Das könnte Ihnen auch gefallen
- Arc Studwelding SystemsDokument24 SeitenArc Studwelding SystemsTan Chee DingNoch keine Bewertungen
- Mineralguss enDokument8 SeitenMineralguss enNebojša ObradovićNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDokument12 SeitenOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNoch keine Bewertungen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Powder Metallurgy ThesisDokument5 SeitenPowder Metallurgy ThesisPurchaseCollegePapersCanada100% (3)
- High Precision Copper Alloys: For Reliable Cost-Effective ConnectorsDokument3 SeitenHigh Precision Copper Alloys: For Reliable Cost-Effective ConnectorsvkmsNoch keine Bewertungen
- About SWDDPLDokument10 SeitenAbout SWDDPLumasankar.jNoch keine Bewertungen
- Aluminium Heat ExchangersDokument6 SeitenAluminium Heat ExchangersSachin KheveriaNoch keine Bewertungen
- Analsis of Casting ProcessDokument113 SeitenAnalsis of Casting ProcessNaveen KumarNoch keine Bewertungen
- Could Copper Pillar Change The OSAT EcosystemDokument4 SeitenCould Copper Pillar Change The OSAT EcosystemrhaudiogeekNoch keine Bewertungen
- Microstructural AnalysisDokument8 SeitenMicrostructural AnalysisAzrin RahmanNoch keine Bewertungen
- Arcfix Arc StudDokument21 SeitenArcfix Arc StudKiran Kumar KondapalliNoch keine Bewertungen
- AN5963Dokument7 SeitenAN5963Smriti SNoch keine Bewertungen
- Brazing Soldering Paste Screen VersionDokument28 SeitenBrazing Soldering Paste Screen VersionTecnoserv Ingenieros S.A:Noch keine Bewertungen
- Continuous Limpet Coil - Kronos MetalcraftDokument4 SeitenContinuous Limpet Coil - Kronos MetalcraftAzhaNoch keine Bewertungen
- Omsco Drillpipe CatalogueDokument24 SeitenOmsco Drillpipe Cataloguerwinmill100% (3)
- Coiled Tubing Services Manual: DowellDokument14 SeitenCoiled Tubing Services Manual: DowellDaveNoch keine Bewertungen
- Process MonitorDokument25 SeitenProcess MonitorNitu Vlsi100% (1)
- Galvanized Steel Inspection GuideDokument20 SeitenGalvanized Steel Inspection GuidePham Ngoc Khan100% (2)
- Cored Wires - ESAB - OK TubrodDokument87 SeitenCored Wires - ESAB - OK TubrodElias KapaNoch keine Bewertungen
- Indium5.1 Pbfree Solder Paste 97901 r8Dokument2 SeitenIndium5.1 Pbfree Solder Paste 97901 r8Gustavo Kubo LacerdaNoch keine Bewertungen
- Ryton Design GuideDokument24 SeitenRyton Design GuideKostas FrantzikNoch keine Bewertungen
- SulzerDokument32 SeitenSulzerYeti Candra Dwi AnggrainiNoch keine Bewertungen
- VacuumDokument6 SeitenVacuum03sri03Noch keine Bewertungen
- Brazeskin Cuprobraze 04Dokument9 SeitenBrazeskin Cuprobraze 04Syed Noman AhmedNoch keine Bewertungen
- Sanco Install Success.: Sanco - The Plain Copper Tube BrandDokument12 SeitenSanco Install Success.: Sanco - The Plain Copper Tube Brandmoni43Noch keine Bewertungen
- Amercoat 68 BSDokument4 SeitenAmercoat 68 BSStephen Francis BothelloNoch keine Bewertungen
- CEMS A 10 Part I APPXDokument80 SeitenCEMS A 10 Part I APPXaldairlopesNoch keine Bewertungen
- Case Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelDokument8 SeitenCase Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelJoel JacoboNoch keine Bewertungen
- Lot To Lot Wafer To Wafer Die To Die: Process VariationsDokument8 SeitenLot To Lot Wafer To Wafer Die To Die: Process VariationsMunish JainNoch keine Bewertungen
- EnergyDokument16 SeitenEnergykunjan2165100% (2)
- 5384 - en P PDFDokument25 Seiten5384 - en P PDFamitsonuksmsNoch keine Bewertungen
- Techniques Preplacing NickelbasedDokument8 SeitenTechniques Preplacing NickelbasedSyed Noman AhmedNoch keine Bewertungen
- Industrial Lasers and Applications in Automotive WeldingDokument24 SeitenIndustrial Lasers and Applications in Automotive WeldingABRAHAM SILVA HERNANDEZNoch keine Bewertungen
- Strip Casting Technology A Key To Product QualityDokument5 SeitenStrip Casting Technology A Key To Product Qualityjijith njNoch keine Bewertungen
