Das könnte Ihnen auch gefallen
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIVon EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNoch keine Bewertungen
- Heat Sink Selection in ElectronicsDokument12 SeitenHeat Sink Selection in ElectronicsPravat Kumar BeheraNoch keine Bewertungen
- Shahreza Agung AlfatihDokument4 SeitenShahreza Agung AlfatihShahreza agungNoch keine Bewertungen
- Isothermal ForgingDokument10 SeitenIsothermal ForgingGaurav VermaNoch keine Bewertungen
- Study of Forging Process Equipemnts-Practical-3Dokument12 SeitenStudy of Forging Process Equipemnts-Practical-3prashantNoch keine Bewertungen
- Unit-IV Powder Metallurgy of SuperalloyDokument50 SeitenUnit-IV Powder Metallurgy of SuperalloyJ JhansibaiNoch keine Bewertungen
- CH 14Dokument39 SeitenCH 14ACC SHNoch keine Bewertungen
- What Is The Difference Between Open Fire and Stock Fire in Forge?Dokument3 SeitenWhat Is The Difference Between Open Fire and Stock Fire in Forge?HaftamuNoch keine Bewertungen
- Manufacturing Engineering II (ch3)Dokument111 SeitenManufacturing Engineering II (ch3)AlemNoch keine Bewertungen
- Hot & Cold WorkingDokument18 SeitenHot & Cold WorkingMadushan MadushaNoch keine Bewertungen
- Forging Is A: Manufacturing ProcessDokument12 SeitenForging Is A: Manufacturing ProcessMuhammad ShahirNoch keine Bewertungen
- 160 Manufacturing ProcessDokument5 Seiten160 Manufacturing ProcessKaustubh DesaiNoch keine Bewertungen
- ForgingDokument8 SeitenForgingAshwani KansaraNoch keine Bewertungen
- Fundamentals of Metal FormingDokument37 SeitenFundamentals of Metal FormingDeepak LambaNoch keine Bewertungen
- Extrusion: Extrusion Is A Process Used To CreateDokument62 SeitenExtrusion: Extrusion Is A Process Used To CreateSwapnesh PatelNoch keine Bewertungen
- Forging NotesDokument71 SeitenForging Notesmaddy_scribd100% (1)
- College of Education Akwanga, Nasarawa StateDokument14 SeitenCollege of Education Akwanga, Nasarawa StatePilgrim KaterNoch keine Bewertungen
- Design and ManufactureDokument13 SeitenDesign and ManufactureMohamed ArishaNoch keine Bewertungen
- Forging: Training ObjectiveDokument4 SeitenForging: Training ObjectiveRajib MandalNoch keine Bewertungen
- Materials and Processes For Agricultural and Biosystems EngineeringDokument19 SeitenMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNoch keine Bewertungen
- Experiment 6Dokument3 SeitenExperiment 6Subhasis BiswalNoch keine Bewertungen
- Sme ForgingDokument4 SeitenSme ForgingatxegaNoch keine Bewertungen
- CH 1 MPTDokument28 SeitenCH 1 MPTmolla biyadgieNoch keine Bewertungen
- Forging SDokument14 SeitenForging SGowrisanthosh PalikaNoch keine Bewertungen
- An Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeDokument7 SeitenAn Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeNagendra KumarNoch keine Bewertungen
- Extrusion: Navigation SearchDokument12 SeitenExtrusion: Navigation SearchAbdullah Syfq DaudNoch keine Bewertungen
- MEE 332 6 ForgingDokument50 SeitenMEE 332 6 ForgingAhmed AbdulrhmanNoch keine Bewertungen
- Unit Iii Bulk Processes Bulk DeformationDokument77 SeitenUnit Iii Bulk Processes Bulk DeformationAkash akNoch keine Bewertungen
