Das könnte Ihnen auch gefallen
- Application Note: Measurements On FM Transmitters For Acceptance, Commissioning and MaintenanceDokument89 SeitenApplication Note: Measurements On FM Transmitters For Acceptance, Commissioning and MaintenanceabthakurNoch keine Bewertungen
- Data SheetDokument2 SeitenData SheetabthakurNoch keine Bewertungen
- Calibration WeightsDokument5 SeitenCalibration WeightsabthakurNoch keine Bewertungen
- Beamex White Paper - Weighing Scale Calibration ENGDokument8 SeitenBeamex White Paper - Weighing Scale Calibration ENGabthakurNoch keine Bewertungen
- Vernier CalipersDokument32 SeitenVernier CalipersabthakurNoch keine Bewertungen
- Gap Analysis ChecklistDokument5 SeitenGap Analysis ChecklistabthakurNoch keine Bewertungen
- Company Profile - Shubh CastingsDokument5 SeitenCompany Profile - Shubh CastingsabthakurNoch keine Bewertungen
- Durometer Conversion Table PDFDokument1 SeiteDurometer Conversion Table PDFabthakurNoch keine Bewertungen
- Esa STM 276Dokument61 SeitenEsa STM 276abthakurNoch keine Bewertungen
- Astm b117 1973 PDFDokument10 SeitenAstm b117 1973 PDFabthakurNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Math Cheat SheetsDokument64 SeitenMath Cheat SheetsSubrata Das100% (1)
- 2024 GR 12 PROJECT(5)Dokument7 Seiten2024 GR 12 PROJECT(5)dimphoboledi13100% (1)
- Welding Catalog PDFDokument44 SeitenWelding Catalog PDFPhilip T. MangilaNoch keine Bewertungen
- Biomedical Waste ManagementDokument39 SeitenBiomedical Waste ManagementSeema TanvirNoch keine Bewertungen
- PresentacionextractorDokument2 SeitenPresentacionextractorSebastian HernandezNoch keine Bewertungen
- Biology Cover Letter ExampleDokument8 SeitenBiology Cover Letter Examplezys0vemap0m3100% (2)
- An Investigation On Gas Lift Performance Curve in An Oil Producing Well (Deni Saepudin)Dokument16 SeitenAn Investigation On Gas Lift Performance Curve in An Oil Producing Well (Deni Saepudin)Atrian RahadiNoch keine Bewertungen
- PAG 02.2 - Investigating Springs in Series and in ParallelDokument3 SeitenPAG 02.2 - Investigating Springs in Series and in ParalleljmsonlNoch keine Bewertungen
- A Comparative Analysis in The Morphology and Ecology of The Philippine Mouse Deer With The Other Species of Tragulus in Southeast AsiaDokument14 SeitenA Comparative Analysis in The Morphology and Ecology of The Philippine Mouse Deer With The Other Species of Tragulus in Southeast AsiaRalen Faye VillaseñorNoch keine Bewertungen
- Data Management System Data Products CatalogDokument122 SeitenData Management System Data Products CatalogGonzalo Marcelino Hinostroza HuacachiNoch keine Bewertungen
- The Mechanical Properties and Creep Behavior of Epoxy Polymer Under TheDokument12 SeitenThe Mechanical Properties and Creep Behavior of Epoxy Polymer Under TheAbhiraj MeenaNoch keine Bewertungen
- 076 Fujifilm Motion Picture Film ManualDokument40 Seiten076 Fujifilm Motion Picture Film ManualPatricio A. Mancilla RiosecoNoch keine Bewertungen
- Thesis Hooks MapDokument5 SeitenThesis Hooks Mapsheenawhiteoverlandpark100% (2)
- Final June 2014 Exam Timetable Howard CollegeDokument10 SeitenFinal June 2014 Exam Timetable Howard Collegemikesp22Noch keine Bewertungen
- Physical Science 22.1 Colors and LightDokument19 SeitenPhysical Science 22.1 Colors and LightChristine Grace B. AquinoNoch keine Bewertungen
- LA3450Dokument16 SeitenLA3450costi theodoruNoch keine Bewertungen
- Hyprox 500 MSDSDokument16 SeitenHyprox 500 MSDSkurniawanNoch keine Bewertungen
- Resources AvailableDokument18 SeitenResources AvailableMike Thompson100% (1)
- The Fox Project, A ReappraisalDokument22 SeitenThe Fox Project, A ReappraisalZemin OonNoch keine Bewertungen
- 2.1) Instruction Manual (Sau8810) For Alarm Monitoring System - 6N-2521-102Dokument50 Seiten2.1) Instruction Manual (Sau8810) For Alarm Monitoring System - 6N-2521-102D ArsenNoch keine Bewertungen
- Subject Name & Code: Occupational Safety & Health Legislation (28126)Dokument4 SeitenSubject Name & Code: Occupational Safety & Health Legislation (28126)satish karneNoch keine Bewertungen
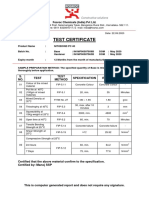
- Test Certificate: S. NO. Test Test Method Specification Result UOMDokument1 SeiteTest Certificate: S. NO. Test Test Method Specification Result UOMkaushik100% (1)
- Ta840 Tg-L1019eDokument5 SeitenTa840 Tg-L1019eKaleem KhanNoch keine Bewertungen
- Bey Hakim Taz Temporary Autonomous ZoneDokument17 SeitenBey Hakim Taz Temporary Autonomous ZoneAna RibeiroNoch keine Bewertungen
- Etsa V3Dokument18 SeitenEtsa V3Robbani HamdanNoch keine Bewertungen
- Shearwall TheoryDokument24 SeitenShearwall TheoryEngrDebashisMallick100% (1)
- Nonlinear Dynamic Matrix Control For Hig PDFDokument12 SeitenNonlinear Dynamic Matrix Control For Hig PDFMMHFNoch keine Bewertungen
- Project Work Plan and Budget Matrix in School Disaster Risk Reduction Management (SDRRM)Dokument1 SeiteProject Work Plan and Budget Matrix in School Disaster Risk Reduction Management (SDRRM)Bar Bets92% (12)
- Thin Wall PressureDokument2 SeitenThin Wall PressureRachel RobinsonNoch keine Bewertungen
- Structural Engineer Exam Vertical Forces (Gravity/Other) Review ClassDokument6 SeitenStructural Engineer Exam Vertical Forces (Gravity/Other) Review ClassSabreena NasrinNoch keine Bewertungen