Das könnte Ihnen auch gefallen
- The Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Dokument10 SeitenThe Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Jagdish RanaNoch keine Bewertungen
- RUDARPURDokument2 SeitenRUDARPURJagdish RanaNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Crucibles Catalogue (E) - .PDF - DownloadassetDokument16 SeitenCrucibles Catalogue (E) - .PDF - DownloadassetJagdish RanaNoch keine Bewertungen
- Role of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MDokument7 SeitenRole of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MJagdish RanaNoch keine Bewertungen
- TO, Agarwal Packers & Movers Ltd. SubDokument3 SeitenTO, Agarwal Packers & Movers Ltd. SubJagdish RanaNoch keine Bewertungen
- Tolerancias JS-13Dokument8 SeitenTolerancias JS-13FlavioNocelli100% (1)
- HP Spray Gun With CupDokument1 SeiteHP Spray Gun With CupJagdish RanaNoch keine Bewertungen
- The Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Dokument10 SeitenThe Role of Strontium in Modifying Aluminium-Silicon Alloys: Acta Materialia May 2012Jagdish RanaNoch keine Bewertungen
- Ticket PrintDokument1 SeiteTicket PrintJagdish RanaNoch keine Bewertungen
- AlcoTec Aluminum Technical GuideDokument40 SeitenAlcoTec Aluminum Technical Guidelth770310Noch keine Bewertungen
- Dypdc Viewbook 2016 2Dokument20 SeitenDypdc Viewbook 2016 2Jagdish RanaNoch keine Bewertungen
- Nital Preparation PDFDokument3 SeitenNital Preparation PDFAnonymous aJJCjpGaCNoch keine Bewertungen
- Tensile Test Specimen Specification For As Cast Part: L B A B TDokument1 SeiteTensile Test Specimen Specification For As Cast Part: L B A B TJagdish RanaNoch keine Bewertungen
- Tabla de Carta de ControlDokument1 SeiteTabla de Carta de ControlKeyLa MaEstre RiCaurteNoch keine Bewertungen
- Talk The TalkDokument25 SeitenTalk The TalkJagdish RanaNoch keine Bewertungen
- Casting ProcessDokument61 SeitenCasting Processankitsharma9119Noch keine Bewertungen
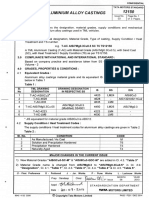
- Cast - STND TS121505Dokument3 SeitenCast - STND TS121505Jagdish RanaNoch keine Bewertungen
- Micro Vickers Hardness Testing MachineDokument2 SeitenMicro Vickers Hardness Testing MachineJagdish RanaNoch keine Bewertungen
- Structure and Properties of Aluminium-Magnesium Casting Alloys After Heat TreatmenDokument10 SeitenStructure and Properties of Aluminium-Magnesium Casting Alloys After Heat TreatmenJagdish Rana100% (1)
- Bed Plate Tensile ReportDokument2 SeitenBed Plate Tensile ReportJagdish RanaNoch keine Bewertungen
- Data AnalysisDokument7 SeitenData Analysisapi-3722792Noch keine Bewertungen
- Entrance Test ResultDokument5 SeitenEntrance Test ResultJagdish RanaNoch keine Bewertungen
- Blank Grid WorksheetDokument1 SeiteBlank Grid WorksheetJagdish RanaNoch keine Bewertungen
- 1.0 Bed Plate PP PPK REPORTDokument11 Seiten1.0 Bed Plate PP PPK REPORTJagdish RanaNoch keine Bewertungen
- Mod SR PDFDokument8 SeitenMod SR PDFJagdish RanaNoch keine Bewertungen
- 1.0 Bed Plate PP PPK REPORTDokument11 Seiten1.0 Bed Plate PP PPK REPORTJagdish RanaNoch keine Bewertungen
- InsertDokument48 SeitenInsertJagdish RanaNoch keine Bewertungen
- 16 Social Justice and EmpowermentDokument72 Seiten16 Social Justice and EmpowermentJagdish RanaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 1.solid Mechanics-Introduction Normal Stress (CE1201)Dokument35 Seiten1.solid Mechanics-Introduction Normal Stress (CE1201)Md. Minhazur Rashid AdnanNoch keine Bewertungen
- 05/30/2022 1 DR R HaldarDokument62 Seiten05/30/2022 1 DR R HaldarSuman GhoshNoch keine Bewertungen
