Beruflich Dokumente
Kultur Dokumente
Load-Force-Adaptive Outlet Throttling - An Easily Commissionable
Hochgeladen von
back1949Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Load-Force-Adaptive Outlet Throttling - An Easily Commissionable
Hochgeladen von
back1949Copyright:
Verfügbare Formate
Proceedings of the BATH/ASME 2016 Symposium on Fluid Power and Motion Control
FPMC2016
September 7-9, 2016, Bath, UK
FPMC2016-1793
LOAD-FORCE-ADAPTIVE OUTLET THROTTLING – AN EASILY COMMISSIONABLE
INDEPENDENT METERING CONTROL STRATEGY
Jan Lübbert André Sitte
Research Assistant Research Assistant
eMail: luebbert@ifd.mw.tu-dresden.de Institute of Fluid Power, Technische Universität
Institute of Fluid Power, Technische Universität Dresden, Helmholtzstraße 7a, 01069 Dresden, Germany
Dresden, Helmholtzstraße 7a, 01069 Dresden, Germany
Benjamin Beck Prof. Jürgen Weber
Research Assistant Head of Institute
Institute of Fluid Power, Technische Universität Institute of Fluid Power, Technische Universität
Dresden, Helmholtzstraße 7a, 01069 Dresden, Germany Dresden, Helmholtzstraße 7a, 01069 Dresden, Germany
ABSTRACT
1 INTRODUCTION
This paper deals with a novel independent metering valve
system which is intended to be used in medium sized mobile Increasing energy costs and tightened environmental regu-
machines. The system uses a mechanical pressure compensator lations are the highest motivations to constantly push new de-
to enable a very simple SISO control algorithm which does not velopments relating mobile hydraulics. This demands for en-
need any feedback parameters to be adjusted. The algorithm is ergy-efficient and still well-controllable hydraulic drives for
capable of handling resistive and pulling loads at a certain de- mobile working machines. It becomes more and more difficult
sired velocity and inlet chamber pressure level. The paper gives to meet these increasing requirements with currently common
a brief summary of the systematic approach to deriving the flow sharing systems using coupled-metering-valves for flow
valves structure and compares different control approaches for control into and out of an actuator. Therefore, research in the
the complete hydraulic system comprising several actuators. fields of hydraulic systems moves its focus more on alternative
Special emphasis is given to the preferred solution, which is valve structures, especially those using independent metering.
verified on a laboratory test rig consisting of reasonably priced It seems that there is a high need for research since the idea
mobile machine components. Furthermore a linear model of of independent metering is quite old [1] but has not made the
system and control structure is constructed to give detailed in- step into large serial production yet. Only few examples of in-
formation regarding the dynamic characteristics of the con- dependent metering valve systems are available on the market,
trolled drive. The energetic benefits of the novel system archi- like the Incova system by HUSCO or the Ultronics valve block
tecture in comparison to a standard coupled metering flow shar- offered by Eaton Corp. [2; 3]. In contrast to that much research
ing system are investigated by means of a levelling movement on independent metering has been published in the last decade.
performed on the test rig and a simulated synthetic high power Many of the proposed systems are efficient and sophisticated,
digging cycle. but rely on expensive hardware structures with many valves and
sensors or complex control algorithms, both hindering the trans-
Keywords: independent metering, mobile machines, struc- fer into industry. An example of such a machine concept is the
tural design, control strategy, energy efficiency
1 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
STEAM excavator prototype developed at the IFAS in Aachen, usage of modern electrohydraulic systems to enable system
Germany, using six switching and two proportional valves per control by means of software.
cylinder, an extra pressure rail and accumulators [4]. The basic idea of the method is to split up the system into
There exist several approaches to overcome the acceptance is- different functional areas. These are the operator input inter-
sues as described below. face, controllers implemented as software on an ECU, the hy-
Reducing the amount of sensors involved into the hardware draulic power delivery and the valve system(s) for power rout-
setup enables a higher reliability and lowers investment costs. ing.
Two solution approaches, developed by the authors, monitor ei- For each of these subsystems a separate solution can be
ther the valve stroke of an individual pressure compensator [5] found. The solutions are then combined to a suitable complete
or one pressure signal [6]. Both have been found to perform dy- system. For the excavator implement as a specific application
namically relatively poor, thus emphasizing the need for addi- the operator interface and consumers are given. Furthermore an
tional sensor information, like most other approaches use. electronically controlled variable displacement pump is used as
Attempts to simplify the control of an independent meter- a state of the art solution for supplying an electrohydraulically
ing system by shifting some of the control tasks back into hard- controlled system. The resulting system architecture compris-
ware have been carried out by Eriksson [7]. He uses single-var- ing hardware and software modules is displayed in Figure 1.
iable control loops (SISO) and mechanically pressure compen- The next chapters deal with the remaining parts valve sys-
sated Valvistor valves. Unfortunately the bidirectional Valvis- tem and control software.
tors he proposes are not commercially available and therefore
replaced by an equivalent composition of standard components.
Another attempt to reduce control and hardware effort at
the same time is being developed by Vukovic [8]. He uses a
single flow control valve for one axis to obtain energy efficient
and well controllable operation, which requires only a single
variable open loop control; but active pressure control is sacri-
ficed. Experimental results have not been published yet.
Novel approach. The solution approach presented in this
paper bases on the “classical” independent metering principle
using two throttling valves; one for the inlet and one for the
outlet volume flow. This way the objective of controlling pres-
sure and velocity independently is not compromised. In contrast
to other concepts using multiple-input-multiple-output control FIGURE 1: System architecture for excavator implement
techniques (MIMO) the controller structure presented here ba-
ses on a very simple SISO concept which does not need any 3 VALVE SYSTEM
feedback gains to be tuned, thus enabling easy commissioning
and high robustness. The basic idea is to set the throttling valves There already exist many independent metering valve lay-
for a steady state defined by the desired velocity and inlet cham- outs in literature. The main differences between the approaches
ber pressure and the currently acting load force independently are the kind and number of throttling valves, e.g. 3/3-way-
from the current velocity and chamber pressures. The controlled valves or 2/2-way-valves. Some setups use additional switching
axis transitions to the desired operation point by “itself” without valves or pressure compensators. An extract of the solution
being dynamically excited to unintended oscillations. space for developing a valve structure is shown in Figure 2.
Structure of this paper. After giving a brief description of The objectives for assessing the solution space were implemen-
the system development approach in section 2 and the resulting tation of the highest possible flexibility regarding functionality,
hardware structure in section 3 the system control strategy is in particular the ability to drive all possible advanced operation
explained and experimentally verified in section 4. Special at- modes, and at the same time meeting the legal safety require-
tention is given to the dynamic characteristics of the controlled ments on a mobile machine. Furthermore component and piping
axis by introducing a linear model. effort were taken into account in the evaluation process. This
In section 5 the energetic benefits of the novel system are process is described in more detail in [5].
