Das könnte Ihnen auch gefallen
- The Immediate Effect of Ischemic Compression Technique and Transverse Friction Massage On Tenderness of Active and Latent Myofascial Trigger Points - A Pilot StudyDokument7 SeitenThe Immediate Effect of Ischemic Compression Technique and Transverse Friction Massage On Tenderness of Active and Latent Myofascial Trigger Points - A Pilot StudyJörgen Puis0% (1)
- Beretta 92fs PistolDokument12 SeitenBeretta 92fs PistolMustansir Bandukwala67% (3)
- 100 Yer PM PPM 0605Dokument40 Seiten100 Yer PM PPM 0605biplabpal2009Noch keine Bewertungen
- Nammiaca 000032Dokument5.323 SeitenNammiaca 000032gangadhark196Noch keine Bewertungen
- Jib Crane Assembly ManualDokument76 SeitenJib Crane Assembly ManualRobert Cumpa100% (1)
- Under Pass Wing Wall (4.1m)Dokument12 SeitenUnder Pass Wing Wall (4.1m)Naveed NazNoch keine Bewertungen
- L&T Double Block and Bleed Plug ValvesDokument12 SeitenL&T Double Block and Bleed Plug Valvesvijay10484Noch keine Bewertungen
- Taper Lock BushesDokument4 SeitenTaper Lock BushesGopi NathNoch keine Bewertungen
- B62W80 PDS EnglishDokument4 SeitenB62W80 PDS EnglishjuanNoch keine Bewertungen
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDokument4 SeitenDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNoch keine Bewertungen
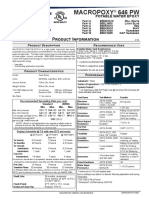
- Macropoxy 646 PW: Protective & Marine CoatingsDokument4 SeitenMacropoxy 646 PW: Protective & Marine CoatingsAnn HewsonNoch keine Bewertungen
- Tds-Duraplate UhsDokument4 SeitenTds-Duraplate UhsAlberto Acosta GongoraNoch keine Bewertungen
- Protective & Marine Coatings: Dura-Plate UHSDokument4 SeitenProtective & Marine Coatings: Dura-Plate UHSABIMAELNoch keine Bewertungen
- Bangchak HydraulicDokument1 SeiteBangchak HydraulicSouthern MTSNoch keine Bewertungen
- Polylon HP PDSDokument4 SeitenPolylon HP PDSJose MachadoNoch keine Bewertungen
- Pintura Epoxica Sherwin Willians Hoja SeguridadDokument4 SeitenPintura Epoxica Sherwin Willians Hoja Seguridad1Noch keine Bewertungen
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDokument4 SeitenCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNoch keine Bewertungen
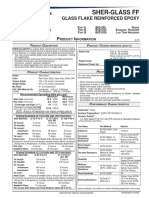
- Sherglass FFDokument4 SeitenSherglass FFJhose BonillaNoch keine Bewertungen
- Macropoxy 646 PW 2021Dokument4 SeitenMacropoxy 646 PW 2021Jeisson BravoNoch keine Bewertungen
- 3048421Dokument2 Seiten3048421Philippe VelhaNoch keine Bewertungen
- Duraplate Uhs EnglishDokument4 SeitenDuraplate Uhs EnglishLuis JaraNoch keine Bewertungen
- 3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Dokument2 Seiten3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Massimiliano VolaNoch keine Bewertungen
- Targaurd Apcs 3 BLACKDokument4 SeitenTargaurd Apcs 3 BLACKNoman AhmedNoch keine Bewertungen
- Sinopec Antiwear Hydraulic Oil L-HMDokument3 SeitenSinopec Antiwear Hydraulic Oil L-HMSumaya Akter100% (1)
- Fast Clad Er Epoxy: Protective & Marine CoatingsDokument4 SeitenFast Clad Er Epoxy: Protective & Marine CoatingsCarlangasPardoNoch keine Bewertungen
- General Information: Shimrin® KBC & C2C-Kbc Classic & Coast 2 Coast Compliant Kandy Basecoat Factory PacksDokument3 SeitenGeneral Information: Shimrin® KBC & C2C-Kbc Classic & Coast 2 Coast Compliant Kandy Basecoat Factory PacksrobertoNoch keine Bewertungen
- Dura-Plate UHS Epoxy - JSP PDFDokument4 SeitenDura-Plate UHS Epoxy - JSP PDFNageswara Rao BavisettyNoch keine Bewertungen
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Dokument2 SeitenHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNoch keine Bewertungen
