Das könnte Ihnen auch gefallen
- WPS MatrixDokument4 SeitenWPS MatrixHarshaVeeragandham50% (2)
- Rates of Pakur Variety Stone Aggregates at Different Railway Yards PDFDokument5 SeitenRates of Pakur Variety Stone Aggregates at Different Railway Yards PDFSwapan Kumar DharaNoch keine Bewertungen
- SSR Steel Ring Gears (Spur Gears)Dokument1 SeiteSSR Steel Ring Gears (Spur Gears)dindo_waeNoch keine Bewertungen
- 90° Elbow Light-Duty Rigid Coupling: Vds VdsDokument1 Seite90° Elbow Light-Duty Rigid Coupling: Vds VdsMirko Gutierrez QuirozNoch keine Bewertungen
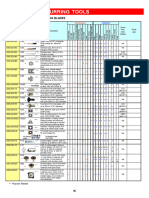
- "Shaviv" Deburring ToolsDokument1 Seite"Shaviv" Deburring ToolsRino SutrisnoNoch keine Bewertungen
- CatPage341 - 342 Cam CouplingsDokument2 SeitenCatPage341 - 342 Cam CouplingsEnoch TwumasiNoch keine Bewertungen
- Fpi 2021 011152 Vetm Tec DC R4Dokument4 SeitenFpi 2021 011152 Vetm Tec DC R4Mohamed AklNoch keine Bewertungen
- Water Chamber-Rs (016019A01000) :: WCHT WBHT + Wcepht - WBFWDokument11 SeitenWater Chamber-Rs (016019A01000) :: WCHT WBHT + Wcepht - WBFWAyush ChoudharyNoch keine Bewertungen
- 3-Grooving&parting InsertsDokument6 Seiten3-Grooving&parting Insertssathiya priyaNoch keine Bewertungen
- FurukawaDokument4 SeitenFurukawajuan rodriguezNoch keine Bewertungen
- USGS Wentworth Grain Size ChartDokument1 SeiteUSGS Wentworth Grain Size Chartetchplain100% (1)
- Engineering/Technical: V-Belt Sheave Groove DimensionsDokument3 SeitenEngineering/Technical: V-Belt Sheave Groove DimensionsDavid TurnerNoch keine Bewertungen
- Pegas Scroll Saw Blade Selection Chart Bear Woods SupplyDokument4 SeitenPegas Scroll Saw Blade Selection Chart Bear Woods Supply88No1FanNoch keine Bewertungen
- Caracteristici Otel BetonDokument2 SeitenCaracteristici Otel Betonridzim4638Noch keine Bewertungen
- Oåel Beton: Proprietãåi MecaniceDokument2 SeitenOåel Beton: Proprietãåi MecaniceAna-Maria VargaNoch keine Bewertungen
- Common Register NCR - 21 Dec9Dokument3 SeitenCommon Register NCR - 21 Dec9Thai Hai LyNoch keine Bewertungen
- Port Scule TungaloyDokument90 SeitenPort Scule TungaloyMarius NiculaNoch keine Bewertungen
- Common Register NCR - 11 Jan 10Dokument3 SeitenCommon Register NCR - 11 Jan 10Thai Hai LyNoch keine Bewertungen
- Drevo Prehled Pouziti enDokument1 SeiteDrevo Prehled Pouziti enIgor SimunovicNoch keine Bewertungen
- Hydraulic HammerDokument6 SeitenHydraulic HammerBequer Inocente OchoaNoch keine Bewertungen
- Bearing Lock Nuts Precision Lock Nuts / Hook Spanners For Bearing NutsDokument1 SeiteBearing Lock Nuts Precision Lock Nuts / Hook Spanners For Bearing NutsAssifa YuichiroNoch keine Bewertungen
- Group Catalog Sprocket PDFDokument17 SeitenGroup Catalog Sprocket PDFFaisal Rahman ArifNoch keine Bewertungen
- Roller Chain Sprockets: Types and MaterialsDokument16 SeitenRoller Chain Sprockets: Types and MaterialsU.vijaya SarathiNoch keine Bewertungen
- API 600 Valve TrimDokument2 SeitenAPI 600 Valve TrimVictor NairNoch keine Bewertungen
- Chap 1Dokument12 SeitenChap 1Shoaib AkhtarNoch keine Bewertungen
- 2D-2.321.SHC - Acc - W320Dokument1 Seite2D-2.321.SHC - Acc - W320Rani KurniaNoch keine Bewertungen
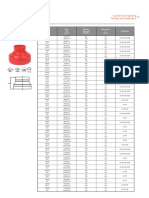
- Reducción Campana RanuradaDokument1 SeiteReducción Campana Ranuradabrady floresNoch keine Bewertungen
- Bead Bending MachinesDokument1 SeiteBead Bending Machinesrah maNoch keine Bewertungen
