Das könnte Ihnen auch gefallen
- Welding - Ferritic Stainless Steel 1.4003Dokument9 SeitenWelding - Ferritic Stainless Steel 1.4003Danut RusNoch keine Bewertungen
- Welding Journal 12 CR Paper December 2008Dokument11 SeitenWelding Journal 12 CR Paper December 2008dhurushaNoch keine Bewertungen
- J Matpr 2021 06 081Dokument8 SeitenJ Matpr 2021 06 081SREEJITH S NAIR100% (1)
- Jurnal PengelasanDokument10 SeitenJurnal Pengelasanyudha mamotsNoch keine Bewertungen
- Metalurgia Física ModernaDokument20 SeitenMetalurgia Física ModernaMariliaFrancoNoch keine Bewertungen
- MainDokument9 SeitenMainartur.kaliszykNoch keine Bewertungen
- Study of PlasmaDokument12 SeitenStudy of PlasmaFerdinando Marco Rodrigues BorgesNoch keine Bewertungen
- Wang 2011Dokument7 SeitenWang 2011wallisonkennedy014Noch keine Bewertungen
- A Comparative Study Into The Fracture Toughness Properties of Duplex Stainless SteelsDokument9 SeitenA Comparative Study Into The Fracture Toughness Properties of Duplex Stainless Steelscehamos882Noch keine Bewertungen
- Tandem Metal Inert Gas Process For High Productivity Wire Arc Additive Manufacturing in Stainless SteelDokument13 SeitenTandem Metal Inert Gas Process For High Productivity Wire Arc Additive Manufacturing in Stainless Steelfereidoon marefatNoch keine Bewertungen
- Questão 01Dokument17 SeitenQuestão 01eduardoNoch keine Bewertungen
- Journal of Manufacturing Processes: Jastej Singh, A.S. ShahiDokument10 SeitenJournal of Manufacturing Processes: Jastej Singh, A.S. ShahiSorabh SinghalNoch keine Bewertungen
- 1 s2.0 S1005030215002108 MainDokument9 Seiten1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNoch keine Bewertungen
- Cladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Dokument13 SeitenCladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Rami GhorbelNoch keine Bewertungen
- SSC DWDokument4 SeitenSSC DWsanketpavi21Noch keine Bewertungen
- Welding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFDokument11 SeitenWelding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFKhalid HafezNoch keine Bewertungen
- Characterization of Fe-C-Cr Based ESAB Hardfacing AlloysDokument10 SeitenCharacterization of Fe-C-Cr Based ESAB Hardfacing AlloysVedaant ShahNoch keine Bewertungen
- Huang 2016Dokument9 SeitenHuang 2016Rami GhorbelNoch keine Bewertungen
- Zou 2015Dokument9 SeitenZou 2015anandhunehNoch keine Bewertungen
- Effect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelDokument6 SeitenEffect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelMatheus BoligonNoch keine Bewertungen
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDokument13 SeitenMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNoch keine Bewertungen
- Environmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded JointsDokument6 SeitenEnvironmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded Jointsk.touilebNoch keine Bewertungen
- Microstructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessDokument18 SeitenMicrostructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessTJPRC PublicationsNoch keine Bewertungen
- Materials Science & Engineering A: Jun He, Lin Chen, Zihui Guo, Huihui Zhi, Stoichko Antonov, Yanjing SuDokument10 SeitenMaterials Science & Engineering A: Jun He, Lin Chen, Zihui Guo, Huihui Zhi, Stoichko Antonov, Yanjing SuJuan José Leiva AlegreNoch keine Bewertungen
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Dokument17 SeitenMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNoch keine Bewertungen
- Weld Cladding Overlay - Topics by ScienceDokument73 SeitenWeld Cladding Overlay - Topics by ScienceMichael TayactacNoch keine Bewertungen
- Shreya S 2019Dokument8 SeitenShreya S 2019Ilmal YaqinNoch keine Bewertungen
- Metallurgy and Processing of Ultralow Carbon Bake Hardening SteelsDokument14 SeitenMetallurgy and Processing of Ultralow Carbon Bake Hardening SteelsvictorNoch keine Bewertungen
- Investigation On The Fusion Zone Microstructures and Mechanical Integrity of AISI 904L and Inconel 625 Weld JointsDokument24 SeitenInvestigation On The Fusion Zone Microstructures and Mechanical Integrity of AISI 904L and Inconel 625 Weld JointsMahnooshNoch keine Bewertungen
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDokument12 SeitenWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNoch keine Bewertungen
- The Electrodeposition of Ternary Fe-Cr-Ni AlloysDokument28 SeitenThe Electrodeposition of Ternary Fe-Cr-Ni AlloysMariianiita SalvatoreNoch keine Bewertungen
- Tandem MIG process-WAAM in Stainless Steel-2018Dokument12 SeitenTandem MIG process-WAAM in Stainless Steel-2018fereidoon marefatNoch keine Bewertungen
