Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Line Balancing Line BalancingDokument4 SeitenLine Balancing Line BalancingErcilia AlvarezNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- D Think Toolkit Design Thinking AppliedDokument162 SeitenD Think Toolkit Design Thinking AppliedErcilia Alvarez100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- DTtoolkit v1 062711Dokument81 SeitenDTtoolkit v1 062711Carlos Arevalo100% (1)
- The Remittance Advice (REMADV) Message Implementation GuidelineDokument33 SeitenThe Remittance Advice (REMADV) Message Implementation GuidelineErcilia AlvarezNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- SSCCPresentation29 7 02Dokument17 SeitenSSCCPresentation29 7 02Ercilia AlvarezNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Microsoft Business Intelligence Tools For Excel An... - (Title Page)Dokument1 SeiteMicrosoft Business Intelligence Tools For Excel An... - (Title Page)Ercilia AlvarezNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Woolworths Supermarkets Guildelines For The Use of The Ean Verification ReportDokument9 SeitenWoolworths Supermarkets Guildelines For The Use of The Ean Verification ReportErcilia AlvarezNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Direct Store Delivery Purchase Order Layout (Electronic Mail Attachment Version 1.0) - Example Only August 26, 2002Dokument1 SeiteDirect Store Delivery Purchase Order Layout (Electronic Mail Attachment Version 1.0) - Example Only August 26, 2002Ercilia AlvarezNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Remittance Advice (REMADV) Message Implementation GuidelineDokument33 SeitenThe Remittance Advice (REMADV) Message Implementation GuidelineErcilia AlvarezNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- WoW EDIFACT IC (R)Dokument15 SeitenWoW EDIFACT IC (R)Ercilia AlvarezNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Ss IronDokument8 SeitenSs IronErcilia AlvarezNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Purchase Order (ORDERS) Message Implementation Guideline For Direct Store DeliveryDokument50 SeitenThe Purchase Order (ORDERS) Message Implementation Guideline For Direct Store DeliveryErcilia AlvarezNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- WoW ORDERS DC (R)Dokument48 SeitenWoW ORDERS DC (R)Ercilia AlvarezNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Responding To Covid19 OWDokument35 SeitenResponding To Covid19 OWErcilia AlvarezNoch keine Bewertungen
- Supply Chain DisruptionsDokument25 SeitenSupply Chain DisruptionsErcilia AlvarezNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Sutherland Delivers BPO Success - Sutherland Global Services PDFDokument2 SeitenSutherland Delivers BPO Success - Sutherland Global Services PDFErcilia AlvarezNoch keine Bewertungen
- Lean CrushingDokument87 SeitenLean CrushingErcilia AlvarezNoch keine Bewertungen
- Sustainability 11 00484Dokument23 SeitenSustainability 11 00484Ercilia AlvarezNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
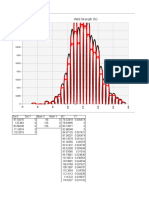
- Six Sigma Doe CatapultDokument6 SeitenSix Sigma Doe CatapultErcilia AlvarezNoch keine Bewertungen
- Six Sigma DoeDokument16 SeitenSix Sigma DoeErcilia AlvarezNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Spreadsheet Simulator MRPDokument8 SeitenSpreadsheet Simulator MRPErcilia AlvarezNoch keine Bewertungen
- Mining Operating CostsDokument6 SeitenMining Operating CostsErcilia AlvarezNoch keine Bewertungen
- Assignment 5Dokument8 SeitenAssignment 5Sheila Mae LiraNoch keine Bewertungen
- Chapter 20Dokument41 SeitenChapter 20coxshuler100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- TQM Unit1 5Dokument85 SeitenTQM Unit1 5Anonymous ijGnA6CWEaNoch keine Bewertungen
- Quality MGMTDokument36 SeitenQuality MGMTMorgan Thomas100% (1)
- Commonwealth of Learning Executive MBA/MPA SCOM 4611: Quality ManagementDokument223 SeitenCommonwealth of Learning Executive MBA/MPA SCOM 4611: Quality ManagementDeepak KumarNoch keine Bewertungen