- Light-Duty Mechanical Tee Grooved Outlet Mechanical Tee Threaded OutletDokument3 SeitenLight-Duty Mechanical Tee Grooved Outlet Mechanical Tee Threaded Outletbrady floresNoch keine Bewertungen
- E1224b PDFDokument3 SeitenE1224b PDFMai Thế ToanNoch keine Bewertungen
- BH 04 PDFDokument1 SeiteBH 04 PDFcivixxNoch keine Bewertungen
- FTRS Threaded Rod AnchorDokument2 SeitenFTRS Threaded Rod AnchorariefNoch keine Bewertungen
- Port Scule Interior TungaloyDokument70 SeitenPort Scule Interior TungaloyMarius NiculaNoch keine Bewertungen
- Tipos de Tratamientos PDFDokument1 SeiteTipos de Tratamientos PDFJose PerezNoch keine Bewertungen
- 3-Storeyed 31-3-2015-dtDokument1 Seite3-Storeyed 31-3-2015-dtSi Thu AungNoch keine Bewertungen
- Common Register NCR - 16 Jan 10Dokument3 SeitenCommon Register NCR - 16 Jan 10Thai Hai LyNoch keine Bewertungen
- Actuators SectionDokument56 SeitenActuators SectionViorellg LgNoch keine Bewertungen
- HCC Tricone Technology ForSLB 6ppDokument8 SeitenHCC Tricone Technology ForSLB 6ppamin peyvandNoch keine Bewertungen
- Product CatalogueDokument2 SeitenProduct CatalogueBharath YemireddyNoch keine Bewertungen
- Replacement Wheels For Casters Wheel Shafts / Grooved Wheels / Caster HoldersDokument1 SeiteReplacement Wheels For Casters Wheel Shafts / Grooved Wheels / Caster HoldersPugynNoch keine Bewertungen
- Shafts Shafts: Precision Standards Precision Standards, ContinuedDokument1 SeiteShafts Shafts: Precision Standards Precision Standards, ContinuedJean AlexNoch keine Bewertungen
- 2022 Step 1Dokument1 Seite2022 Step 1Marius NeacsuNoch keine Bewertungen
- Pub 120 Table 7 PDFDokument2 SeitenPub 120 Table 7 PDFОливер АндовскиNoch keine Bewertungen
- BC-LP-001 2021-22Dokument2 SeitenBC-LP-001 2021-22Ravikant YadavNoch keine Bewertungen
- Summary 2016-H-1616 PDFDokument1 SeiteSummary 2016-H-1616 PDFMike MatshonaNoch keine Bewertungen
- Laboratory Test Results Summary For Schedule S02 Rev02 Project: Job No: Client ConsultantDokument4 SeitenLaboratory Test Results Summary For Schedule S02 Rev02 Project: Job No: Client ConsultantPaschal MazikuNoch keine Bewertungen
- Semiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007Dokument1 SeiteSemiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007civixxNoch keine Bewertungen
- Catalog c009b A Turning InsertsDokument184 SeitenCatalog c009b A Turning Insertsnguyễn khắc namNoch keine Bewertungen
- Common Register NCR - 17 NovDokument2 SeitenCommon Register NCR - 17 NovThai Hai LyNoch keine Bewertungen
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Dokument4 SeitenWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- TEE Mecanica Tipo UboltDokument1 SeiteTEE Mecanica Tipo UboltTeo Pozo JNoch keine Bewertungen
- Dimensions: (MM) Article Properties:: Detail CDokument5 SeitenDimensions: (MM) Article Properties:: Detail CvedafoneNoch keine Bewertungen
- Catalog c009b B CBN PCD InsertsDokument82 SeitenCatalog c009b B CBN PCD Insertsnguyễn khắc namNoch keine Bewertungen
- Wire RodDokument2 SeitenWire RodmljaininsulationNoch keine Bewertungen
- Ground Spur Gears: Made To OrderDokument9 SeitenGround Spur Gears: Made To OrderJohn Fake Last NameNoch keine Bewertungen
- Road ConcretingDokument58 SeitenRoad ConcretingHerbee ZevlagNoch keine Bewertungen
- Tapon RanuradoDokument1 SeiteTapon Ranuradobrady floresNoch keine Bewertungen
- Beam TableDokument4 SeitenBeam TableShiba MagarNoch keine Bewertungen
