Das könnte Ihnen auch gefallen
- Jet-Lube Reeves Paper PVP2011-57406 Rev 5Dokument6 SeitenJet-Lube Reeves Paper PVP2011-57406 Rev 5Oliver KrausNoch keine Bewertungen
- Gaumer Process - Heat Control SystemDokument8 SeitenGaumer Process - Heat Control Systemharry_chemNoch keine Bewertungen
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDokument64 SeitenFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaNoch keine Bewertungen
- Raven 3800 MixerDokument3 SeitenRaven 3800 Mixersantosh kumar100% (1)
- Science Oct 2018 Paper 1 QP PDFDokument20 SeitenScience Oct 2018 Paper 1 QP PDFJeffrey Piggott100% (1)
- ESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - SurtecDokument6 SeitenESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - Surtecgoooga299Noch keine Bewertungen
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionVon EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNoch keine Bewertungen
- Install VFD On Grizzly G0602 10x22 LatheDokument8 SeitenInstall VFD On Grizzly G0602 10x22 Lathec_a_messmerNoch keine Bewertungen
- CERAMIC BALL BEARING SeminarDokument22 SeitenCERAMIC BALL BEARING Seminartamam82Noch keine Bewertungen
- EagleBurgmann Catalog Compression Packings en 26.11.2015Dokument30 SeitenEagleBurgmann Catalog Compression Packings en 26.11.2015Anh Võ ĐứcNoch keine Bewertungen
- A Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersDokument8 SeitenA Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersCan ERTANNoch keine Bewertungen
- Tribological Properties of Titanium AlloysDokument15 SeitenTribological Properties of Titanium AlloysMaurizio CotugnoNoch keine Bewertungen
- Nippon ArocoatDokument3 SeitenNippon ArocoatHANIF IZANI ISHAKNoch keine Bewertungen
- Rubber Lining Material TypesDokument2 SeitenRubber Lining Material Typessanathcgr100% (1)
- Burckhardt HYPERDokument12 SeitenBurckhardt HYPERSergeyNoch keine Bewertungen
- Belt Preventive Maintenance ManualDokument67 SeitenBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNoch keine Bewertungen
- Inelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesDokument8 SeitenInelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesKP SAHUNoch keine Bewertungen
- Goulds PSG Readers PDFDokument16 SeitenGoulds PSG Readers PDFJosé Fernando TerronesNoch keine Bewertungen
- Royal Purple BarrierDokument14 SeitenRoyal Purple BarrierAnonymous H3I29yjNoch keine Bewertungen
- Analysis of Friction Excited Vibration of Drum Brake SquealDokument11 SeitenAnalysis of Friction Excited Vibration of Drum Brake SquealAnonymous PufNjgNoch keine Bewertungen
- Hyper Valve PatentDokument15 SeitenHyper Valve PatenttonytayicNoch keine Bewertungen
- Bekaert Metal Filter 2010Dokument16 SeitenBekaert Metal Filter 2010450gasgasNoch keine Bewertungen
- Design CrimperDokument4 SeitenDesign CrimperRomulus Situ MorankNoch keine Bewertungen
- PVP2006-ICPVT-11-94028: Comparison of Design by Analysis MethodsDokument7 SeitenPVP2006-ICPVT-11-94028: Comparison of Design by Analysis MethodsarunNoch keine Bewertungen
- Stray Current Corrosion in Submersible PumpsDokument5 SeitenStray Current Corrosion in Submersible PumpsMachineryengNoch keine Bewertungen
- 04 Vibracon®Dokument2 Seiten04 Vibracon®LuisSilvaNoch keine Bewertungen
- DSE Presentation (4 Apr 2012)Dokument20 SeitenDSE Presentation (4 Apr 2012)skimmer05Noch keine Bewertungen
- Cook Compression PackingDokument2 SeitenCook Compression PackingMuhammad Imran100% (1)
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDokument24 SeitenSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbNoch keine Bewertungen
- Swagelok High Pressure FittingsDokument8 SeitenSwagelok High Pressure FittingsSyahirul AlimNoch keine Bewertungen
- Effect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenDokument8 SeitenEffect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenHani Aziz AmeenNoch keine Bewertungen
- LR / LM Side - Entry Agitators: Installation, Service and Maintenance InstructionsDokument22 SeitenLR / LM Side - Entry Agitators: Installation, Service and Maintenance InstructionsPetros IosifidisNoch keine Bewertungen