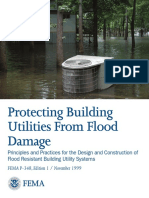
shown for two different application cases; a low load levelling The favoured solution used for the prototype (pre-compen-
movement performed at a test rig and a simulated synthetic high sation and downstream metering) is shown in Figure 3. Two
power digging cycle. The paper ends with a summary of the 2/2-way valves throttle the volume flows into and out of each
most important results and an outlook in section 6. cylinder chamber. Four switching valves connect each chamber
either to low or to high pressure. This enables to switch the di-
rection of movement and different operation modes. These
2 SYSTEM DESIGN APPROACH
switch valves are leakage-free to hold the working implement
The hardware structure presented in this paper is the out- in position when it is not in motion.
come of preliminary research at the IFD. The author of [9] de-
veloped a systematic approach to deriving suitable hardware
layouts for different applications. A general assumption is the
2 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
Upstream- Downstream- A pressure compensator regulates the high pressure flow in
Valve Arrangement
Metering Metering such a way that the pressure drop over the inlet throttling valve
remains constant regardless of pump and inlet chamber pres-
sure. Switch valve 7 selects which chamber pressure is fed back
pA pB pA pB
to the pressure compensator. With the help of two pressure sen-
sors the load force acting at the cylinder piston is captured.
u1 u2
u1 u2
p0 pT p0 pT 4 CONTROL STRATEGY
Flow Control
The control strategy described in this paper comprises two
Non Compensated
levels (see Figure 1). These are setting velocity and target pres-
pA pB pA pB
pA pB sure for each consumer to achieve energy-efficient operation of
u1 u2 multiple actuators at once (Main Control Task) and velocity and
pressure control at each single consumer to actually achieve the
u1 u2 u1 u2 desired pressures and velocities which are set by the main con-
p0 pT trol (Actuator Control Task). The third part of this section is
p0 pT p0 pT
dedicated to the dynamic characteristics of the single axis work-
ing in a closed loop together with the actuator control.
pA pB pA pB
Pre-Compensated
pA pB 4.1 MAIN CONTROL
u1 Independent metering opens up the ability to control a sec-
u2 ond degree of freedom for a hydraulic axis. In addition to tradi-
tional velocity control also the inlet chamber pressure of each
p0 pT consumer is controlled to match a certain set value. Calculating
p0 pT p0 pT these target values is the task of the main control.
Target velocities. In normal operation the desired veloci-
pA
pA pB pB ties the operator demands via the joysticks are directly trans-
Post-Compensated
pA pB
ferred to the actuator control. However, the operator might wish
to move the consumers so fast that the pump is unable to pro-
vide the required overall volume flow. In this case counter-
measures must be taken by the control software because with
u1 u2
p0 pT
the upstream pressure compensator principle the highest loaded
consumer will slow down while the others maintain their target
p0 pT p0 pT velocities. This would change the shape of the implement’s
movement. The main control calculates the volume flow needed
FIGURE 2: Structural variants for independent metering valve for the operator’s velocity commands and checks whether un-
systems [9] dersupply would occur or not. If it would, all velocities are
scaled down so that exactly the highest possible pump flow is
actually needed. This way the operator experiences the same
behaviour as with a flow sharing system incorporating down-
U 9 10 p stream pressure compensators.
p U Target inlet pressures. When operating several consum-
1 2 ers at once high throttling losses occur at the lower loaded con-
7 sumers. In common load-compensated systems this usually
happens at the throttling edge of the individual pressure com-
3 4 5 6
pensators (IPCs). In [5] the author suggests to shift the inlet
pressure of the lower loaded consumers up to the one of the
highest loaded consumer by throttling the outlet volume flow.
This raises the maximal resistive load force up to which a dif-
8
ferential cylinder can be extended in high pressure regeneration
(see Figure 4). This mode saves a lot of energy by decreasing
1 – 2 Proportional Valves 3-7 Switching Valves the pump volume flow. A positive side-effect of raising the
8 Pressure Compensator 9-10 Pressure Sensors pressure level is the increased bulk modulus which improves
the implement’s dynamics.
FIGURE 3: Valve system
3 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
p 4.2.2 PRESSURE CONTROL WITH OUTLET
Reg. possible pB
p0 THROTTLE
pA For controlling the inlet chamber pressure with the outlet
throttle valve two different approaches have been developed
Shifting up and investigated:
pressure level - Inlet pressure feedback
- Load force feedback.
Normal Operation High pressure Reg. Inlet pressure feedback. This strategy uses only one pres-
A B v A B v sure sensor per consumer, which is located between pressure
FL FL compensator and inlet throttle. This way the pressure sensor can
In Out In Out
be used for both directions of movement. Using only one pres-
sure sensor per axis is a very cost effective solution. Further-
more this approach offers a high reliability since the control
strategy relies only on one sensor. The signal flow plan of this
strategy is depicted in Figure 5.
FIGURE 4: Enabling regeneration by shifting up the pressure
level
∆pm
Ain *
Qin yin
4.2 CYLINDER DRIVE CONTROL yin(Qin, ∆pm)
vdes Aout
While the main control sets the target values for the Qout FL
velocity and , for the inlet chamber pressure of the con-
sumers, the task of the cylinder drive control is to actually KP, Tn *
pin,des pout,des yout Cylinder
achieve these desired values at the hydraulic actuator, regard- yout(Qout, pout,des)
drive
less of the load force currently acting at the cylinder piston. To -
pin Inlet Pressure
accomplish this a closed loop control of the throttle and switch Controller
valves is necessary. Many approaches utilize multivariable con- ∆pm pIPC
trol techniques like in [10], [11] or [12]. The approach chosen -
here is different, since the hardware layout enables a task split- * : measured flow charts
up between velocity and pressure control:
The velocity is set by the inlet throttle while the inlet FIGURE 5: Signal flow plan for inlet pressure feedback
pressure is controlled with the outlet throttle. In the follow-
ing the inlet throttle actuation will be explained followed by the With the known pressure drop ∆ over the inlet throttle
outlet throttle control. For the latter different approaches using the inlet chamber pressure can be reconstructed. A PI-controller
different sensor information and control structures have been compares the measured inlet pressure to the desired value and
investigated. This provides a choice of solutions which can be sets a desired outlet chamber pressure , . The outlet vol-
used either to save sensor costs, to implement fail-functionality ume flow is calculated with the desired velocity. With both
or to achieve higher dynamics. The preferred solution will be , and the required outlet throttle valve opening
explained and analysed in more detail. Furthermore the cylinder is derived from the proportional valve’s flow chart. A drawback
drive control calculates the required pump pressure and volume of this strategy is the unknown load force which can only be
flow to move the actuator in the current load situation and op- estimated with the inlet pressure controller’s output signal
eration mode. , . Only if the control deviation between desired and cur-
rent inlet pressure has settled at zero the load force estimation
4.2.1 VELOCITY CONTROL WITH INLET is correct. To avoid dropping of a possibly aiding load the initial
value of the inlet pressure controller’s integrator must be set
THROTTLE high, which causes an energy wasting temporary pressure rise
in the initial phase of the movement. In Figure 6 these effects
The inlet throttle is actuated in an open loop manner by the
can be seen in the cylinder chamber pressures of the stick cyl-
operator who demands for a specific velocity. The pressure
inder during an over-centre-motion of the stick performed at the
compensator maintains a constant pressure drop ∆ over the
test rig, which is described more detailed in section 4.5.