- Eurasian Cities: New Realities along the Silk RoadVon EverandEurasian Cities: New Realities along the Silk RoadBewertung: 3.5 von 5 Sternen3.5/5 (1)
- Koreanclass 101 ConversationDokument10 SeitenKoreanclass 101 ConversationDominick Joseph100% (1)
- Korean Christmas VocabularyDokument5 SeitenKorean Christmas VocabularyDominick JosephNoch keine Bewertungen
- Hanyu Pinyin Pronunciation Guide: The Structure of SyllablesDokument6 SeitenHanyu Pinyin Pronunciation Guide: The Structure of SyllablesDominick JosephNoch keine Bewertungen
- A Simple Guide To Chinese Sentences StructureDokument6 SeitenA Simple Guide To Chinese Sentences StructureDominick JosephNoch keine Bewertungen
- Joyful Japanese - VocabularyDokument21 SeitenJoyful Japanese - VocabularyDominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week16Dokument36 SeitenMyWeeklyKoreanVocabulary Week16Dominick JosephNoch keine Bewertungen
- Joyful Chinese Vocabulary Part 2Dokument21 SeitenJoyful Chinese Vocabulary Part 2Dominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week11Dokument40 SeitenMyWeeklyKoreanVocabulary Week11Dominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week14Dokument38 SeitenMyWeeklyKoreanVocabulary Week14Dominick JosephNoch keine Bewertungen
- Culture Class: Korean Superstitions and Beliefs S1 #1 The Number 4 and Pig DreamsDokument3 SeitenCulture Class: Korean Superstitions and Beliefs S1 #1 The Number 4 and Pig DreamsDominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week15Dokument36 SeitenMyWeeklyKoreanVocabulary Week15Dominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week10Dokument40 SeitenMyWeeklyKoreanVocabulary Week10Dominick Joseph50% (4)
- BKFB S1L13 102715 Kclass101Dokument7 SeitenBKFB S1L13 102715 Kclass101Dominick JosephNoch keine Bewertungen
- BKFB S1L23 120715 Kclass101Dokument7 SeitenBKFB S1L23 120715 Kclass101Dominick JosephNoch keine Bewertungen
- My Weekly Korean Vocabulary: Week 7Dokument40 SeitenMy Weekly Korean Vocabulary: Week 7Dominick JosephNoch keine Bewertungen
- My Weekly Korean Vocabulary: Week 9Dokument38 SeitenMy Weekly Korean Vocabulary: Week 9Dominick JosephNoch keine Bewertungen
- My Weekly Korean Vocabulary: Week 6Dokument34 SeitenMy Weekly Korean Vocabulary: Week 6Dominick JosephNoch keine Bewertungen
- Business Korean For Beginners S1 #20 Talking About Vacation PlansDokument8 SeitenBusiness Korean For Beginners S1 #20 Talking About Vacation PlansDominick JosephNoch keine Bewertungen
- MyWeeklyKoreanVocabulary Week05Dokument32 SeitenMyWeeklyKoreanVocabulary Week05Dominick JosephNoch keine Bewertungen
- Business Korean For Beginners S1 #18 Arriving For An AppointmentDokument7 SeitenBusiness Korean For Beginners S1 #18 Arriving For An AppointmentDominick JosephNoch keine Bewertungen
- Business Korean For Beginners S1 #14 Switching To English: Lesson NotesDokument7 SeitenBusiness Korean For Beginners S1 #14 Switching To English: Lesson NotesDominick JosephNoch keine Bewertungen
- BKFB S1L11 102315 Kclass101Dokument9 SeitenBKFB S1L11 102315 Kclass101Dominick JosephNoch keine Bewertungen
- BKFB S1L10 090715 Kclass101Dokument5 SeitenBKFB S1L10 090715 Kclass101Dominick JosephNoch keine Bewertungen
- Esas Ayuda 3Dokument7 SeitenEsas Ayuda 3Friendrich FriedchickenNoch keine Bewertungen
- Final ProjectDokument22 SeitenFinal ProjectDevil KingNoch keine Bewertungen