- Leistritz Twin Screw Report AugDokument6 SeitenLeistritz Twin Screw Report AugAhmed Osama ShalashNoch keine Bewertungen
- Dynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene BlendsDokument11 SeitenDynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene Blendspickpocket27Noch keine Bewertungen
- LT32599 10Dokument38 SeitenLT32599 10Angela BaileyNoch keine Bewertungen
- May2010 PDFDokument3 SeitenMay2010 PDFJULIO CESARNoch keine Bewertungen
- O Ring WikipediaDokument8 SeitenO Ring WikipediaLong NguyenNoch keine Bewertungen
- Vibracon Frequently Asked Questions: An SKF Group CompanyDokument16 SeitenVibracon Frequently Asked Questions: An SKF Group CompanyLuisSilvaNoch keine Bewertungen
- Reliability Engineering PrinciplesDokument8 SeitenReliability Engineering PrinciplesAdiguna Dhana100% (1)
- How To Analyze Gear FailuresDokument12 SeitenHow To Analyze Gear FailuresOuld EulerNoch keine Bewertungen
- 02 How To Order Vibracon® ChocksDokument16 Seiten02 How To Order Vibracon® ChocksLuisSilvaNoch keine Bewertungen
- How To Analyze Gear Failures - Machinery LubricationDokument15 SeitenHow To Analyze Gear Failures - Machinery LubricationJorgNoch keine Bewertungen
- One-Dimensional Simulation For Twin Screw CompoundingDokument34 SeitenOne-Dimensional Simulation For Twin Screw Compoundingseacnli100% (1)
- VS AgitatorDokument6 SeitenVS AgitatorradioqweNoch keine Bewertungen
- Cylinder and Packing LubeDokument6 SeitenCylinder and Packing LubemadhancairnNoch keine Bewertungen
- Installation, Operation and Maintenance Instructions: EnglishDokument90 SeitenInstallation, Operation and Maintenance Instructions: EnglishPradeep NadarNoch keine Bewertungen
- BearingDokument423 SeitenBearingaubd100% (2)
- Overview of ElastomersDokument2 SeitenOverview of ElastomersRuilin TanNoch keine Bewertungen
- Wet MillingDokument7 SeitenWet MillingKiran ShettyNoch keine Bewertungen
- Op. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewDokument13 SeitenOp. Consoles, Cabinets, Panels, Arrangement Drawings - LCP: Vendor Document ReviewMohamed SamirNoch keine Bewertungen
- Mechanical Seal ProblemsDokument5 SeitenMechanical Seal Problemschazz29hkNoch keine Bewertungen
- E79000-3-04-15 HMI 2015 FiltersystembuchDokument311 SeitenE79000-3-04-15 HMI 2015 FiltersystembuchTimon2005Noch keine Bewertungen
- Explosive DecompressionDokument11 SeitenExplosive DecompressionAndrey EkkertNoch keine Bewertungen
- Diffuser Versus Volute Casing - PumpsDokument5 SeitenDiffuser Versus Volute Casing - Pumpsjanamurali0% (1)
- Mitsubishi Centrifugal Compressor: MCO Web SiteDokument3 SeitenMitsubishi Centrifugal Compressor: MCO Web SitePoliana PolyNoch keine Bewertungen
- RTJ Catalogue Rev1Dokument9 SeitenRTJ Catalogue Rev1steventrigochasin3537Noch keine Bewertungen
- Extruder Times 1Dokument4 SeitenExtruder Times 1skimmer05Noch keine Bewertungen
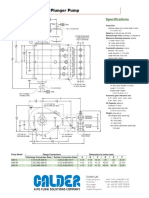
- 300Q-5 Quintuplex Plunger PumpDokument2 Seiten300Q-5 Quintuplex Plunger PumpJuanNoch keine Bewertungen
- How To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NDokument9 SeitenHow To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NOdst Ovac100% (1)
- DALOG Cement EnglishDokument6 SeitenDALOG Cement EnglishYevgeniyNoch keine Bewertungen
- Life Calculation of Rolling Element BearingsDokument23 SeitenLife Calculation of Rolling Element BearingsMamdouh ElhanafyNoch keine Bewertungen
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- 1698130681224Dokument3 Seiten1698130681224vasundhara singhNoch keine Bewertungen
- 00bharat Khurana (13MT30029) (Updated)Dokument27 Seiten00bharat Khurana (13MT30029) (Updated)vasundhara singhNoch keine Bewertungen
- 00emerging Technologies For Iron and SteelmakingDokument16 Seiten00emerging Technologies For Iron and Steelmakingvasundhara singhNoch keine Bewertungen
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDokument7 SeitenFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNoch keine Bewertungen
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0086848 A1Dokument14 SeitenUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0086848 A1梅汉Noch keine Bewertungen