inlet throttling valve, thus achieving a load-independent inlet
volume flow. With this known pressure drop ∆ and the re-
quired inlet volume flow the valve opening is derived
from the throttle valve’s flow chart ( , ∆ ).
4 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
leads to
Retraction Extension 1
, = ⋅( , ⋅ − ) (2)
250
Resistive load Aiding Res.
200
p [bar]
load load for the outlet chamber pressure that will settle when the de-
150 HPR sired inlet pressure , is obtained, assuming that the load
force is currently acting at the cylinder. This desired outlet
Mode
100
chamber pressure , and the required outlet volume flow
50 are the input values for determining the outlet throttle
0 NO opening from the throttle valve’s flow chart.
0 5t15
[s] 2010 In case of a resistive load the desired outlet chamber pres-
pA pB p0 Mode sure is low causing the outlet throttle valve to open
,
NO = Normal Operation HPR = High Pressure Reg. widely. This prevents unnecessary throttling as it would occur
with conventional coupled metering where the outlet throttle
FIGURE 6: Over-centre motion of the stick using inlet pressure opens only in a fixed relation to the inlet throttle. An aiding load
feedback causes a high outlet chamber pressure , which results in
a narrow outlet throttle opening preventing the load from over-
Apart from the energetic drawback it is also difficult to running.
properly check the regenerative condition without knowing the Because there are no parameters to be tuned this control
exact chamber pressures. As a result inappropriate switches be- concept is very easily commissionable.
tween normal operation (NO) and high pressure regeneration Regenerative mode. If the outlet pressure is a certain
(HPR) occur during the lowering retraction phase with the aid- margin ∆ , higher than the inlet pressure high pres-
ing load, e.g. at t = 14 s in Figure 6. sure regeneration will be enabled. This condition is always
Therefore, it is not advisable to use advanced operation checked with both pressure sensor signals. In high pressure re-
modes with this strategy. Nevertheless, the strategy is a good generation the outlet volume flow is redirected into the inlet
fallback solution to maintain operability in case of a sensor fail- path between pressure compensator and inlet throttling valve.
ure. It is also possible to modify this control approach to work This reduces the required pump volume flow. The highest pos-
with the outlet instead of the inlet pressure signal in case the sible load where regeneration is feasible depends on the desired
inlet pressure sensor fails. Details regarding this topic can be inlet pressure, which equals the required inlet pressure of the
read in [3]. highest loaded consumer (see section 4.1). Hence, the regener-
Load force feedback. In this approach the load force is ation threshold is determined by the highest loaded consumer.
used as the feedback variable, calculated with the chamber pres- Neglecting and a minimal chamber pressure higher
,
sures and , which are captured with two pressure sen- than zero the regeneration threshold can be written as:
sors (see Figure 7). This way the current operation point of the −
, ,
axis is known exactly and dynamically slow estimations as used ⋅ > (3)
,
in the previous approach and in [3] are obsolete.
pin,des Cylinder Force FL Load pin pout
v 4.3 DYNAMIC CHARACTERISTICS OF CYLINDER
Equation Force m FL
pout,des DRIVE CONTROL
Aout y(Q,∆p) U U
p p
Qout yout To identify the influences of operation point and drive pa-
rameters on the controlled drive’s stability a linear model of the
differential cylinder with the described valve system moving a
Ain y(Q,∆p)
vdes Qin yin substitute mass has been derived (Figure 8). The dark parts of
the signal flow plan represent the hardware part of the system –
the piston, the oil-filled cylinder chambers and the part of the
∆pm
outlet volume flow which is influenced by chamber pressure
∆pm
and piston movement. The software part of the system is de-
picted with bright symbols: On the inlet side this is the inlet
FIGURE 7: Cylinder drive control with load force feedback volume flow which is assumed to be perfectly pressure-inde-
pendent (this is a good approximation when the pressure com-
Putting the load force and the desired inlet chamber pensator operates within its control range). Thus, there is no
pressure , into the cylinder’s force balance equation chamber pressure feedback loop with a flow-pressure-gain ! .
On the outlet side in addition to the valve flow determined by
0 = ⋅ − ⋅ − (1) the desired velocity the load force calculated with the chamber
pressures and piston areas is fed back to the valve. These both
5 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
signals pass the low pass filtering valve dynamics ("#$%& ). Fur- 3769 mm²
thermore the outlet flow is pressure dependent (feedback of ℎ 480 mm
with !, ). ( $ , 550 ml
( $ , 550 ml
vdes
) 10000 kg
Qout,v : Part of outlet chamber flow determined by piston movement
Qout,p : Part of outlet chamber flow influenced by outlet chamber pressure
Qout,y : Part of outlet chamber flow controlled by outlet valve stroke
* 5000 Ns/m
Bright/Green: Software
Black: Hardware
Valve
Aout
Ain
"#$%& 0,2 s
117 l/min
- ∆ 11 bar
TValve
Linearization
Qin,y Operation point
+ 3000 bar
Qout,y
, 50 bar
-
Qin,v
, 0 mm (central position)
Qout,v
Qout,p
Qout
-
Qin
100 and 500 mm/s
-20 kN
Eout/Vout
Ein/Vin
KQp,out
KQp,out
Resulting values
, 119,75 bar
pout
pout,des
pin
!, 0,0942 l/(min·bar)
Effective bulk modulus +, mass ) and damping coefficient
1/Aout
Aout
Ain
* are estimated in such a way that the model behaves similar to
the real boom cylinder drive. The low value for E results from
the compliance of the hose lines.
FL
Influence of parameters on dynamic characteristics.
-
Figure 9 shows the poles of the dynamic system. Since the sys-
tem comprises five integrators there are five poles. The integra-
Ain
tor between piston velocity and position (A) is found in the
1/m
origin. The complex pair (B) represents the piston oscillation
pin,des
that results from the mechanical oil spring/mass system. Pole
a
(C) is mainly related to the pressure-build-up in the cylinder. It
indicates the pressure tracking dynamics of the drive system.