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Dokument16 SeitenEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178Noch keine Bewertungen
- Welding of Stainless SteelsDokument48 SeitenWelding of Stainless SteelsRamzi BEN AHMEDNoch keine Bewertungen
- The Role of Shielding GasDokument13 SeitenThe Role of Shielding Gasdev-nullNoch keine Bewertungen
- Research ArticleDokument8 SeitenResearch ArticleSreejith S NairNoch keine Bewertungen
- Effectof Welding Processeson Microstructure MechanicalDokument12 SeitenEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNoch keine Bewertungen
- Duplex Stainless SteelsDokument24 SeitenDuplex Stainless Steelsbhavesh nakumNoch keine Bewertungen
- A11 PDFDokument15 SeitenA11 PDFJunaid AkhtarNoch keine Bewertungen
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDokument9 SeitenTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNoch keine Bewertungen
- Weldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. BasakDokument30 SeitenWeldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. Basakkamal touilebNoch keine Bewertungen
- Y-Ferrite Questions and AnswersDokument2 SeitenY-Ferrite Questions and AnswersYousef AlipourNoch keine Bewertungen
- 10 1016@j JCSR 2019 03 017 PDFDokument13 Seiten10 1016@j JCSR 2019 03 017 PDFDeni JaelaniNoch keine Bewertungen
- Additive Manufacturing: Research PaperDokument12 SeitenAdditive Manufacturing: Research PaperElina AkbarzadeNoch keine Bewertungen
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDokument10 SeitenEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoNoch keine Bewertungen
- Bake Hardening SteelDokument15 SeitenBake Hardening SteelAnoop KizhakathNoch keine Bewertungen
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesDokument227 SeitenPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayeNoch keine Bewertungen
- 1 s2.0 S0030399212005762 MainDokument12 Seiten1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNoch keine Bewertungen
- Effect of Spot Welding Parameters On Tensile Properties of DP 600 Steel Sheet JointsDokument10 SeitenEffect of Spot Welding Parameters On Tensile Properties of DP 600 Steel Sheet Jointsregilo9715Noch keine Bewertungen
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDokument7 SeitenGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNoch keine Bewertungen
- ArunDokument14 SeitenArunAyanokoji kunNoch keine Bewertungen
- Manikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Dokument13 SeitenManikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Sayiram GNoch keine Bewertungen
- Guidelines For Stainlesssteel WeldingDokument90 SeitenGuidelines For Stainlesssteel Weldingquiron2010Noch keine Bewertungen
- Study On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsDokument11 SeitenStudy On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsChanthar SoeNoch keine Bewertungen
- Investigation of Mechanical Properties and Microstructure of GTAW On Dissimilar MetalsDokument3 SeitenInvestigation of Mechanical Properties and Microstructure of GTAW On Dissimilar Metalskamal touilebNoch keine Bewertungen
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialDokument17 SeitenMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDNoch keine Bewertungen
- Stainless Steel Applications in Electrical EngineeringDokument9 SeitenStainless Steel Applications in Electrical EngineeringUmang SoniNoch keine Bewertungen
- Duplex Ss WPSDokument8 SeitenDuplex Ss WPSVinu Raveendran100% (1)
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniDokument14 SeitenCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryNoch keine Bewertungen
- Direct Filling GoldDokument49 SeitenDirect Filling Goldjtsnthkrl0% (2)
- Building DefectDokument9 SeitenBuilding DefectMohd Adib Abd TalibNoch keine Bewertungen
- AQA - Chemistry - Using Resources - GraspIT - GCSE - NO SPACESDokument4 SeitenAQA - Chemistry - Using Resources - GraspIT - GCSE - NO SPACESBenjamin WatsonNoch keine Bewertungen
- Nor-Cal To SBSC NW (KF) Fittings Cross-ReferenceDokument5 SeitenNor-Cal To SBSC NW (KF) Fittings Cross-Referenceherysyam1980Noch keine Bewertungen
- Full Download Book Recent Advances and Applications of Thermoset Resins PDFDokument41 SeitenFull Download Book Recent Advances and Applications of Thermoset Resins PDFjoe.silva921100% (21)
- Conveyor Belt StandardsDokument7 SeitenConveyor Belt Standardssuraia100% (1)
- Boeing FastenersDokument40 SeitenBoeing Fastenersskynorth100% (16)
- Comparison of Gas Dehydration Methods Based On Energy Consumption PDFDokument6 SeitenComparison of Gas Dehydration Methods Based On Energy Consumption PDFABULARA2K6Noch keine Bewertungen
- Ac2xy F Na2xyDokument3 SeitenAc2xy F Na2xyLombrea AdrianNoch keine Bewertungen
- Tds Nexbase 3060Dokument2 SeitenTds Nexbase 3060RMascilNoch keine Bewertungen