- Chemistry SET A QPDokument8 SeitenChemistry SET A QPdahaka7609Noch keine Bewertungen
- Fosroc Renderoc HB: Technical Data SheetDokument4 SeitenFosroc Renderoc HB: Technical Data SheetRJNoch keine Bewertungen
- Five Things That Are Evidence of Chemical Reactions: PrecipitateDokument2 SeitenFive Things That Are Evidence of Chemical Reactions: Precipitateমেঘলা আকাশNoch keine Bewertungen
- Radel PPSU Veradel PESU Acudel PPSU Design Guide enDokument68 SeitenRadel PPSU Veradel PESU Acudel PPSU Design Guide enzaeem73Noch keine Bewertungen
- Distillation - Part 5 - 2Dokument13 SeitenDistillation - Part 5 - 2SyafiyatulMunawarahNoch keine Bewertungen
- Test Report: M/s Felix Generics Pvt. LTDDokument2 SeitenTest Report: M/s Felix Generics Pvt. LTDShreya Test HouseNoch keine Bewertungen
- SN-QC-SAPP-106 Ebotux 2g InjDokument6 SeitenSN-QC-SAPP-106 Ebotux 2g Injdaizhussain004Noch keine Bewertungen
- Thesis Submitted in Fulfillment of The Requirements For The Degree of Master of ScienceDokument50 SeitenThesis Submitted in Fulfillment of The Requirements For The Degree of Master of ScienceShel TabsNoch keine Bewertungen
- Jota Armour: Non-Slip Coating For Steel and ConcreteDokument6 SeitenJota Armour: Non-Slip Coating For Steel and ConcreteUnited Construction Est. TechnicalNoch keine Bewertungen
- Caleng3 - Problem Set - Q2Dokument5 SeitenCaleng3 - Problem Set - Q2Rheina VelasquezNoch keine Bewertungen
- Chem Sba 7 - 10 2019Dokument7 SeitenChem Sba 7 - 10 2019Nyomie CoxNoch keine Bewertungen
- Ecatalog RomanGranit DesignMoodDokument27 SeitenEcatalog RomanGranit DesignMoodyodhawan agungNoch keine Bewertungen
- Stepanfoam Ri 9912Dokument2 SeitenStepanfoam Ri 9912A MahmoodNoch keine Bewertungen
- Optimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachDokument14 SeitenOptimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachSujoy ChakrabortyNoch keine Bewertungen
- Advances in Food Packaging - A Review: Stewart Postharvest Review December 2013Dokument8 SeitenAdvances in Food Packaging - A Review: Stewart Postharvest Review December 2013ibrahim mohammedNoch keine Bewertungen
- ASTM G5: Potentiodynamic Anodic Polarization Measurements: Application Area: CorrosionDokument2 SeitenASTM G5: Potentiodynamic Anodic Polarization Measurements: Application Area: CorrosionLuz Idalia Ibarra RodriguezNoch keine Bewertungen
- As 1160-1996Dokument18 SeitenAs 1160-1996Alexandru LetNoch keine Bewertungen
- Importance/Uses of PH: in Our Daily LivesDokument5 SeitenImportance/Uses of PH: in Our Daily LivesBhanavi HagargiNoch keine Bewertungen
- Topic 07 StereochemistryDokument52 SeitenTopic 07 StereochemistryJhunessa Mae JalagatNoch keine Bewertungen
- Dualization of Mandi Bahauddin Sarai Alamgir Road Via Rasool Village (Length 42 KM) Particle Size Distribution CurveDokument10 SeitenDualization of Mandi Bahauddin Sarai Alamgir Road Via Rasool Village (Length 42 KM) Particle Size Distribution CurveObaid Ur RehmanNoch keine Bewertungen
- Unit 2 Lab Manual ChemistryDokument9 SeitenUnit 2 Lab Manual ChemistryAldayne ParkesNoch keine Bewertungen
- Classification UniclassDokument178 SeitenClassification UniclassAV ChavdaNoch keine Bewertungen
- Electrochemistry 20Dokument21 SeitenElectrochemistry 20danishNoch keine Bewertungen
- Utilization of Phosphates in Meat ProductsDokument4 SeitenUtilization of Phosphates in Meat ProductsPrincess Dian RamirezNoch keine Bewertungen
- ASTM D5954-98 (2014) E1 Standard Test Method For Mercury Sampling and Measurement in Natural Gas by Atomic Absorption SpectrosDokument5 SeitenASTM D5954-98 (2014) E1 Standard Test Method For Mercury Sampling and Measurement in Natural Gas by Atomic Absorption SpectrosLuisEduardoRomeroNoch keine Bewertungen
- Multiple Choice Questions: Question Bank Class: Xii, Chemistry Unit 4: Haloalknaes & HaloarenesDokument27 SeitenMultiple Choice Questions: Question Bank Class: Xii, Chemistry Unit 4: Haloalknaes & HaloarenesAkshita BoroNoch keine Bewertungen
- CHEMISTRY-11 (13th) (POI) Paper 1Dokument12 SeitenCHEMISTRY-11 (13th) (POI) Paper 1Raju SinghNoch keine Bewertungen