Das könnte Ihnen auch gefallen
- Enhanced Avionics System A Complete Guide - 2020 EditionVon EverandEnhanced Avionics System A Complete Guide - 2020 EditionNoch keine Bewertungen
- AD 2010 List PDFDokument63 SeitenAD 2010 List PDFEstevam Gomes de AzevedoNoch keine Bewertungen
- Techpubindex PacificDokument9 SeitenTechpubindex Pacificrrbo67Noch keine Bewertungen
- Rolls-Royce Corporation AE 3007A Service Bulletin (SB) Technical Publications IndexDokument70 SeitenRolls-Royce Corporation AE 3007A Service Bulletin (SB) Technical Publications IndexAnubhuti GhaiNoch keine Bewertungen
- CAO - IRI Part - MDokument102 SeitenCAO - IRI Part - MDariush ShNoch keine Bewertungen
- Rockwell Collin SILDokument16 SeitenRockwell Collin SILAlphard DarmawanNoch keine Bewertungen
- BMP6Oct2015Dokument471 SeitenBMP6Oct2015Muhammad Ashraful Kabir100% (1)
- ASB 412-14-160B Page 1 of 7 Export Classification C, ECCN EAR99 Approved For Public ReleaseDokument7 SeitenASB 412-14-160B Page 1 of 7 Export Classification C, ECCN EAR99 Approved For Public Releasesebastian eduardoNoch keine Bewertungen
- A318/A319/A320/A321: Service BulletinDokument23 SeitenA318/A319/A320/A321: Service BulletinPradeep K sNoch keine Bewertungen
- On A/C All: Effectivity: Illustrated Parts CatalogDokument8 SeitenOn A/C All: Effectivity: Illustrated Parts CatalogCHIMONoch keine Bewertungen
- CIL-35-05 Crew Oxygen MaskDokument16 SeitenCIL-35-05 Crew Oxygen Masklutfi basithNoch keine Bewertungen
- Hdg. Amm Thy May 05Dokument67 SeitenHdg. Amm Thy May 05Şevval YalınNoch keine Bewertungen
- SBDokument24 SeitenSBatony357Noch keine Bewertungen
- Aircraft Maintenance Manual: Print Date: 2021-04-01Dokument2 SeitenAircraft Maintenance Manual: Print Date: 2021-04-01CHIMONoch keine Bewertungen
- Service Newsletter: SubjectDokument5 SeitenService Newsletter: SubjectBrsaNoch keine Bewertungen
- Saft General PDFDokument84 SeitenSaft General PDFESAVENoch keine Bewertungen
- Special Airworthiness Information Bulletin: Federal Aviation AdministrationDokument3 SeitenSpecial Airworthiness Information Bulletin: Federal Aviation Administrationrnordell0% (1)
- Control Pitch, Roll and Yaw Axis of AircraftDokument49 SeitenControl Pitch, Roll and Yaw Axis of AircraftRavi PansheriyaNoch keine Bewertungen
- Illustrated Parts CatalogDokument12 SeitenIllustrated Parts Catalogbrains26Noch keine Bewertungen
- List Boeing 737Dokument1 SeiteList Boeing 737sssavNoch keine Bewertungen
- 32-41-11-000-006-A Removal of The MLG Wheel 32-41-11-400-006-A Installation of The MLG WheelDokument40 Seiten32-41-11-000-006-A Removal of The MLG Wheel 32-41-11-400-006-A Installation of The MLG WheelalfonsofelipesaraviaNoch keine Bewertungen
- Nipcxf 000001Dokument179 SeitenNipcxf 000001Arron ChanNoch keine Bewertungen
- Cf6cmm PDFDokument85 SeitenCf6cmm PDFHaithem BrebishNoch keine Bewertungen
- Hydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidDokument12 SeitenHydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidaliNoch keine Bewertungen
- A330-343 E.O Status Easa FormDokument31 SeitenA330-343 E.O Status Easa FormAmr El Kady0% (1)
- CRJ Mmel Rev.19 13 May 10Dokument264 SeitenCRJ Mmel Rev.19 13 May 10Enrique Gómez EscrihuelaNoch keine Bewertungen
- Etsoa 6Dokument107 SeitenEtsoa 6vanmorrison69Noch keine Bewertungen
- Surface Seal DSS4042 - Rev 5Dokument30 SeitenSurface Seal DSS4042 - Rev 5THE BIG THINKNoch keine Bewertungen
- D2064 1TR8 PDFDokument36 SeitenD2064 1TR8 PDFVIMAER Vidotti Manutenção Aeronáutica LTDANoch keine Bewertungen