- Total Quality Management: IME753 Sudheer D. KulkarniDokument43 SeitenTotal Quality Management: IME753 Sudheer D. KulkarniRahul ShekharNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Toc USPC3Dokument5 SeitenToc USPC3Baljeet SinghNoch keine Bewertungen
- CBMEC 1 Ppt2 Intro2Q.mgt - Philosophers.P1Dokument68 SeitenCBMEC 1 Ppt2 Intro2Q.mgt - Philosophers.P1Elaiza Jayne PongaseNoch keine Bewertungen
- Krishnamoorthi Chapter 1Dokument7 SeitenKrishnamoorthi Chapter 1Omar AlasNoch keine Bewertungen
- CSSBB 2002 001 PDFDokument730 SeitenCSSBB 2002 001 PDFcpkakope100% (8)
- STA 577 Statistical Quality Control (Assignment 1)Dokument6 SeitenSTA 577 Statistical Quality Control (Assignment 1)Atiqah JilisNoch keine Bewertungen
- American Imperialism EssayDokument4 SeitenAmerican Imperialism Essayniwujuj0juw2100% (2)
- Chapter 20Dokument41 SeitenChapter 20Saumya RanjanNoch keine Bewertungen
- 7 Basic Qualty Tools & Root Cause AnalysisDokument42 Seiten7 Basic Qualty Tools & Root Cause AnalysisRamonS.FernandezOrozco100% (1)
- MNGT3108 - M6-Total Quality ManagementDokument7 SeitenMNGT3108 - M6-Total Quality ManagementMa. Angela RosauroNoch keine Bewertungen
- Hoshin Kanri - Visual Strategic Planning Student WorkbookDokument90 SeitenHoshin Kanri - Visual Strategic Planning Student WorkbookbernardoNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter2 AdvocatesDokument40 SeitenChapter2 Advocatesaymane dibNoch keine Bewertungen
- Plan-Do-Check-Adjust (PDCA) Cycle: W. Edwards Deming Toyota Production System Lean ManufacturingDokument29 SeitenPlan-Do-Check-Adjust (PDCA) Cycle: W. Edwards Deming Toyota Production System Lean ManufacturingnozediNoch keine Bewertungen
- Deming and Quality: Rajiv Gupta BITS PilaniDokument43 SeitenDeming and Quality: Rajiv Gupta BITS PilaniKarthik ChockkalingamNoch keine Bewertungen
- Quality Management in Aviation IndustryDokument52 SeitenQuality Management in Aviation IndustryMichelle Peterson92% (12)
- Al Haddad2015 PDFDokument31 SeitenAl Haddad2015 PDFTiucă Roxana MarianaNoch keine Bewertungen
- Byekora Endever Qa Assignment.Dokument6 SeitenByekora Endever Qa Assignment.byekora barnabusNoch keine Bewertungen
- 5.1 QM Unit - 1 Notes-MergedDokument108 Seiten5.1 QM Unit - 1 Notes-MergedArunkumar DNoch keine Bewertungen
- Chapter 1 Lesson 2 Historical PhilosophiesDokument31 SeitenChapter 1 Lesson 2 Historical PhilosophiesArjul Dela CruzNoch keine Bewertungen
- The Book of SPCDokument208 SeitenThe Book of SPCmititicu100% (8)
- Quality Chapter-2 PDFDokument34 SeitenQuality Chapter-2 PDFAnonymous WbGEW1jssrNoch keine Bewertungen
- Quality 4.0-The Challenging Future of Quality EngineeringDokument14 SeitenQuality 4.0-The Challenging Future of Quality EngineeringAziz UcNoch keine Bewertungen
- 7 Basic Qualty Tools Root Cause Analysis PDFDokument42 Seiten7 Basic Qualty Tools Root Cause Analysis PDFgabao123100% (1)
- Total Quality ManagementDokument5 SeitenTotal Quality ManagementMohammad MuneebNoch keine Bewertungen
- Summary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessVon EverandSummary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessNoch keine Bewertungen
- Can't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsVon EverandCan't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsBewertung: 4.5 von 5 Sternen4.5/5 (384)
- Summary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesVon EverandSummary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesBewertung: 5 von 5 Sternen5/5 (1635)
- The One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsVon EverandThe One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsBewertung: 4.5 von 5 Sternen4.5/5 (709)
- Summary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityVon EverandSummary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityNoch keine Bewertungen