- Castrol Biobar Range: DescriptionDokument4 SeitenCastrol Biobar Range: Descriptionnauta007Noch keine Bewertungen
- Oceaneering PRS - Smart Flange Plus ConnectorDokument2 SeitenOceaneering PRS - Smart Flange Plus ConnectorFelipe BandeiraNoch keine Bewertungen
- HydraulicDokument2 SeitenHydraulicQuy CocanhNoch keine Bewertungen
- PVC Compounding: ExportingDokument10 SeitenPVC Compounding: ExportingPVC XANH QDNoch keine Bewertungen
- BS 750 Typ 2a NH 2,5 Inch Outlet: PN 16 - DN 80Dokument2 SeitenBS 750 Typ 2a NH 2,5 Inch Outlet: PN 16 - DN 80ManibalanNoch keine Bewertungen
- Macropoxy 646 FF 2022Dokument4 SeitenMacropoxy 646 FF 2022nellyNoch keine Bewertungen
- PDS - SP 8888 - High Temperature Novolac Pipeline Coating - 2017 03 13 PDFDokument3 SeitenPDS - SP 8888 - High Temperature Novolac Pipeline Coating - 2017 03 13 PDFMohamed NouzerNoch keine Bewertungen
- 9610 SC Silica Analyzer: Lower Maintenance, Less DowntimeDokument4 Seiten9610 SC Silica Analyzer: Lower Maintenance, Less DowntimeRangga TaufiqurahmanNoch keine Bewertungen
- Sher Plate 600Dokument4 SeitenSher Plate 6001Noch keine Bewertungen
- Texaco Randon HDZDokument3 SeitenTexaco Randon HDZRonald José Silva CostaNoch keine Bewertungen
- Pds - Avalon HLPDokument1 SeitePds - Avalon HLPomkar01.officeNoch keine Bewertungen
- Solder PasteDokument2 SeitenSolder PasteEdgar DauzonNoch keine Bewertungen
- Cosmolubric HF-122 Data SheetDokument1 SeiteCosmolubric HF-122 Data Sheetsiddharth srinivasanNoch keine Bewertungen
- SMD291AX50T3Dokument2 SeitenSMD291AX50T3Jonatan SmithNoch keine Bewertungen
- Estimating Tank Service Life Made Perfectly Clear: Information BulletinDokument2 SeitenEstimating Tank Service Life Made Perfectly Clear: Information BulletinFrancisco Javier Torres AlvaradoNoch keine Bewertungen
- Intertuf 262-kh Series-Kha062 PDFDokument7 SeitenIntertuf 262-kh Series-Kha062 PDFERIC RICKSNoch keine Bewertungen
- PSP Hydraulic AwsDokument1 SeitePSP Hydraulic AwsSamira 1986Noch keine Bewertungen
- 3289310Dokument2 Seiten3289310Philippe VelhaNoch keine Bewertungen
- Product Datasheet BiohesiveDokument3 SeitenProduct Datasheet Biohesivebolang cepuNoch keine Bewertungen
- De400001 SM-6Dokument3 SeitenDe400001 SM-6seve1Noch keine Bewertungen
- Hi Solid PolyurethaneDokument4 SeitenHi Solid PolyurethaneafvasquezNoch keine Bewertungen
- HD 282 Butterfly Valves R02 17Dokument4 SeitenHD 282 Butterfly Valves R02 17Satish IndiaNoch keine Bewertungen
- Application PCB Fast Analysis Intuvo 9000 Ecd 5994 1814en AgilentDokument10 SeitenApplication PCB Fast Analysis Intuvo 9000 Ecd 5994 1814en AgilentbesserianiNoch keine Bewertungen
- Poly-Cote 110 (Aug'22)Dokument4 SeitenPoly-Cote 110 (Aug'22)David cNoch keine Bewertungen
- L-HG Slideway Hydraulic OilDokument2 SeitenL-HG Slideway Hydraulic OilYoong TanNoch keine Bewertungen
- Especificaciones Pintura Macropoxi NavalDokument4 SeitenEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNoch keine Bewertungen
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDokument8 SeitenZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreNoch keine Bewertungen
- RC - 2Dokument1 SeiteRC - 2miguelNoch keine Bewertungen
- QCG Pe 2020-02Dokument13 SeitenQCG Pe 2020-02Roosevelt A. SantosNoch keine Bewertungen
- Protective & Marine Coatings: Zinc Clad Ii PlusDokument4 SeitenProtective & Marine Coatings: Zinc Clad Ii Plusbhanu.kiranNoch keine Bewertungen
- Shell Gadus S5 V220 2: Performance, Features & Benefits Main ApplicationsDokument2 SeitenShell Gadus S5 V220 2: Performance, Features & Benefits Main ApplicationsWawanDarmawanNoch keine Bewertungen