- Service Bulletin: Customer Support OperationsDokument4 SeitenService Bulletin: Customer Support OperationsPradeep K sNoch keine Bewertungen
- 407EC200D Rev 4Dokument24 Seiten407EC200D Rev 4Dadang100% (1)
- Isi-45.00.00039 01dec2017.p6Dokument40 SeitenIsi-45.00.00039 01dec2017.p6sithuNoch keine Bewertungen
- Service Letter Atr42: TITLE: Time Limits Document - ATR42-200/-300/-320 - MLG and NLG Additional InformationDokument11 SeitenService Letter Atr42: TITLE: Time Limits Document - ATR42-200/-300/-320 - MLG and NLG Additional Informationa_sharafiehNoch keine Bewertungen
- Manual de Toboganes de Air Crusier PDFDokument386 SeitenManual de Toboganes de Air Crusier PDFskrillex the king of the dubstep100% (1)
- Service Bulletin Atr72: Transmittal Sheet Revision No. 12Dokument16 SeitenService Bulletin Atr72: Transmittal Sheet Revision No. 12Pradeep K sNoch keine Bewertungen
- CMM (Component Maintenance Manual) Index: Cat Ata No. CAI Part Number Manual / Rev Date RevDokument2 SeitenCMM (Component Maintenance Manual) Index: Cat Ata No. CAI Part Number Manual / Rev Date RevHuda LestraNoch keine Bewertungen
- HandbookOnRTIAct2005 - Latest (Sep 18) PDFDokument93 SeitenHandbookOnRTIAct2005 - Latest (Sep 18) PDFPsycho Soldier100% (1)
- AMM07Dokument30 SeitenAMM07Eloin Betzabe Teran SanchezNoch keine Bewertungen
- Abreviaturas AviacionDokument28 SeitenAbreviaturas AviacionJorge VillagomezNoch keine Bewertungen
- Chapter 8 - Environmental Control System: REV 3, May 03/05Dokument40 SeitenChapter 8 - Environmental Control System: REV 3, May 03/05julian marinNoch keine Bewertungen
- CSL 1060Dokument6 SeitenCSL 1060oscar horacio floresNoch keine Bewertungen
- Manual Title Manual Number - Paper Copy Temporary Revision NumberDokument35 SeitenManual Title Manual Number - Paper Copy Temporary Revision NumberJean Mark SilvestreNoch keine Bewertungen
- 25-34-77 - R5 - Coffee MakerDokument189 Seiten25-34-77 - R5 - Coffee MakerZPPT74100% (1)
- Acrt A300 0311 XrefDokument1.548 SeitenAcrt A300 0311 XrefTangoNoch keine Bewertungen
- A320 TCDSDokument187 SeitenA320 TCDSuanaa hyyNoch keine Bewertungen
- Precision Aero Technology Repair CapabilitiesDokument542 SeitenPrecision Aero Technology Repair CapabilitiesPat Donovan100% (1)
- Complete List of ETSO AuthorisationsDokument2 SeitenComplete List of ETSO AuthorisationsMarlene SalazarNoch keine Bewertungen
- Kidde Capabilities ListDokument34 SeitenKidde Capabilities ListFayçal MahieddineNoch keine Bewertungen
- See Export Compliance Paragraph Reverse SideDokument124 SeitenSee Export Compliance Paragraph Reverse Sidegugu carterNoch keine Bewertungen
- Procedure For DFDR DataDokument1 SeiteProcedure For DFDR DataAbhishek Roy100% (1)
- Bit & Pieces Water ExractorDokument2 SeitenBit & Pieces Water ExractorThemas Sutomo IrhamNoch keine Bewertungen
- SB 26-80 at Revision 1Dokument6 SeitenSB 26-80 at Revision 1riversgardenNoch keine Bewertungen
- A330 Easa Tcds A.004 - Issue 50Dokument64 SeitenA330 Easa Tcds A.004 - Issue 50Pablo CarmonaNoch keine Bewertungen
- CMM Index-8 PDFDokument16 SeitenCMM Index-8 PDFChandanNoch keine Bewertungen
- Williams SBDokument4 SeitenWilliams SBlong chenNoch keine Bewertungen
- AMMDokument2.113 SeitenAMMДенис ГаценкоNoch keine Bewertungen
- MEL ATR Rev.07 PDFDokument398 SeitenMEL ATR Rev.07 PDFyooghi yahuiNoch keine Bewertungen
- ATA Chapter NumbersDokument22 SeitenATA Chapter NumbersBurhanudheen Kodiyathoor100% (2)
- TP Ceb A-72-2083Dokument5 SeitenTP Ceb A-72-2083turboshaftNoch keine Bewertungen
- Service Bulletin: Piper Considers Compliance MandatoryDokument5 SeitenService Bulletin: Piper Considers Compliance MandatoryJean AbrialNoch keine Bewertungen