Aout
Ain
b
The last Pole (D) represents the valve dynamics’ influence. In
v
the following the influence of the most important system pa-
rameters on the location of the poles is described:
A high mass ) lowers the cylinder’s natural frequency and
damping ratio. With very high masses the system can become
x
unstable.
The bulk modulus + has an impact on the natural frequency
FIGURE 8: Linear model of valve system, cylinder and control and the pressure-tracking dynamics. With a higher bulk modu-
according to Figure 7. lus the natural frequency and damping ratio increase and the
inlet chamber pressure follows its desired value ,
Parameters and linearization point. The model parame- faster.
ters have been taken from the boom cylinder of the excavator The piston velocity heavily affects the pressure build-up
implement test rig, described in section 4.5. As a representative dynamics, as it can be seen at the shift of the pressure-tracking-
operation point a lowering movement at a medium velocity and pole C in Figure 9 top as well as in the step response shown in
pressure level has been chosen. Table 1 summarizes the hard- Figure 10 top. When moving the piston fast, the controlled sys-
ware configuration and operation-point-dependent parameters. tem reacts to changes in the desired pressure quickly, but at
For the results in Figure 10 and Figure 11 all listed parameters slow velocities also the pressure-follow-up slows down. This is
are assumed to remain constant during operation. a drawback in comparison to control concepts that actually
monitor the chamber pressures instead of the load force. The
velocity also influences the pistons oscillation frequency and
Table 1: Cylinder drive parameters and linearization point damping ratio (poles B, Figure 9 top). With higher velocity the
Hardware Configuration damping ratio increases up to a certain point. Above this thresh-
Cylinder drive old (in the shown example approximately 0,5 m/s) the damping
5027 mm²
6 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
ratio decreases again and for very high velocities far beyond Inlet chamber pressure pin
1 m/s the system finally becomes unstable.
Increase of piston velocity vdes
30 p [bar]
Desired
B 0,1 m/s
Im [1/s] 0,5 m/s
D C A Piston velocity deviation dv = v - vdes
0
dv [m/s]
-15
B 0,1 m/s
-30 0,5 m/s
-10 -5 0 Re [1/s] 5 t [s]
Decrease of valve time constant TValve
30 pin pout
v
B Linearization Point / m FL
Im [1/s] vdes
Parameters: U
D C A pin,des = 50 bar U
p
p
0 FL = -20kN (aiding) Controller yout
E = 3000bar
-15 m = 10000kg yin
B
TValve = 0,2s p in,des
-30
-10 -5 0 Re [1/s] 5
Step
Increase of load force FL
30
Im [1/s] B FIGURE 10: Pressure step responses of linear model for different
velocities.
D C A
0
Inlet chamber pressure pin
-15
B
-30 p [bar]
-10 -5 0 Re [1/s] 5 Desired
A: integrator v to x B: hyd. spring/mass piston 20kN
C: pressure tracking D: valve dynamics influence -20kN
Initial position of poles Piston velocity deviation dv = v - vdes
FIGURE 9: Root locus curves for alteration of piston velocity, dv [m/s]
valve time constant and load force, derived from the
model depicted in Figure 8. 20kN
-20kN
With a higher (resistive) load force pressure build-up in the t [s]
inlet chamber becomes faster and the influence of the valve dy- pin pout
namics decreases (shift of poles C and D to the left in Figure 9 v
m FL
bottom and step response in Figure 11 top). Furthermore, a ten- Linearization Point / vdes
dency to short but intense oscillations is visible. Low or aiding Parameters: U
U
p
p
load forces slow down the pressure-build-up but smooth out the pin,des = 50 bar yout
system’s reaction on a change in the desired inlet pressure. vdes = 0,1 m/s Controller
The valve’s time constant has a very important impact on E = 3000bar yin
the system’s stability, as it can be seen at the locus curves in m = 10000kg pin,des
Figure 9 centre. A fast outlet throttling valve gives a more dy- TValve = 0,2s
namic pressure compensation for the outlet flow and thus de-
creases the piston oscillation’s damping ratio [13; 14]. Step
FIGURE 11: Pressure step responses of linear model for different
load forces.
7 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
diagrams in Figure 10 and Figure 11, where the velocity tem-
With an infinitely fast valve the system is always unstable. porarily drops when the inlet pressure rises. This effect can only
Thus, there must be a low pass filtering element at some point be prevented when both throttling valves are used for pressure
in the feedback loop from load force to outlet valve volume manipulation which demands for a multivariable control ap-
flow. In a real application the low pass filtering effect of a slow proach.
valve is sufficient to obtain a robust and stable system behav-
iour, as it was experienced at the test rig (section 4.5). But when
applying a fast valve to a slow cylinder drive without taking 4.4 PUMP ACTUATION
countermeasures instability might occur. The proposed valve structure incorporates upstream pres-
Low-pass-filtering of load force feedback. As a solution sure compensation which acts as a flow regulation for each in-
to the aforementioned problem low pass filtering of the load dividual axis. To prevent either slowdown of the highest loaded
force signal derived from the chamber pressure sensor signals consumer or a pressure rise the pump must deliver exactly the
should be considered. The objective is to feed back the changes required volume flow. Therefore, it is controlled in a closed
of the actual process forces only, in order to maintain pressure loop. An approach has been developed, which combines the dy-
level and velocity constant during a movement with slowly namic advantages of the flow matching principle described in
changing load force, while feedback of the working imple- [15] with the control accuracy of common load sensing (Figure
ment’s oscillations to the outlet valve shall be suppressed. The- 12).
oretically the feedback of the load force over an infinitely fast
outlet valve implements a fully load compensated piston move- ∆pLS
ment. Thus, no pressure-dependent volume flow contributes to KP,pump
pin
cylinder damping anymore and the cylinder drive behaves as if
both the inlet and the outlet valve would be equipped with a - p0
pressure compensator, resulting in a very poor damping ratio. APiston i(Q) U
vd Q p U
So the low pass element in the load force feedback – wherever p
∆pm
it is located – reduces the load force compensation at high dy-
namics in order to obtain a higher damping ratio. The cut-off-
frequency should be set between the implement’s lowest natural
frequency and the highest expected process force frequency. FIGURE 12: Pump control algorithm
Cross-influence between pressure level and velocity.