- TDS Gadus S5 V220 2Dokument2 SeitenTDS Gadus S5 V220 2Nokiabhre WijayaNoch keine Bewertungen
- Carboguard 891: Selection & Specification DataDokument4 SeitenCarboguard 891: Selection & Specification DataPrakashNoch keine Bewertungen
- TarguardDokument4 SeitenTarguardMariela Tabata Calizaya ChipanaNoch keine Bewertungen
- Targuard PDFDokument4 SeitenTarguard PDFsofian juniardiNoch keine Bewertungen
- C H O AW: Hevron Ydraulic ILDokument2 SeitenC H O AW: Hevron Ydraulic ILAmir Reza RashidfarokhiNoch keine Bewertungen
- Material Test ReportDokument7 SeitenMaterial Test Reportjuan carlos suaNoch keine Bewertungen
- Standard STD 418-0007: OrientationDokument9 SeitenStandard STD 418-0007: OrientationMartynas StonysNoch keine Bewertungen
- Suneet Narayan Singh (Updated CV), NDokument4 SeitenSuneet Narayan Singh (Updated CV), Nnishant gajeraNoch keine Bewertungen
- HBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris PavlidisDokument4 SeitenHBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris Pavlidissagacious.ali2219Noch keine Bewertungen
- EY Enhanced Oil RecoveryDokument24 SeitenEY Enhanced Oil RecoveryDario Pederiva100% (1)
- Augocom Micro 768 Battery Tester User ManualDokument29 SeitenAugocom Micro 768 Battery Tester User ManualJorge PontonNoch keine Bewertungen
- Resource Access ControlDokument19 SeitenResource Access Controlusamadar707Noch keine Bewertungen
- 1.1 - Selectividad Acti9Dokument34 Seiten1.1 - Selectividad Acti9Bladimir MichelNoch keine Bewertungen
- Tamil NaduDokument64 SeitenTamil Nadushanpaga priyaNoch keine Bewertungen
- Tank Gauging TankvisionDokument31 SeitenTank Gauging Tankvisionkhangduongda3Noch keine Bewertungen
- Group Collaborative Activity TaskonomyDokument2 SeitenGroup Collaborative Activity TaskonomyTweeky SaureNoch keine Bewertungen
- Fluid Solids Operations: High HighDokument20 SeitenFluid Solids Operations: High HighPriscilaPrzNoch keine Bewertungen
- In Truth To Mollusca According To New Studies by J RutherfordDokument4 SeitenIn Truth To Mollusca According To New Studies by J RutherfordbalaiNoch keine Bewertungen
- Amc 20-21Dokument33 SeitenAmc 20-21Vasco M C SantosNoch keine Bewertungen
- University of Engineering and Technology TaxilaDokument5 SeitenUniversity of Engineering and Technology TaxilagndfgNoch keine Bewertungen
- EET - Formulas - Christmas TermDokument3 SeitenEET - Formulas - Christmas TermJMDNoch keine Bewertungen
- IMS Institute BelgradeDokument10 SeitenIMS Institute BelgradeBoško JanjuševićNoch keine Bewertungen
- Flash Memoir RevisedDokument3 SeitenFlash Memoir Revisedapi-511179803Noch keine Bewertungen
- Modern Views Catalogue/Sotheby's BenefitDokument36 SeitenModern Views Catalogue/Sotheby's BenefitStudio AdjayeNoch keine Bewertungen
- 9446 - Data Sheets Final PDFDokument17 Seiten9446 - Data Sheets Final PDFmarounNoch keine Bewertungen
- Mid-Year Examination, 2023 Science Year 7 1 HourDokument23 SeitenMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanNoch keine Bewertungen
- Deld12070 CC18 GT 371 C CDokument1 SeiteDeld12070 CC18 GT 371 C CDEBASIS BARMANNoch keine Bewertungen
- Chinese ArchitectureDokument31 SeitenChinese Architecturenusantara knowledge100% (2)
- Monthly Exam Part I Aurora English Course 1 (KD 1, KD2, PKD3)Dokument20 SeitenMonthly Exam Part I Aurora English Course 1 (KD 1, KD2, PKD3)winda septiaraNoch keine Bewertungen
- Laporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)Dokument10 SeitenLaporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)dede komalasariNoch keine Bewertungen