- Lecture 2Dokument3 SeitenLecture 2Amit MondalNoch keine Bewertungen
- Automobile Manufacturing Process (17403) : Chapter 1. ForgingDokument87 SeitenAutomobile Manufacturing Process (17403) : Chapter 1. ForgingPramod DhaigudeNoch keine Bewertungen
- Manufacturing Methods: Heat Transfer PrincipleDokument3 SeitenManufacturing Methods: Heat Transfer PrincipleFahad HussainNoch keine Bewertungen
- l'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251Dokument17 Seitenl'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251GAURAV KUMARNoch keine Bewertungen
- LO #2 Metal Froming Processes 201810Dokument46 SeitenLO #2 Metal Froming Processes 201810Rymshah MoezNoch keine Bewertungen
- Advantages: Steps in Shell-MoldingDokument7 SeitenAdvantages: Steps in Shell-MoldingAnson AntonyNoch keine Bewertungen
- Internship ReportDokument28 SeitenInternship ReportCH.H.AWAIS RASOOLNoch keine Bewertungen
- Cold Forming of MetalsDokument9 SeitenCold Forming of Metalsanakngtukneneyahoo.comNoch keine Bewertungen
- Bulk Deformation Processes in Metal WorkingDokument83 SeitenBulk Deformation Processes in Metal WorkingMr-Mk MughalNoch keine Bewertungen
- His Article Is About The Metalworking Process. For Specific Hot Forging Hearth, See - For The Act of Counterfeiting, SeeDokument15 SeitenHis Article Is About The Metalworking Process. For Specific Hot Forging Hearth, See - For The Act of Counterfeiting, SeeCheeragNoch keine Bewertungen
- Manufacturing Engineering Forming: Chapter 3: MetalDokument98 SeitenManufacturing Engineering Forming: Chapter 3: MetalnunuNoch keine Bewertungen
- Manufacturing Processes Project: Automotive Differential: Group 3Dokument6 SeitenManufacturing Processes Project: Automotive Differential: Group 3Pratik AcharyaNoch keine Bewertungen
- Drop Forging - S-WPS OfficeDokument4 SeitenDrop Forging - S-WPS Officefavourbudex2Noch keine Bewertungen
- 7.shrinkagewill Cause Dimensional Changes and (Sometimes) CrackingDokument5 Seiten7.shrinkagewill Cause Dimensional Changes and (Sometimes) Crackingmtas97Noch keine Bewertungen
- Corrosion Resistant Steels: Stainless Steel AlloysDokument11 SeitenCorrosion Resistant Steels: Stainless Steel AlloysPraveen SamarthiNoch keine Bewertungen
- Forging WikipediaDokument12 SeitenForging WikipediakrumpestarmarioNoch keine Bewertungen
- Cold Pilger Rolling - Part Two - KEY To METALS ArticleDokument2 SeitenCold Pilger Rolling - Part Two - KEY To METALS Articlekumarpankaj030Noch keine Bewertungen
- Myresearchin IJASTDokument15 SeitenMyresearchin IJASTKhezzari MerwenNoch keine Bewertungen
- Metal FormingDokument20 SeitenMetal FormingPrashant ShreshthaNoch keine Bewertungen
- Forging Final PDFDokument6 SeitenForging Final PDFShubham SemwalNoch keine Bewertungen
- Amt NotesDokument174 SeitenAmt NotesAyush SinhaNoch keine Bewertungen
- Assignment 1 MPDokument4 SeitenAssignment 1 MPwilliam chinNoch keine Bewertungen
- GN06 Post Weld Heat Treatment of Welded PDFDokument11 SeitenGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickNoch keine Bewertungen
- Forging DefectDokument4 SeitenForging DefectRashmi Bhatt NautiyalNoch keine Bewertungen