The proposed control strategy uses only the outlet throttling The required pump volume flow is calculated with the help
valve to manipulate the cylinder’s pressure level, while the inlet of the desired velocity and piston area. At the same time a load
throttle only sets the piston velocity. Thus, when changing the sensing pressure is derived from the currently moving actuators.
desired inlet chamber pressure the amount of oil stored in the A P-controller compares the LS pressure added by an LS pres-
outlet chamber is altered. This changes the outlet chamber’s sure margin of 14bar to the current pump pressure and superim-
pressure and as a reaction the inlet chamber’s pressure changes poses a correction flow on the feed forward signal derived from
to maintain the force balance at the piston. This goes along with the velocity demand. Because of the feed forward signal the
an unintended piston movement, as it will be derived in the fol- pump responds faster and the controller’s feedback gain is set
lowing. The same effect occurs when altering the load force much lower than in common load sensing systems which re-
without taking any countermeasures. duces the oscillation tendency. A characteristic curve correlates
Consider a change of the inlet chamber pressure by com- the control current to the overall demanded volume flow.
pressing the oil with the piston:
+
∆ = − ⋅ ∆, (4) 4.5 VERIFICATION ON TEST RIG
(
The described control strategy has been verified on an ex-
At the piston the changes of inlet and outlet pressure and cavator implement test rig using a levelling movement as an ex-
load force are related as follows: ample. In this section the test rig is briefly described, followed
by measurements regarding the proportional valve’s dynamics
∆ ⋅ = ∆ ⋅ + ∆ , (5) which have a high impact on the overall system’s dynamics.
The functionality of velocity and pressure control, especially
for aiding loads is shown at an example movement of the boom
where ∆ is a function of time given as the system’s in- cylinder with an increasingly aiding load and a rising target in-
put. Putting Eq. (4) in Eq. (5) results in: let pressure.
( Test rig setup. The used test rig setup is depicted in Figure
∆, = − ⋅ (∆ (/) ⋅ +∆ ) (6)
+ ⋅ . 13. It consists of a compact excavator’s implement which is ac-
tuated by either a common flow sharing valve block for boom,
When changing the cylinder’s pressure level the piston stick and bucket cylinder or two of the novel independent me-
moves the distance ∆,. This effect can be seen in the velocity tering valve systems (detail view); one for the boom and one for
the stick cylinder. These valve systems are controlled by a com-
mon ECU for mobile machines. A variable-displacement-
8 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
pump, which is also controlled by the ECU, is used as supply Velocity and pressure tracking of boom cylinder. The
pressure source. The operator controls the excavator implement tracking performance of the proposed control algorithm has
with two joysticks transmitting their data to the ECU via CAN. been verified with an automated levelling movement of the ex-
A PC is used to program the ECU and acquire the measurement cavator implement (Figure 15). When pushing the bucket away
signals. from the excavator body the boom is being lowered while the
boom cylinder experiences an increasing aiding load. At the
same time the stick cylinder lifts the stick against an increasing
resistive load, which determines the common inlet pressure for
both cylinder drives. Thus, the boom cylinder’s inlet pressure
shall rise during this movement.
FIGURE 13: Test rig setup
Proportional valve dynamics. The dynamic characteris-
tics of the proportional valves used for throttling the inlet and
outlet volume flow have a great impact on the overall system’s
dynamic characteristics (see section 4.3). For the throttling
valves 1 and 2 in Figure 3 externally piloted standard mobile
valves have been used.
Because of the external piloting - which implies that there
is no hardware feedback from main stage to pilot stage – they
are driven in a closed loop spool position control, which con-
sists of a characteristic-curve-based feed forward part and a FIGURE 15: Velocity and pressure tracking of boom cylinder for a
PID-position controller. levelling movement
The dynamic response of the used proportional valves is
displayed in Figure 14. This test was performed without flow The upper diagram in Figure 15 shows the desired (des.)
forces. The detail view reveals a dead time of approximately and the actual (meas.) piston velocity. At the beginning at
" = 0,1 s. Furthermore, a PT1-low pass filter has been applied t = 10,5 s the movement begins: The actual velocity follows
to the reference value to suppress oscillation excitations when with a certain delay due to the valve dynamics and the imple-
steps in the reference profile occur. The filter’s time constant is ment’s inertial mass.
set to "1 0,2 s. So in a rough approximation the valve can be In the lower diagram the desired and measured chamber
modelled as a PT1-Tt-element. pressures are displayed. The inlet pressure (A) is determined by
the stick cylinder’s load force, while the outlet pressure (B) re-
sults from the boom cylinder’s inlet pressure and load force.
7 6.5 After approximately one second the actual pressures (meas.)
y have settled at the desired values (des.) and follow them well;
6 the deviations are less than 10 bar for most of the time.
[mm]
5.5 The system operates stable, as it can be seen at the very low
6 level of oscillations observed in velocity and pressures. No low
5 pass filter has been used for load force feedback, because the
5,5 -0.2 0 0.2 0.4 0.6 slow valves themselves act as low pass filters sufficiently.
5
5 ENERGY SAVING POTENTIAL
4,5 The energetic advantages of the novel system are shown in
-2 0 2 4 6 t [s] 10
a comparison with a load sensing system using coupled meter-
measured desired
ing edges and downstream pressure compensators. The LS
pump pressure margin of the reference system is set to 14bar,
FIGURE 14: Dynamic response of throttling valves which is the factory setting of the used valve block’s pressure
adjustment spool. As a countermeasure against cavitation the
reference system also incorporates tank suction valves. Many
9 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
common excavators run on this kind of hydraulic circuit. The been chosen to be the supplied hydraulic power and the me-
energy saving potential of independent metering and advanced chanical output power at the cylinders. Both simulation models
operation modes like high pressure regeneration highly depend are controlled by the PLC program that also runs the test rig.
on the load situation and kind of movement. To show the vari- This program runs on a virtual PLC which communicates with
ance of the energetic relations two contrary exemplary applica- the respective simulation model via an OPC data exchange
tions are chosen: server. The simulation models are validated with the levelling
- A levelling movement which is performed at the test experiment shown in Figure 16. Figure 17 depicts the velocities
rig and and load forces the pistons operate at during the levelling pro-
- a synthetic high power digging cycle in simulation. cess performed with the flow sharing reference system. The
For this purpose lumped parameter simulation models of comparison reveals a good match between model and reality.
both the conventional and the independent metering system Since the levelling process is the same for both systems the re-
have been developed and verified with test rig experiments. sults for the IM system are almost similar to those displayed in
Figure 17 and therefore not shown.
5.1 LEVELLING EXPERIMENT
Load Force
As an example for a low load operation of the excavator a
levelling movement has been chosen. This kind of movement is FL [kN]
often performed when i.e. a ditch shall be given its final shape
after it has been dug out. Levelling is characterized by slow ve-
locities at low load, while the implement’s boom and stick cyl-
inder are operated simultaneously; one against a resistive load Piston Velocity
and the other one with an aiding load. v [mm/s]
Figure 16 displays the hydraulic power which is delivered
from the pump to the valve block for both the conventional sys-
tem and the novel independent metering system. The pump
power is calculated in an approximation using the pump pres-
sure and the swash plate angle. This includes the volumetric t [s]
losses on the hydraulic output side of the pump. In this example
Measurement Simulation
35% of hydraulic pump energy are saved with the novel system.