- 24sb 12Dokument2 Seiten24sb 12Gustavo Silva AeEngNoch keine Bewertungen
- 72 0573Dokument8 Seiten72 0573Gustavo Silva AeEngNoch keine Bewertungen
- SB 72-43Dokument16 SeitenSB 72-43Gustavo Silva AeEngNoch keine Bewertungen
- Service Bulletin: Revision Transmittal SheetDokument2 SeitenService Bulletin: Revision Transmittal SheetGustavo Silva AeEngNoch keine Bewertungen
- GE Aircraft Engines: Service BulletinDokument6 SeitenGE Aircraft Engines: Service BulletinGustavo Silva AeEngNoch keine Bewertungen
- Service BulletinDokument57 SeitenService BulletinGustavo Silva AeEng100% (1)
- Ipc Cleveland Wheels & BrakesDokument295 SeitenIpc Cleveland Wheels & Brakesjarrison50% (2)
- Chapter 2 Ata100Dokument8 SeitenChapter 2 Ata100Gustavo Silva AeEngNoch keine Bewertungen
- 24sb 02Dokument3 Seiten24sb 02Gustavo Silva AeEngNoch keine Bewertungen
- SB 55-54-3Dokument8 SeitenSB 55-54-3Gustavo Silva AeEngNoch keine Bewertungen
- 0 List of Effective PagesDokument4 Seiten0 List of Effective PagesGustavo Silva AeEngNoch keine Bewertungen
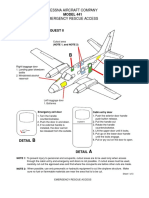
- Emergency Rescue AccessDokument3 SeitenEmergency Rescue AccessGustavo Silva AeEngNoch keine Bewertungen
- Annunciator PanelDokument1 SeiteAnnunciator PanelGustavo Silva AeEngNoch keine Bewertungen
- Maintenance ContentsDokument1 SeiteMaintenance ContentsGustavo Silva AeEngNoch keine Bewertungen
- Fastshop MasterTPEDokument6 SeitenFastshop MasterTPEGustavo Silva AeEngNoch keine Bewertungen
- Technician's Service GuideDokument28 SeitenTechnician's Service GuideGustavo Silva AeEngNoch keine Bewertungen
- Ipc Cleveland Wheels & BrakesDokument295 SeitenIpc Cleveland Wheels & Brakesjarrison50% (2)
- Haier L26F6 L32F6 L22F6 Chassis RTD2674SDokument67 SeitenHaier L26F6 L32F6 L22F6 Chassis RTD2674Ssonivitel100% (1)
- 199-174 KitDokument16 Seiten199-174 KitGustavo Silva AeEngNoch keine Bewertungen
- Component Maintenance Manual For External Design Wheels & BrakesDokument84 SeitenComponent Maintenance Manual For External Design Wheels & BrakesАлександр ГладкийNoch keine Bewertungen
- Introduction 500 IPCDokument36 SeitenIntroduction 500 IPCGustavo Silva AeEngNoch keine Bewertungen
- Introduction 500 SRMDokument9 SeitenIntroduction 500 SRMGustavo Silva AeEngNoch keine Bewertungen
- Manual BOSCH M.7.4.4 ME.7.4.4 EOBDDokument66 SeitenManual BOSCH M.7.4.4 ME.7.4.4 EOBDGustavo Silva AeEngNoch keine Bewertungen
- Product Reference Memo: ClevelandDokument2 SeitenProduct Reference Memo: ClevelandGustavo Silva AeEngNoch keine Bewertungen
- 2005-18-20Dokument11 Seiten2005-18-20Gustavo Silva AeEngNoch keine Bewertungen
- 2005 20 25Dokument7 Seiten2005 20 25Gustavo Silva AeEngNoch keine Bewertungen
- Annex II To Decision 2016-011-RDokument19 SeitenAnnex II To Decision 2016-011-RGustavo Silva AeEngNoch keine Bewertungen
- 1.8.2 Capability List 1.8.2.1 AMO Ratings and Limitations: Class Rating LimitationDokument1 Seite1.8.2 Capability List 1.8.2.1 AMO Ratings and Limitations: Class Rating LimitationGustavo Silva AeEngNoch keine Bewertungen
- 1.8.2 Capability List 1.8.2.1 AMO Ratings and Limitations: Class Rating LimitationDokument1 Seite1.8.2 Capability List 1.8.2.1 AMO Ratings and Limitations: Class Rating LimitationGustavo Silva AeEngNoch keine Bewertungen
- 2300 Series ManualDokument24 Seiten2300 Series ManualJuprayNoch keine Bewertungen
- Catálogo de Peças Colheitadeiras John Deere 1470 CombinesDokument820 SeitenCatálogo de Peças Colheitadeiras John Deere 1470 CombinesTESTE TOLEDO0% (1)