- CastingDokument6 SeitenCastingSmer AlaliNoch keine Bewertungen
- Squeeze Forging PropertiesDokument3 SeitenSqueeze Forging Propertiesrajvijay_99Noch keine Bewertungen
- Hot Cold WorkingDokument40 SeitenHot Cold Workingpatel ketanNoch keine Bewertungen
- Product Design Guide For Forging PDFDokument31 SeitenProduct Design Guide For Forging PDFmelvin ekboteNoch keine Bewertungen
- Forging of MetalsDokument31 SeitenForging of MetalsSaiful IslamNoch keine Bewertungen
- Ceramic Materials for Energy Applications VIVon EverandCeramic Materials for Energy Applications VIHua-Tay LinNoch keine Bewertungen
- Copy and Paste The User To A Desired LocationDokument10 SeitenCopy and Paste The User To A Desired Locationetamil87Noch keine Bewertungen
- Business Cover Letter-1Dokument1 SeiteBusiness Cover Letter-1etamil87Noch keine Bewertungen
- Aluminium Alloys - GDC - PDCDokument4 SeitenAluminium Alloys - GDC - PDCetamil87Noch keine Bewertungen
- Calc10 2eDokument39 SeitenCalc10 2eetamil87Noch keine Bewertungen
- 2.008 Design & Manufacturing II: Spring 2004Dokument48 Seiten2.008 Design & Manufacturing II: Spring 2004etamil87Noch keine Bewertungen
- Anthony D. Desomma KPMG Consulting: Relevant Experience Oracle Services IndustriesDokument22 SeitenAnthony D. Desomma KPMG Consulting: Relevant Experience Oracle Services Industriesetamil87Noch keine Bewertungen
- Appendix-A:-: Ide-Pro Engineering Asia PVT LTDDokument1 SeiteAppendix-A:-: Ide-Pro Engineering Asia PVT LTDetamil87Noch keine Bewertungen
- Metal Casting: Design, Materials, & EconomicsDokument16 SeitenMetal Casting: Design, Materials, & Economicsetamil87Noch keine Bewertungen
- Packet For The Grammar Proficiency Exa1Dokument32 SeitenPacket For The Grammar Proficiency Exa1etamil87Noch keine Bewertungen
- 0720Dokument14 Seiten0720etamil87Noch keine Bewertungen
- Intermediate Sentence CorrectionDokument1 SeiteIntermediate Sentence Correctionetamil87Noch keine Bewertungen
- Intermediate Sentence Correction 9 - AnswersDokument1 SeiteIntermediate Sentence Correction 9 - Answersetamil87Noch keine Bewertungen
- English Synonyms: Word Synonym SynonymDokument35 SeitenEnglish Synonyms: Word Synonym Synonymetamil870% (1)
- Trigonometric IdentitiesDokument38 SeitenTrigonometric Identitiesetamil87Noch keine Bewertungen
- 2013 Annual ReportDokument15 Seiten2013 Annual Reportetamil87Noch keine Bewertungen
- English Synonyms: Word Synonym SynonymDokument35 SeitenEnglish Synonyms: Word Synonym Synonymetamil870% (1)
- OD426741449627129100Dokument1 SeiteOD426741449627129100SethuNoch keine Bewertungen
- Marketing Research ProjectDokument37 SeitenMarketing Research ProjectVijay100% (15)
- Usb - PoliDokument502 SeitenUsb - PoliNyl AnerNoch keine Bewertungen
- Brief On Safety Oct 10Dokument28 SeitenBrief On Safety Oct 10Srinivas EnamandramNoch keine Bewertungen
- Ar 2011Dokument36 SeitenAr 2011Micheal J JacsonNoch keine Bewertungen
- PX4211 2Dokument3 SeitenPX4211 2kalpanaNoch keine Bewertungen
- Times Leader 02-06-2012Dokument36 SeitenTimes Leader 02-06-2012The Times LeaderNoch keine Bewertungen
- Paper - 1: Principles & Practice of Accounting Questions True and FalseDokument29 SeitenPaper - 1: Principles & Practice of Accounting Questions True and FalsePiyush GoyalNoch keine Bewertungen