Boom Stick Boom Stick
IM FIGURE 17: Validation of mechanical model of excavator
PPump implement (flow sharing reference system)
Conv.
[kW]
Independent Metering System
p0 [bar]
Q0 [l/min]
t [s]
FIGURE 16: Hydraulic pump power consumption for a levelling
movement (experiment) Conventional System
p0 [bar]
5.2 SIMULATED DIGGING CYCLE Q0 [l/min]
A major share of the overall energy consumption of an ex-
cavator occurs during high power applications like digging.
This section starts with the validation of the simulation model.
Afterwards the digging process will be explained, followed by
t [s]
the simulation results.
Measurement Simulation
Simulation model and validation. For both systems sim-
pMeas. Qmeas. psim. Qsim.
ulation models have been created, using the lumped parameter
approach. These models consist of the multi-body-simulation
model of the working implement which reproduces the inertial FIGURE 18: Validation of hydraulic system models
and gravitational forces that act at the hydraulic cylinders and
the hydraulic system incorporating the pump, the valve blocks In Figure 18 the simulated and measured pump pressure
and the cylinders. The combustion engine is not part of the and volume flow are compared for the independent metering
model since the boundaries of the investigated system have system and the conventional system. For most of the time the
10 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
pump pressure differs only slightly from the measurement, used in metal machining. The result roughly approximates real
which is believed to be caused by deviations in friction and flow digging forces.
resistance modelling. Between 5 and 6 s the diagram shows a Simulation results. The results of the conducted simula-
big deviation between simulated and measured pump pressure tions are shown in Figure 20. The upper diagram displays the
for the IM system. The reason for this is found in a slightly dif- pump pressure and volume flow for the conventional (CPM)
ferent approach of the working tool into its final desired posi- and the novel independent metering (IM) system. The product
tion at the test rig causing the working implement to stop earlier of pressure and volume flow is the hydraulic pump power
and perform a small additional correcting movement, as can be shown in the central diagram. In the high power digging phase
seen at the small volume flow rise just after t = 5 s. During this I the energy saving potential is low due to a high pressure level
short movement the pump generates an overshoot. in the high loaded bucket cylinder and the inability to regener-
Synthetic Digging process. For high power investigations ate because of the retraction of the stick cylinder. In late phase
a synthetic digging cycle has been created (Figure 19). The mo- II IM reduces the pump pressure by opening the outlet throttle
tion cycle has been generated with an automated algorithm edge of the boom cylinder further than with the conventional
which is based on the analysis of typical work cycles described system. Because the handling characteristics of both systems
in [16] and [17]. In phase I material is being cut out from the differ a little the highly dynamic and short phase III of emptying
ground of the hole, using the stick and bucket cylinder. After- the bucket is hardly comparable. The energy consumption in
wards the material is lifted up in the bucket which is kept in a this phase is roughly the same. The highest relative saving po-
horizontal position, using the boom and stick cylinder (phase tential occurs in phase IV. IM allows for a lower pump flow
II). In phase III the bucket is emptied by swinging the stick out- with almost zero pressure during lowering while the CPM sys-
wards. At last the operator lowers the implement back into the tem pushes the boom down using a significantly higher pump
hole again using the boom cylinder (phase IV). In phases II and pressure. Furthermore the pump flow is reduced by using the
IV the operator also swings the excavator back and forth again regenerative mode. In the central diagram also the overall me-
in a 90-degree-cycle to dump the material i.e. on a dump truck. chanical power output of the hydraulic system is shown. The
This part of the cycle is neglected, because in a real machine highest savings of IM occur in medium to low power operating
most likely only the work implement will be equipped with a points. The overall saving of the IM system is around 10% for
novel IM system. Altering the swing drive of an excavator is this digging cycle.
not economic because swing drives often run in a closed circuit. Pump Flow and Pressure
To close the control loop in the simulations the operator is p IM p Conv.
replaced by P-controllers for the piston positions comparing the p [bar] Q IM Q Conv.
desired and current values and thus generating the virtual joy- Q [l/min]
II III
stick inputs. I IV
3
Pump and Mechanical Power Hyd. Conv.
Mech. Conv.
yTCP [m] Hyd. IM
III P [kW] Mech. IM
1
IV I II III IV
II
Pump Energy
0 TCP Conv.
IM
W [kJ]
I I
-1
-1 0 1 xTCP [m] 3 II III IV
Digging range Dumping range
t [s]
FIGURE 19: Synthetic digging cycle
FIGURE 20: Simulation results for the synthetic digging cycle
For the gravitational forces of the payload it is assumed that depicted in Figure 19.
the bucket weight increases in a linear manner during the dig-
ging time range in phase I and decreases in the same way in 6 SUMMARY AND OUTLOOK
phase III. The digging forces in phase I are modelled with an
analytical approach described in [18]. This approach uses geo- This paper started with the brief description of a systematic
metric data of the bucket and cutting process and material data approach to developing valve structures for independent meter-
of the soil. The approach is comparable to cutting force models ing. The preferred valve layout has been identified by assessing
economical, functional and safety related aspects. For control-
ling the IM system a very simple and easily commissionable
11 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
control algorithm has been developed and experimentally in- Force [N]
vestigated using a test rig setup which is only composed of off- ℎ Cylinder stroke [mm]
the-shelf-components. The algorithm is capable of achieving High pressure
HPR
desired inlet chamber pressure and piston velocity regardless of regeneration
the currently acting load force, while the handling characteris- 5 Current [A]
tics remain comparable to a conventional flow sharing system. Institute of Fluid
IFD
To accomplish this the used proportional throttling valves Power, TU Dresden
do not need higher dynamics than for conventional coupled me- IM Independent Metering
tering systems. Thus, also for the novel IM system the required Flow coefficient [l/(min ⋅ √bar)]
dynamics are primarily determined by the operator’s demands Flow-pressure-drop-
regarding the handling performance. Nevertheless, the valve’s ! [l/(min ⋅ bar)]
gain
hysteresis must be low and the resolution high to achieve the ) mass [kg]
required opening ratio between inlet and outlet throttle which NO Normal operation
determines the relation between load force and pressure level. Pressure [bar]
For this research work flow charts of the valves have been used, Set pressure drop of
which have been measured on a separate test rig. A higher pres- ∆ [bar]
pressure compensator
sure control accuracy might be gained by re-calibrating the Volume flow [l/min]
valve’s flow characteristics within the complete machine using " Time constant [s]
a suitable learning algorithm. / Time [s]
The energetic advantages of the novel IM system have Velocity [mm/s]
been assessed by comparing it to a common flow sharing sys- ( Volume [l]
tem using coupled metering edges. The highest relative saving , Position [mm]
has been found in low load situations like surface finishing by Indices
levelling, where an experiment has revealed a saving of 35% 0 Supply
hydraulic pump energy. For investigating high power operation des desired
simulation models of the conventional and IM system have High loaded
been developed and verified at the test rig. During a synthetic HL
consumer
digging cycle the hydraulic energy consumption of the working in Inlet
implement has been reduced by 10%. L Load
A drawback of the valve structure used in this paper is its LL Low loaded consumer
inability to transition between operation modes smoothly. Dis- min Minimum
crete switching always induces jerks into an ongoing move- nom Nominal
ment. Thus, for industrial application an alternative valve sys- out Outlet
tem providing a smooth switching function must be considered. reg Regeneration
Control approaches to smooth mode switching are explained T Tank
i.e. in [12]. When redesigning the valve system also waiving the
pressure compensators might be considered by introducing
electronic pressure compensation, like used in [19]. 8 ACKNOWLEDGMENT
On the software level a combination of the proposed load
The work in this paper is part of the project „New electro-
force-dependent outlet throttling with a closed loop inlet pres-
hydraulic control systems with Independent Metering Edges“
sure control might accelerate pressure follow-up dynamics and
funded by the DFG (German Research Society, GZ: WE
accuracy but the influence on the system’s stability should be
4828/1-2). The permission for publication is gratefully
investigated. Also commissioning would become more compli-
acknowledged.
