Das könnte Ihnen auch gefallen
- Preheat Temp CalculationDokument1 SeitePreheat Temp CalculationAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Welding Rod Cal (1) .Dokument7 SeitenWelding Rod Cal (1) .hakr5100% (1)
- Weld Consumable CalculatorDokument7 SeitenWeld Consumable CalculatorAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Weld CalculationsDokument12 SeitenWeld Calculationshakr5100% (1)
- Welding Coordinator WeldMap Weld Data Sheet PDFDokument1 SeiteWelding Coordinator WeldMap Weld Data Sheet PDFAlvaro Jhoel Quinteros RNoch keine Bewertungen
- CN7001 AdvancedConcreteTechnologyquestionbank PDFDokument6 SeitenCN7001 AdvancedConcreteTechnologyquestionbank PDFAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Calibracion Del VernierDokument11 SeitenCalibracion Del VernierJuan Carlos Alvarez SantoyoNoch keine Bewertungen
- Welding Symbols & Weld PreparationsDokument54 SeitenWelding Symbols & Weld PreparationsAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Heat TreatmentDokument19 SeitenHeat TreatmentAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- New Microsoft Office PowerPoint PresentationDokument1 SeiteNew Microsoft Office PowerPoint PresentationGbsReddyNoch keine Bewertungen
- Section 6 Spading and Blanking of Flanges PDFDokument2 SeitenSection 6 Spading and Blanking of Flanges PDFAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokument91 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Cwi Fun 8Dokument4 SeitenCwi Fun 8Amirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Part A Examination: Best of LuckDokument7 SeitenPart A Examination: Best of LuckAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Welding DefectsDokument12 SeitenWelding DefectsMOhammad AzHarNoch keine Bewertungen
- Cwi Fun 1Dokument7 SeitenCwi Fun 1Amirtha Thiyagaraajan Alagesan100% (1)
- Cwi Fun 7Dokument6 SeitenCwi Fun 7Amirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Weld Joint Geometry & SymbolsDokument9 SeitenWeld Joint Geometry & SymbolsAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Welddefects & Quality ControlDokument50 SeitenWelddefects & Quality ControlAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Aws Cwi Startup PresentationDokument1 SeiteAws Cwi Startup PresentationAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Appriciation To Ndt3.1Dokument162 SeitenAppriciation To Ndt3.1Amirtha Thiyagaraajan Alagesan100% (1)
- Welding Symbols & Weld PreparationsDokument54 SeitenWelding Symbols & Weld PreparationsAmirtha Thiyagaraajan AlagesanNoch keine Bewertungen
- Piping BasicsDokument29 SeitenPiping BasicsManoj Pratap SinghNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Foaming Capacity of SoapsDokument7 SeitenFoaming Capacity of SoapsTitas SarkarNoch keine Bewertungen
- Chapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)Dokument19 SeitenChapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)khannapuneetNoch keine Bewertungen
- STP 491-1971Dokument90 SeitenSTP 491-1971Tim SchouwNoch keine Bewertungen
- CreepDokument25 SeitenCreepORANG BiasaNoch keine Bewertungen
- Numerical Analysis For Energy Performance Optimization of Hollow Bricks For Roofing. Case Study - Hot Climate of AlgeriaDokument10 SeitenNumerical Analysis For Energy Performance Optimization of Hollow Bricks For Roofing. Case Study - Hot Climate of Algeriamah0809Noch keine Bewertungen
- Sarmica 2Dokument5 SeitenSarmica 2Akash RughaniNoch keine Bewertungen
- 2.0 Performance Evaluation of Mineral OperationsDokument35 Seiten2.0 Performance Evaluation of Mineral OperationsVitu Verctor ViyuyiNoch keine Bewertungen
- Rate Law and The Eyring EquationDokument11 SeitenRate Law and The Eyring EquationManjunath.RNoch keine Bewertungen
- Sop of UV HPLCDokument5 SeitenSop of UV HPLCSachin S RaneNoch keine Bewertungen
- Module - 8 Primary-TreatmentDokument26 SeitenModule - 8 Primary-TreatmentARSLAN MASOODNoch keine Bewertungen
- D 3969 - 85 r94 - Rdm5njktodvsotqDokument3 SeitenD 3969 - 85 r94 - Rdm5njktodvsotqjorge armandoNoch keine Bewertungen
- Assignment 1Dokument3 SeitenAssignment 1Miraj savani100% (1)
- DDFC Boiler Effeciency AnalysisDokument21 SeitenDDFC Boiler Effeciency AnalysisPublic DemandNoch keine Bewertungen
- Asphalt Mixing Plants: 2.1 GeneralDokument13 SeitenAsphalt Mixing Plants: 2.1 GeneralIruna HupaloNoch keine Bewertungen
- International Journal of Current Research in Biosciences and Plant BiologyDokument12 SeitenInternational Journal of Current Research in Biosciences and Plant BiologyFrancisco C. Gonçalves GonçalvesNoch keine Bewertungen
- En 1.4301Dokument1 SeiteEn 1.4301sheinilaNoch keine Bewertungen
- Ketaspire Peek Avaspire Paek: High-Performance PolyketonesDokument2 SeitenKetaspire Peek Avaspire Paek: High-Performance PolyketonesnhzaidiNoch keine Bewertungen
- Icml Mla IDokument3 SeitenIcml Mla IDeepak100% (1)
- European Polymer Journal: SciencedirectDokument12 SeitenEuropean Polymer Journal: SciencedirectNgoc Hanh CaoNoch keine Bewertungen
- Physics Today: Quantum CriticalityDokument8 SeitenPhysics Today: Quantum CriticalityAndré RojasNoch keine Bewertungen
- hssc0500t Chaptest ADokument6 Seitenhssc0500t Chaptest AAseel AburajabNoch keine Bewertungen
- Particulate Nature of MatterDokument4 SeitenParticulate Nature of MatterSandy ItabNoch keine Bewertungen
- Bioscrn PDFDokument69 SeitenBioscrn PDFNicolas CancioNoch keine Bewertungen
- Chinook-Services-Wellsite GeologyDokument6 SeitenChinook-Services-Wellsite Geologyincharge geologistNoch keine Bewertungen
- DOT Pipeline RepairsDokument18 SeitenDOT Pipeline RepairsSeng HeangNoch keine Bewertungen
- Opportunities and Limits of 2k Injection MouldingDokument22 SeitenOpportunities and Limits of 2k Injection Mouldingsa_arunkumarNoch keine Bewertungen
- Omnirad 819 - EN PDS 2Dokument3 SeitenOmnirad 819 - EN PDS 2brausenpaulNoch keine Bewertungen
- Plate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGDokument38 SeitenPlate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGArnoldo OlivaNoch keine Bewertungen
- Effect of Irrigation and Stainless Steel Drills On Dental Implant Bed Heat GenerationDokument10 SeitenEffect of Irrigation and Stainless Steel Drills On Dental Implant Bed Heat GenerationIsabel XochihuaNoch keine Bewertungen
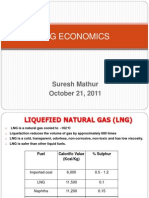
- LNG EconomicsDokument19 SeitenLNG EconomicsCal67% (3)