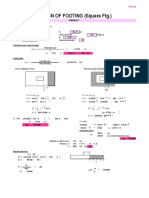
- Design of Footing (Square FTG.) : M Say, L 3.75Dokument2 SeitenDesign of Footing (Square FTG.) : M Say, L 3.75victoriaNoch keine Bewertungen
- Blanko Permohonan VettingDokument1 SeiteBlanko Permohonan VettingTommyNoch keine Bewertungen
- Example of Praxis TicketDokument3 SeitenExample of Praxis TicketEmily LescatreNoch keine Bewertungen
- INTERFACING LCD WITH 8051 MIROCONTROLLER With CodeDokument14 SeitenINTERFACING LCD WITH 8051 MIROCONTROLLER With CodeRajagiri CollegeNoch keine Bewertungen
- Orange Stripe # 57 EnglishDokument2 SeitenOrange Stripe # 57 EnglishShahid RazaNoch keine Bewertungen
- Pay Policy and Salary ScalesDokument22 SeitenPay Policy and Salary ScalesGodwin MendezNoch keine Bewertungen
- CSFP's Annual Executive Budget 2014Dokument169 SeitenCSFP's Annual Executive Budget 2014rizzelmangilitNoch keine Bewertungen
- Hw5 MaterialsDokument2 SeitenHw5 MaterialsmehdiNoch keine Bewertungen
- Guide To Downloading and Installing The WebMethods Free Trial Version - Wiki - CommunitiesDokument19 SeitenGuide To Downloading and Installing The WebMethods Free Trial Version - Wiki - CommunitiesHieu NguyenNoch keine Bewertungen
- 1962 BEECHCRAFT P35 Bonanza - Specifications, Performance, Operating Cost, Valuation, BrokersDokument12 Seiten1962 BEECHCRAFT P35 Bonanza - Specifications, Performance, Operating Cost, Valuation, BrokersRichard LundNoch keine Bewertungen
- 99990353-Wsi4-2 C1D2-7940022562 7950022563 7940022564Dokument2 Seiten99990353-Wsi4-2 C1D2-7940022562 7950022563 7940022564alltheloveintheworldNoch keine Bewertungen
- Framework For Durable ConcreteDokument8 SeitenFramework For Durable ConcreteDai ThanhNoch keine Bewertungen
- Asme 1417 WordDokument12 SeitenAsme 1417 WordERIKA RUBIONoch keine Bewertungen
- RH S65A SSVR Users ManualDokument11 SeitenRH S65A SSVR Users ManualMohd Fauzi YusohNoch keine Bewertungen
- Hey Can I Try ThatDokument20 SeitenHey Can I Try Thatapi-273078602Noch keine Bewertungen
- Python BarchartDokument34 SeitenPython BarchartSeow Khaiwen KhaiwenNoch keine Bewertungen
- Module 8 - Simple Interest and Compound InterestDokument11 SeitenModule 8 - Simple Interest and Compound InterestDawn Juliana AranNoch keine Bewertungen
- Affidavit To Use The Surname of The FatherDokument2 SeitenAffidavit To Use The Surname of The FatherGlenn Lapitan Carpena100% (1)
- ANSYS 14.0 Fluid Dynamics Update - Dipankar ChoudhuryDokument87 SeitenANSYS 14.0 Fluid Dynamics Update - Dipankar Choudhuryj_c_garcia_d100% (1)
- Engineer Noor Ahmad CVDokument5 SeitenEngineer Noor Ahmad CVSayed WafiNoch keine Bewertungen
- Public Instructions For Death CorrectionsDokument4 SeitenPublic Instructions For Death CorrectionsMukuru TechnologiesNoch keine Bewertungen
- Cassava Starch Granule Structure-Function Properties - Influence of Time and Conditions at Harvest On Four Cultivars of Cassava StarchDokument10 SeitenCassava Starch Granule Structure-Function Properties - Influence of Time and Conditions at Harvest On Four Cultivars of Cassava Starchwahyuthp43Noch keine Bewertungen