cated.
9 REFERENCES
7 NOTATIONS
[1] Eriksson, B.; Palmberg, J. O.: Individual metering fluid
Symbols power systems: challenges and opportunities. In: Pro-
ceedings of the Institution of Mechanical Engineers,
Piston area [mm²] Part I: Journal of Systems and Control Engineering
* Damping coefficient [Ns/m] 2011 (225), p. 196–211. Available online at
http://pii.sagepub.com/content/225/2/196, last checked
34 Hydraulic capacity [l/bar] on 11.11.2015.
Conventional [2] EATON Corp.: Eaton Ultronics™ Management System.
CPM Coupled Metering Electro-hydraulic CAN Bus Control System. Product
System description, Eden Prairie, USA, 2005.
Effective Bulk
+ [bar]
modulus
12 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
[3] Rannow, M.: Fail Operational Controls for an Independ- [11] Bindel, R.; Nitsche, R.; Rothfuß, R.; Zeitz, M.: Flach-
ent Metering Valve. Proceedings of the 10. International heitsbasierte Regelung eines hydraulischen Antriebs mit
Fluid Power Conference, Dresden, 2016. zwei Ventilen für einen Großmanipulator. In: Automa-
[4] Vukovic, M.; Sgro, S.; Murrenhoff, H.: STEAM - A mo- tisierungstechnik, 2000.
bile hydraulic system with engine integration. Proceed- [12] Kolks, G.; Weber, J.: Modiciency - Efficient industrial
ings of the ASME/BATH 2013 Symposium on Fluid hydraulic drives through independent metering using
Power & Motion Control FPMC2013, Sarasota, Florida, optimal operating modes. Proceedings of the 10th Inter-
USA, 2013. national Conference on Fluid Power, Dresden, 2016.
[5] Sitte, A.; Beck, B.; Weber, J.: Design of independent [13] Axin, M.: Fluid Power Systems for Mobile Applica-
metering control systems. Proceedings of the 9th Inter- tions. With a Focus on Energy Efficiency and Dynamic
national Fluid Power Conference, Aachen, Germany, Characteristics. Licentiate thesis. University of Linkö-
2014. ping, Sweden, 2013.
[6] Lübbert, J.; Sitte, A.; Weber, J.: Pressure compensator [14] Andersson, B. R.: Valves Contribution to System Damp-
control - a novel independent metering architecture. pro- ing. In: The fifth Scandinavian International Conference
ceedings of the 10. International Fluid Power Confer- on Fluid Power, Linköping, Sweden, 1997.
ence, Dresden, Germany, 2016. [15] Djurovic, M.: Energiesparende Antriebssysteme für die
[7] Eriksson, B.: Control Strategy for Energy Efficient Fluid Arbeitshydraulik mobiler Arbeitsmaschinen. Elekt-
Power Actuators. Utilizing Individual Metering. Licen- rohydraulisches Flow Matching. PhD thesis. Technische
tiate thesis. University of Linköping, Sweden, 2007. Universität Dresden, 2007.
[8] Vukovic, M.; Murrenhoff, H.: Single edge meter out [16] Melchinger, U.: Simulation der Arbeitsbewegungen und
control for mobile machinery. Proceedings of the Antriebssysteme von Hydraulikbaggern. Dissertation.
ASME/BATH 2014 Symposium on Fluid Power & Mo- Technische Universität Berlin, 1992.
tion Control, Bath, United Kingdom, 2014. [17] Holländer, C.: Untersuchungen zur Beurteilung und Op-
[9] Sitte, A.; Weber, J.: Structural design of independent timierung von Baggerhydrauliksystemen. Dissertation.
metering control systems. Proceedings of the 13th Scan- Technische Universität Braunschweig, 1998.
dinavian International Conference on Fluid Power, Lin- [18] Kunze, G.; Göhring, H.; Jacob, K.: Baumaschinen: Erd-
köping, Sweden, 2013. und Tagebaumaschinen. Fachbuch Vieweg Verlag,
[10] Andersen, T.; Pedersen H.; Skouboe, T.; Jacobsen, M.: 2002.
Investigation and comparison of separate meter in sepa- [19] Groll, T.; Hemer, S.; Berns, K.: Autonomous Backhoe
rate meter out control strategies. Proceedings of the Loader. 6. Fachtagung Baumaschinentechnik, Dresden,
ASME/BATH 2013 Symposium on Fluid Power & Mo- 2015.
tion Control, Sarasota, Florida, USA, 2013.
