedJoris HerderNoch keine Bewertungen
- The Captain's ShirtDokument3 SeitenThe Captain's ShirtLuchian Rodica100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
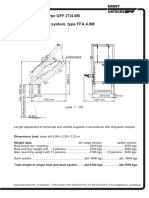
- Freefall-Lifeboat, Type GFF .9M With Sliding Ramp / Davit System, Type FFA 4.9M - (T) 4Dokument1 SeiteFreefall-Lifeboat, Type GFF .9M With Sliding Ramp / Davit System, Type FFA 4.9M - (T) 4Lilik KhoiriyahNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)