Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Management in English Language Teaching SummaryDokument2 SeitenManagement in English Language Teaching SummaryCarolina Lara50% (2)
- Practitioners Guide For Business Development Planning in FPOsDokument70 SeitenPractitioners Guide For Business Development Planning in FPOsMythreyi ChichulaNoch keine Bewertungen
- Your Electronic Ticket ReceiptDokument2 SeitenYour Electronic Ticket Receiptjoana12Noch keine Bewertungen
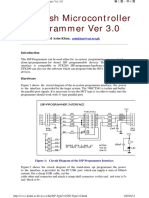
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDokument4 SeitenISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNoch keine Bewertungen
- Starkville Dispatch Eedition 12-9-18Dokument28 SeitenStarkville Dispatch Eedition 12-9-18The DispatchNoch keine Bewertungen
- IP Based Fingerprint Access Control & Time Attendance: FeatureDokument2 SeitenIP Based Fingerprint Access Control & Time Attendance: FeaturenammarisNoch keine Bewertungen
- In Partial Fulfillment of The Requirements For The Award of The Degree ofDokument66 SeitenIn Partial Fulfillment of The Requirements For The Award of The Degree ofcicil josyNoch keine Bewertungen
- Ssasaaaxaaa11111......... Desingconstructionof33kv11kvlines 150329033645 Conversion Gate01Dokument167 SeitenSsasaaaxaaa11111......... Desingconstructionof33kv11kvlines 150329033645 Conversion Gate01Sunil Singh100% (1)
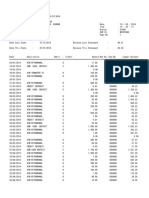
- Bank Statement SampleDokument6 SeitenBank Statement SampleRovern Keith Oro CuencaNoch keine Bewertungen
- Soneri Bank Compensation PolicyDokument20 SeitenSoneri Bank Compensation PolicySapii Mandhan100% (1)
- Digital Documentation Class 10 NotesDokument8 SeitenDigital Documentation Class 10 NotesRuby Khatoon86% (7)
- TT Class XII PDFDokument96 SeitenTT Class XII PDFUday Beer100% (2)
- RetrieveDokument8 SeitenRetrieveSahian Montserrat Angeles HortaNoch keine Bewertungen
- Codex Standard EnglishDokument4 SeitenCodex Standard EnglishTriyaniNoch keine Bewertungen
- AutoCAD Dinamicki Blokovi Tutorijal PDFDokument18 SeitenAutoCAD Dinamicki Blokovi Tutorijal PDFMilan JovicicNoch keine Bewertungen
- Load Sharing Strategies in Multiple Compressor Refrigeration SystemsDokument8 SeitenLoad Sharing Strategies in Multiple Compressor Refrigeration SystemsLiu YangtzeNoch keine Bewertungen
- Scope of Internet As A ICTDokument10 SeitenScope of Internet As A ICTJohnNoch keine Bewertungen
- Remuneration Is Defined As Payment or Compensation Received For Services or Employment andDokument3 SeitenRemuneration Is Defined As Payment or Compensation Received For Services or Employment andWitty BlinkzNoch keine Bewertungen
- Switch CondenserDokument14 SeitenSwitch CondenserKader GüngörNoch keine Bewertungen
- 6 AsianregionalismDokument32 Seiten6 AsianregionalismChandria Ford100% (1)
- Payment of GratuityDokument5 SeitenPayment of Gratuitypawan2225Noch keine Bewertungen
- Presentation - Prof. Yuan-Shing PerngDokument92 SeitenPresentation - Prof. Yuan-Shing PerngPhuongLoanNoch keine Bewertungen
- Notice For AsssingmentDokument21 SeitenNotice For AsssingmentViraj HibareNoch keine Bewertungen
- Staircase and Lintel As-03Dokument1 SeiteStaircase and Lintel As-03Divith B SannakkiNoch keine Bewertungen
- Tenancy Law ReviewerDokument19 SeitenTenancy Law ReviewerSef KimNoch keine Bewertungen
- LICDokument82 SeitenLICTinu Burmi Anand100% (2)
- (ACYFAR2) Toribio Critique Paper K36.editedDokument12 Seiten(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioNoch keine Bewertungen
- EE1000 DC Networks Problem SetDokument7 SeitenEE1000 DC Networks Problem SetAmit DipankarNoch keine Bewertungen
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFDokument13 SeitenKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisNoch keine Bewertungen