13 Copyright © 2016 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/pdfaccess.ashx?url=/data/conferences/asmep/90210/ on 03/06/2017 Terms of Use: http://www.asme.org/abo
Das könnte Ihnen auch gefallen
- Quickstart Basic: QB100-4 Update 02-20Dokument2 SeitenQuickstart Basic: QB100-4 Update 02-20back1949Noch keine Bewertungen
- ACOPOS P3配置解析及配置案例V0.00Dokument16 SeitenACOPOS P3配置解析及配置案例V0.00back1949Noch keine Bewertungen
- B A C D: Quickstart BasicDokument2 SeitenB A C D: Quickstart Basicback1949Noch keine Bewertungen
- Compatibility For EMC, Climate and Mechanical LoadDokument4 SeitenCompatibility For EMC, Climate and Mechanical Loadback1949Noch keine Bewertungen
- Electronification of Open Loop HydraulicsDokument39 SeitenElectronification of Open Loop Hydraulicsback1949100% (2)
- OPC UA TSN - A New Solution For Industrial CommunicationDokument10 SeitenOPC UA TSN - A New Solution For Industrial Communicationback1949Noch keine Bewertungen
- Nasa 2010 Iest MVFDokument29 SeitenNasa 2010 Iest MVFback1949Noch keine Bewertungen
- F-35 Air Vehicle Technology Overview PDFDokument28 SeitenF-35 Air Vehicle Technology Overview PDFback1949Noch keine Bewertungen
- 智能科技改变机床生产格局Dokument39 Seiten智能科技改变机床生产格局back1949Noch keine Bewertungen
- CasappaDokument44 SeitenCasappaback1949Noch keine Bewertungen
- Digital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory FloorDokument2 SeitenDigital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory Floorback1949100% (1)
- User Manual: M3000 Automation System MSC II (Moog Servo Controller)Dokument148 SeitenUser Manual: M3000 Automation System MSC II (Moog Servo Controller)back1949Noch keine Bewertungen
- QB300Dokument2 SeitenQB300back1949Noch keine Bewertungen
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Dokument10 SeitenUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949Noch keine Bewertungen
- Rexroth and Atos Valve CompareDokument7 SeitenRexroth and Atos Valve Compareback1949Noch keine Bewertungen
- Vibration Analysis of The Crank-Link Mechanism of Reciprocating Bilge PumpsDokument4 SeitenVibration Analysis of The Crank-Link Mechanism of Reciprocating Bilge Pumpsback1949Noch keine Bewertungen
- 高速机床跟随误差 PDFDokument7 Seiten高速机床跟随误差 PDFback1949Noch keine Bewertungen
- Truck HydraulicsDokument36 SeitenTruck Hydraulicsback1949100% (1)
- Frequency Response Cylinder - EnglishDokument7 SeitenFrequency Response Cylinder - Englishback1949Noch keine Bewertungen
- Atos Servo Valve TFS330Dokument10 SeitenAtos Servo Valve TFS330back1949Noch keine Bewertungen
- 1kHz Servo-Hydraulic Fatigue Testing MachineDokument8 Seiten1kHz Servo-Hydraulic Fatigue Testing Machineback1949Noch keine Bewertungen
- Delta Discussion - View Topic - The VCCM EquationDokument5 SeitenDelta Discussion - View Topic - The VCCM Equationback1949Noch keine Bewertungen
- Mobile Hydraulic Part2Dokument35 SeitenMobile Hydraulic Part2back1949100% (4)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Understanding and Teaching Fractions: Sybilla BeckmannDokument26 SeitenUnderstanding and Teaching Fractions: Sybilla Beckmannjhicks_mathNoch keine Bewertungen
- Importance of Communications 05sept2023Dokument14 SeitenImportance of Communications 05sept2023Sajib BhattacharyaNoch keine Bewertungen
- Intelligent DesignDokument21 SeitenIntelligent DesignDan W ReynoldsNoch keine Bewertungen
- P 348Dokument196 SeitenP 348a123456978Noch keine Bewertungen
- Current Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiDokument8 SeitenCurrent Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiJoão Artur BonadimanNoch keine Bewertungen
- Union Test Prep Nclex Study GuideDokument115 SeitenUnion Test Prep Nclex Study GuideBradburn Nursing100% (2)
- 2 To 20 Years - Girls Stature-For-Age and Weight-For-Age PercentilesDokument1 Seite2 To 20 Years - Girls Stature-For-Age and Weight-For-Age PercentilesRajalakshmi Vengadasamy0% (1)
- Asterisk NowDokument82 SeitenAsterisk Nowkambojk100% (1)
- CLG418 (Dcec) PM 201409022-EnDokument1.143 SeitenCLG418 (Dcec) PM 201409022-EnMauricio WijayaNoch keine Bewertungen
- Soil NailingDokument6 SeitenSoil Nailingvinodreddy146Noch keine Bewertungen
- Dakua Makadre PresentationDokument12 SeitenDakua Makadre PresentationEli Briggs100% (1)
- Introduction To Retail LoansDokument2 SeitenIntroduction To Retail LoansSameer ShahNoch keine Bewertungen
- M. Ircham Mansyur 07224005 Microprocessor-2 (H13)Dokument7 SeitenM. Ircham Mansyur 07224005 Microprocessor-2 (H13)emiierNoch keine Bewertungen
- Random Variables Random Variables - A Random Variable Is A Process, Which When FollowedDokument2 SeitenRandom Variables Random Variables - A Random Variable Is A Process, Which When FollowedsdlfNoch keine Bewertungen
- Poetry UnitDokument212 SeitenPoetry Unittrovatore48100% (2)
- Siemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsDokument2 SeitenSiemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsJuan Carlos CrespoNoch keine Bewertungen
- Question Answers of Chapter 13 Class 5Dokument6 SeitenQuestion Answers of Chapter 13 Class 5SuvashreePradhanNoch keine Bewertungen
- Feed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignDokument201 SeitenFeed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignJonasNoch keine Bewertungen
- ALE Manual For LaserScope Arc Lamp Power SupplyDokument34 SeitenALE Manual For LaserScope Arc Lamp Power SupplyKen DizzeruNoch keine Bewertungen
- Dwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFDokument35 SeitenDwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFgebbielean1237100% (12)
- EN 50122-1 January 2011 Corrientes RetornoDokument81 SeitenEN 50122-1 January 2011 Corrientes RetornoConrad Ziebold VanakenNoch keine Bewertungen
- Myanmar 1Dokument3 SeitenMyanmar 1Shenee Kate BalciaNoch keine Bewertungen
- Knee JointDokument28 SeitenKnee JointRaj Shekhar Singh100% (1)
- Gaming Ports MikrotikDokument6 SeitenGaming Ports MikrotikRay OhmsNoch keine Bewertungen
- NABARD R&D Seminar FormatDokument7 SeitenNABARD R&D Seminar FormatAnupam G. RatheeNoch keine Bewertungen
- Hand Out Fire SurpressDokument69 SeitenHand Out Fire SurpressSeptiawanWandaNoch keine Bewertungen
- To Find Fatty Material of Different Soap SamplesDokument17 SeitenTo Find Fatty Material of Different Soap SamplesRohan Singh0% (2)
- E-Versuri Ro - Rihana - UmbrelaDokument2 SeitenE-Versuri Ro - Rihana - Umbrelaanon-821253100% (1)
- Lesson Plan For Implementing NETSDokument5 SeitenLesson Plan For Implementing NETSLisa PizzutoNoch keine Bewertungen
- 1Dokument3 Seiten1Stook01701Noch keine Bewertungen