- Vicks Vaporizer v100Dokument2 SeitenVicks Vaporizer v100eddieyetNoch keine Bewertungen
- 12 04 14 SR - Iplco Chemistry Assignment 2Dokument6 Seiten12 04 14 SR - Iplco Chemistry Assignment 2Gadde Gopala Krishna0% (1)
- Win MailDokument655 SeitenWin Mailsush22dasguptaNoch keine Bewertungen
- PIS - Product Information Sheet - Sulfamic AcidDokument2 SeitenPIS - Product Information Sheet - Sulfamic AcidSalsabilaAzisNoch keine Bewertungen
- Analytical Chemistry 14-6-20Dokument15 SeitenAnalytical Chemistry 14-6-20Zakiah Dzul UmmahNoch keine Bewertungen
- Chapter 1 Liquid Overfeed SystemsDokument14 SeitenChapter 1 Liquid Overfeed SystemsJose Mendoza100% (2)
- Physical Science Week 5 - 6Dokument14 SeitenPhysical Science Week 5 - 6Aleli Joy Profugo Dalisay100% (1)
- CarbonicAnhydrases Manuscript withDOIDokument11 SeitenCarbonicAnhydrases Manuscript withDOIFadhil MiftahulNoch keine Bewertungen
- G3632-50T NDokument2 SeitenG3632-50T Nfathan jefriansyahNoch keine Bewertungen
- Quantitative Estimation of Vitamin C (Ascorbic Acid) by IodimetryDokument9 SeitenQuantitative Estimation of Vitamin C (Ascorbic Acid) by IodimetryDeepak PradhanNoch keine Bewertungen
- Idk 2Dokument32 SeitenIdk 2FUTARONoch keine Bewertungen
- MR 647792en 2020 01Dokument238 SeitenMR 647792en 2020 01Yerk ManNoch keine Bewertungen
- Assignment 1 Kmk22004 Industrial MicrobiologyDokument4 SeitenAssignment 1 Kmk22004 Industrial Microbiologyaliaanis386Noch keine Bewertungen
- Chemosphere: Xiaofeng Jiang, Wenjun Long, Liangqiong Peng, Teng Xu, Faming He, Yuling Tang, Wenhua ZhangDokument9 SeitenChemosphere: Xiaofeng Jiang, Wenjun Long, Liangqiong Peng, Teng Xu, Faming He, Yuling Tang, Wenhua ZhangSofía PizarroNoch keine Bewertungen
- Chlorine Efficacy: Michel Van Schaik, Aquaox LLCDokument5 SeitenChlorine Efficacy: Michel Van Schaik, Aquaox LLCIsmailNoch keine Bewertungen
- DABCO - Evonik Catalyst CatalogueDokument9 SeitenDABCO - Evonik Catalyst CataloguePhuong The Nguyen100% (1)
- Die Casting EngineeringDokument400 SeitenDie Casting Engineeringmadi97% (31)
- Expt 6Dokument9 SeitenExpt 6Gracelle AnneNoch keine Bewertungen
- Enduro FRP Cable Management Systems Catalog 05-11Dokument44 SeitenEnduro FRP Cable Management Systems Catalog 05-11xaaabbb_550464353Noch keine Bewertungen
- Pre-Laboratory Activity: Chemical Activity and Corrosion of MetalsDokument4 SeitenPre-Laboratory Activity: Chemical Activity and Corrosion of MetalsMigs MlaNoch keine Bewertungen
- OxyGuard Quick Guide CO2, NaCl, TGPDokument1 SeiteOxyGuard Quick Guide CO2, NaCl, TGPGregorio JofréNoch keine Bewertungen
- Mobil-Branded Refrigeration Lubricant Selection Guide For Industrial SystemsDokument2 SeitenMobil-Branded Refrigeration Lubricant Selection Guide For Industrial Systemskskr_44100% (1)
- Data Sheet-Roofstar - enDokument1 SeiteData Sheet-Roofstar - enContratistas y Servicios GeneralesNoch keine Bewertungen
- Concept of Acid and Base: By, Lipsa Samal Asst. Prof (Pa & Qa), SPLS, CutmDokument7 SeitenConcept of Acid and Base: By, Lipsa Samal Asst. Prof (Pa & Qa), SPLS, Cutmkenjistorage1Noch keine Bewertungen
- Mil C 7438Dokument28 SeitenMil C 7438sohail goharNoch keine Bewertungen
- Lec 1 - MCDokument15 SeitenLec 1 - MCDivyam JainNoch keine Bewertungen
- Resin Based Restorative Dental Materials. Characteristics and Future PerspectivesDokument13 SeitenResin Based Restorative Dental Materials. Characteristics and Future PerspectivesDan MPNoch keine Bewertungen
- A 962 - A 962M - 16b Material Requirement of Bolting For Cryogenic ServiceDokument12 SeitenA 962 - A 962M - 16b Material Requirement of Bolting For Cryogenic ServiceThái Đạo Phạm LêNoch keine Bewertungen