- Manual de Partes LS600NPDokument34 SeitenManual de Partes LS600NPJosette Fallas ArayaNoch keine Bewertungen
- Hammer Drive ScrewDokument1 SeiteHammer Drive ScrewNisa BN QANoch keine Bewertungen
- Use and Maintenance VitruvitDokument127 SeitenUse and Maintenance Vitruvitjohan_nieuwoudtNoch keine Bewertungen
- Dana-Spicer Ford Light Axle Applications Catalog Parts - D44 IFSDokument3 SeitenDana-Spicer Ford Light Axle Applications Catalog Parts - D44 IFSAndres BM0% (1)
- Wire Jacketing Nylon FirestoneDokument14 SeitenWire Jacketing Nylon FirestoneAndres Valencia MiraNoch keine Bewertungen
- 17-4658 LT-650Dokument436 Seiten17-4658 LT-650jose juanNoch keine Bewertungen
- MembersDokument79 SeitenMembersErik HooverNoch keine Bewertungen
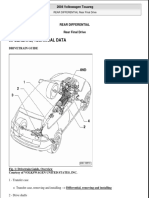
- Rear DifferentialDokument167 SeitenRear DifferentialAlexandru BanicaNoch keine Bewertungen
- Leveling Scissors Jack ManualDokument4 SeitenLeveling Scissors Jack ManualChaguy VergaraNoch keine Bewertungen
- EP 8 JX1 3.2m 3.6m 4.2m Parts Manual 2019 10 14 20191121 111615Dokument123 SeitenEP 8 JX1 3.2m 3.6m 4.2m Parts Manual 2019 10 14 20191121 111615Виктор МушкинNoch keine Bewertungen
- Shell-And-Tube Heat Exchangers: Standard Series and Customer Oriented SolutionsDokument24 SeitenShell-And-Tube Heat Exchangers: Standard Series and Customer Oriented SolutionsZewdu TsegayeNoch keine Bewertungen
- A325MDokument8 SeitenA325MmsbarretosNoch keine Bewertungen
- Aprilia Mss 1056703 en Dorsoduro-AbsDokument434 SeitenAprilia Mss 1056703 en Dorsoduro-AbsAxel RibsNoch keine Bewertungen
- Caterpillar Cat 330L TRACK-TYPE EXCAVATOR (Prefix 6WJ) Service Repair Manual (6WJ00001 and Up)Dokument25 SeitenCaterpillar Cat 330L TRACK-TYPE EXCAVATOR (Prefix 6WJ) Service Repair Manual (6WJ00001 and Up)kfm8seuuduNoch keine Bewertungen
- Sa 36 PDFDokument7 SeitenSa 36 PDFMarceloNoch keine Bewertungen
- Shoring FrameFast Shoring System Application GuideDokument23 SeitenShoring FrameFast Shoring System Application GuideJairo GüetoNoch keine Bewertungen
- Simple Workbench Plans - The Family Handyman PDFDokument7 SeitenSimple Workbench Plans - The Family Handyman PDFsokiNoch keine Bewertungen
- Hydac FillerbreathersDokument8 SeitenHydac FillerbreathersJohn EvansNoch keine Bewertungen
- Apeks Maintanance Manual DST Ust First Stage Regulator PDFDokument19 SeitenApeks Maintanance Manual DST Ust First Stage Regulator PDFglobalmarkNoch keine Bewertungen
- Catalogo de Partes 2CMH 2006Dokument25 SeitenCatalogo de Partes 2CMH 2006carlos moralesNoch keine Bewertungen
- MOMENT Precast Shoe - May22Dokument20 SeitenMOMENT Precast Shoe - May22Алексей ВихляевNoch keine Bewertungen
- ASSESSMENT G8 TLE q2Dokument2 SeitenASSESSMENT G8 TLE q2Maria Chelo AgosNoch keine Bewertungen
- 格特威英文样本2018 PDFDokument56 Seiten格特威英文样本2018 PDFBinxiang XuNoch keine Bewertungen
- Pipe Bolt Dimensions (Reference: Recommended Data) : Diaphragm ValveDokument4 SeitenPipe Bolt Dimensions (Reference: Recommended Data) : Diaphragm ValveHoàng DũngNoch keine Bewertungen
- CBZ 160 StarDokument90 SeitenCBZ 160 StarAlexander OlivosNoch keine Bewertungen
- Especificaciones Valvula Nibco F 617Dokument1 SeiteEspecificaciones Valvula Nibco F 617Ascencio RubenNoch keine Bewertungen
- Operator'S Manual: 46" Snow BladeDokument12 SeitenOperator'S Manual: 46" Snow BladeRick DiazNoch keine Bewertungen
- Irons HI 105 HI 108 HI 110 HI 114 HI 116: Philips Domestic Appliances and Personal CareDokument3 SeitenIrons HI 105 HI 108 HI 110 HI 114 HI 116: Philips Domestic Appliances and Personal CarepukymottoNoch keine Bewertungen