- Review of GTAW Welding ParametersDokument14 SeitenReview of GTAW Welding Parameterskervyn SáenzNoch keine Bewertungen
- Civil Estimate With BoqDokument88 SeitenCivil Estimate With Boqsagar pradhanNoch keine Bewertungen
- Elcometer 128 Pictorial Surface Standards Data SheetDokument2 SeitenElcometer 128 Pictorial Surface Standards Data SheetBalaji GuruNoch keine Bewertungen
- Meadow Burke Innovating Tilt-Up Construction 2013 PDFDokument122 SeitenMeadow Burke Innovating Tilt-Up Construction 2013 PDFFeliciano Leiva EstradaNoch keine Bewertungen
- IMI CCI Product 840seriesDokument4 SeitenIMI CCI Product 840seriesArdhi WibowoNoch keine Bewertungen
- Catalog of Hoop Earring-2-1Dokument10 SeitenCatalog of Hoop Earring-2-1Jafeth VargasNoch keine Bewertungen
- Devulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideDokument11 SeitenDevulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideJose Perez100% (1)
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDokument20 SeitenMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNoch keine Bewertungen
- Blaze Master Installation and Specification ManualDokument33 SeitenBlaze Master Installation and Specification ManualHESuarez100% (1)
- c1231 - 1SUSP40 PW PDFDokument36 Seitenc1231 - 1SUSP40 PW PDFrachelsantoso5259Noch keine Bewertungen
- Wire Mesh AhmedabadDokument22 SeitenWire Mesh AhmedabadHina Thetenders.comNoch keine Bewertungen
- Champion Industrial Spark Plugs - Digipubz PDFDokument56 SeitenChampion Industrial Spark Plugs - Digipubz PDFhendntdNoch keine Bewertungen
- Sokalan RO - Performance ChemicalsDokument8 SeitenSokalan RO - Performance ChemicalsshoyebNoch keine Bewertungen
- Ultraform N2320 003 BK120 Q600Dokument2 SeitenUltraform N2320 003 BK120 Q600JoelNoch keine Bewertungen
- Classification of SteelsDokument3 SeitenClassification of SteelsHaider EjazNoch keine Bewertungen
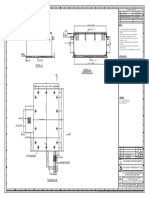
- Section - 1-1 Section - 2-2 (Showing R/F Det.) : Rajasthan State Gas LimitedDokument1 SeiteSection - 1-1 Section - 2-2 (Showing R/F Det.) : Rajasthan State Gas Limitedsumit kumarNoch keine Bewertungen
- En 1090 2 Ex3 PDFDokument1 SeiteEn 1090 2 Ex3 PDFlai nguyenNoch keine Bewertungen
- Modification of Dielectric Properties, After Barium Titanate Nanoparticles Sintering, From A Thermoplastic Polymer MatrixDokument6 SeitenModification of Dielectric Properties, After Barium Titanate Nanoparticles Sintering, From A Thermoplastic Polymer MatrixScarlatache VladNoch keine Bewertungen
- CE8011 Design of Prestressed Concrete Structure - by WWW - Learnengineering.inDokument185 SeitenCE8011 Design of Prestressed Concrete Structure - by WWW - Learnengineering.inSourav DasNoch keine Bewertungen
- 5070 - w18 - Ms - 21 CIE O Level ChemistryDokument11 Seiten5070 - w18 - Ms - 21 CIE O Level ChemistryRichard シNoch keine Bewertungen
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Von EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Noch keine Bewertungen
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetVon EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetBewertung: 4.5 von 5 Sternen4.5/5 (10)
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (138)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeVon EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeBewertung: 4.5 von 5 Sternen4.5/5 (59)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyVon EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsVon EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNoch keine Bewertungen
- Summary of Taiichi Ohno's Taiichi Ohno's Workplace ManagementVon EverandSummary of Taiichi Ohno's Taiichi Ohno's Workplace ManagementNoch keine Bewertungen
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownVon EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNoch keine Bewertungen
- Troubleshooting and Repair of Diesel EnginesVon EverandTroubleshooting and Repair of Diesel EnginesBewertung: 1.5 von 5 Sternen1.5/5 (2)
- Geotechnical Engineering Calculations and Rules of ThumbVon EverandGeotechnical Engineering Calculations and Rules of ThumbBewertung: 4 von 5 Sternen4/5 (17)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesVon EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNoch keine Bewertungen
- Compendium of Best Practices in Road Asset ManagementVon EverandCompendium of Best Practices in Road Asset ManagementNoch keine Bewertungen
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementVon EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementNoch keine Bewertungen
- Rock Fracture and Blasting: Theory and ApplicationsVon EverandRock Fracture and Blasting: Theory and ApplicationsBewertung: 5 von 5 Sternen5/5 (2)