- Permainan MolekulDokument5 SeitenPermainan MolekulSyarifah R100% (1)
- Theory Project ReportDokument18 SeitenTheory Project ReportwasemNoch keine Bewertungen
- To Study Rate of DiffusionDokument17 SeitenTo Study Rate of DiffusionShlok Singh100% (1)
- Vacuum Technology Book II Part 3 2 PDFDokument207 SeitenVacuum Technology Book II Part 3 2 PDFdilsonramosNoch keine Bewertungen
- Technical Information Sheet 6: Revision 2: 2012Dokument8 SeitenTechnical Information Sheet 6: Revision 2: 2012anon_260328012Noch keine Bewertungen
- Eals Notes 1Dokument7 SeitenEals Notes 1Juliana HensonNoch keine Bewertungen
- Single Core (IS 694) Current RatingDokument1 SeiteSingle Core (IS 694) Current RatingGuru RajNoch keine Bewertungen
- Heat Transfer IES GATE IAS 20 Years Question and Answers by S K MondalDokument115 SeitenHeat Transfer IES GATE IAS 20 Years Question and Answers by S K Mondalraju100% (1)
- D4185Dokument8 SeitenD4185Fredi Cari CarreraNoch keine Bewertungen
- Modelling and Control of A Spray Drying ProcessDokument225 SeitenModelling and Control of A Spray Drying ProcessAdrian García MoyanoNoch keine Bewertungen
- Ebook of Electrical InsulationDokument850 SeitenEbook of Electrical InsulationSHRIKANT PRABHAKAR ATHAVALENoch keine Bewertungen
- Lithium Battery Catalogue 10-03-2024Dokument7 SeitenLithium Battery Catalogue 10-03-2024ASHUTOSH MOHAPATRA ROLL 24 VINoch keine Bewertungen
- Process of PhotosynthesisDokument1 SeiteProcess of PhotosynthesisGray Lee QueezerNoch keine Bewertungen
- Polymer Matrix Composites (PMC) - PowerPoint PPT PresentationDokument23 SeitenPolymer Matrix Composites (PMC) - PowerPoint PPT Presentationcuma mencobaNoch keine Bewertungen
- B Pumps TubesDokument4 SeitenB Pumps TubesK N MishraNoch keine Bewertungen
- The World Specialist in Nickel Based Alloy Wire: Phyweld 22Dokument1 SeiteThe World Specialist in Nickel Based Alloy Wire: Phyweld 22brunizzaNoch keine Bewertungen
- Guía para Seleccionar Columnas HPLCDokument52 SeitenGuía para Seleccionar Columnas HPLCDiana Lilibet Sánchez MontesNoch keine Bewertungen
- Common Test-3 - 12-8-19 PDFDokument12 SeitenCommon Test-3 - 12-8-19 PDFVineet MadanNoch keine Bewertungen
- Enhancing SF6 Analysis - CIGREDokument58 SeitenEnhancing SF6 Analysis - CIGREJoseph SumpaicoNoch keine Bewertungen
- Mat & Sat - 06Dokument32 SeitenMat & Sat - 06RamNagalNoch keine Bewertungen
- Physical Science - Week 28Dokument4 SeitenPhysical Science - Week 28Mira VeranoNoch keine Bewertungen
- Gibbs Free Energy of Formation - Gaussian PDFDokument19 SeitenGibbs Free Energy of Formation - Gaussian PDFRudolf KiraljNoch keine Bewertungen
- FANR REG 24 English OriginalDokument54 SeitenFANR REG 24 English OriginaljeyalaljNoch keine Bewertungen
- Unit 20 Medical Physics Techniques CompleteDokument7 SeitenUnit 20 Medical Physics Techniques CompleteSum Wing Samuel SoNoch keine Bewertungen
- A-Level PhysicsDokument160 SeitenA-Level PhysicsObert MupomokiNoch keine Bewertungen
- Suzhou Hengda Product CatalogDokument13 SeitenSuzhou Hengda Product CatalogFabiola HernandezNoch keine Bewertungen
- 2022-JEE Advanced Booster Test-2 SolutionsDokument14 Seiten2022-JEE Advanced Booster Test-2 SolutionsDivyansh SinghNoch keine Bewertungen
- Chapter 2 - Ecosystems Ecology A. Learning ObjectivesDokument23 SeitenChapter 2 - Ecosystems Ecology A. Learning ObjectivesMarel Bonna E. QuipanesNoch keine Bewertungen