- 5NPlusPaperAPEX2017S37 01-AmirNobariSubmittedDokument10 Seiten5NPlusPaperAPEX2017S37 01-AmirNobariSubmittedMedNoch keine Bewertungen
- Micro Shot PeeningDokument2 SeitenMicro Shot PeeningS. VeeravelNoch keine Bewertungen
- QALEX Pre Qualification 2019 2Dokument76 SeitenQALEX Pre Qualification 2019 2Abdul BasithNoch keine Bewertungen
- FULLTEXT01Dokument50 SeitenFULLTEXT01a.k2023Noch keine Bewertungen
- Brochure TIMREX Graphites For Carbon Brushes and Carbon PartsDokument12 SeitenBrochure TIMREX Graphites For Carbon Brushes and Carbon PartsvarundodhiaNoch keine Bewertungen
- SOP - 07 - Sand Blasting - Painting ProcedureDokument66 SeitenSOP - 07 - Sand Blasting - Painting ProcedureSuci Yatiningtiyas100% (1)
- Murata Low Temperature Co-Fired CeramicsDokument5 SeitenMurata Low Temperature Co-Fired Ceramicskn65238859Noch keine Bewertungen
- IPD Costing PDFDokument10 SeitenIPD Costing PDFSaddy DipoNoch keine Bewertungen
- Relationship Between Cutting Conditions and Chips Morphology During Milling of Aluminium Al-2050Dokument18 SeitenRelationship Between Cutting Conditions and Chips Morphology During Milling of Aluminium Al-2050John TorrezNoch keine Bewertungen
- Continuous Casting of Aluminium: Supplement 3Dokument27 SeitenContinuous Casting of Aluminium: Supplement 3Alejandro Méndez ArmadaNoch keine Bewertungen
- Composite Materials and Technology: Chapter - 3 Fabrication of CompositesDokument25 SeitenComposite Materials and Technology: Chapter - 3 Fabrication of CompositespincoNoch keine Bewertungen
- What Is Solder PasteDokument14 SeitenWhat Is Solder PastejackNoch keine Bewertungen
- C P I B: Oncrete IPE Nformation OokletDokument130 SeitenC P I B: Oncrete IPE Nformation OokletCristian GiurgeaNoch keine Bewertungen
- Aickinstrut Fiberglass FramingDokument36 SeitenAickinstrut Fiberglass FramingJalal AlbadriNoch keine Bewertungen
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesDokument5 SeitenDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarNoch keine Bewertungen
- Development of Modern High Strength Heavy Plates For Linepipe ApplicationsDokument8 SeitenDevelopment of Modern High Strength Heavy Plates For Linepipe ApplicationsMarcelo Varejão CasarinNoch keine Bewertungen
- Carboteq Sales Flyer E LowDokument6 SeitenCarboteq Sales Flyer E Lowhneto1975Noch keine Bewertungen
- GTI Cobar Xray Article 061421Dokument4 SeitenGTI Cobar Xray Article 061421Adair NettoNoch keine Bewertungen
- OCPA PipeInfoBookDokument130 SeitenOCPA PipeInfoBookElmer Freddy Torrico RodriguezNoch keine Bewertungen
- 2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Dokument202 Seiten2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Mrugesh Samsung.m31sNoch keine Bewertungen
- Material Standard For Building MaterialsDokument117 SeitenMaterial Standard For Building MaterialsHamza Mami100% (1)
- Esab - Solid Wire & Rod - SWR-10000Dokument14 SeitenEsab - Solid Wire & Rod - SWR-10000Carlos PadillaNoch keine Bewertungen
- Chips Located in CartridgesDokument13 SeitenChips Located in CartridgesGerson SoaresNoch keine Bewertungen
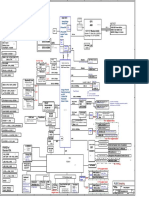
- Dell Inspiron Mini 1012 Compal LA-5732P Rev 0.2 SchematicsDokument33 SeitenDell Inspiron Mini 1012 Compal LA-5732P Rev 0.2 SchematicsGerson SoaresNoch keine Bewertungen
- 2 SC 5538Dokument4 Seiten2 SC 5538Gerson SoaresNoch keine Bewertungen
- HP Pavilion Dv7, Dv6 Flex H710di1 HPMH 40gab6600 b130, HR HPMH 40gab6200 b0c0 Intel RevcDokument63 SeitenHP Pavilion Dv7, Dv6 Flex H710di1 HPMH 40gab6600 b130, HR HPMH 40gab6200 b0c0 Intel RevcGerson Soares100% (1)
- C274 Point To Point Diagram: Main MotorDokument1 SeiteC274 Point To Point Diagram: Main MotorGerson SoaresNoch keine Bewertungen
- 823c2 Compal LA-7912PDokument63 Seiten823c2 Compal LA-7912Pwotanel100% (1)
- Intel® HM77 Express ChipsetDokument988 SeitenIntel® HM77 Express ChipsetShivbraham Singh RajawatNoch keine Bewertungen
- 2 SC 5538Dokument4 Seiten2 SC 5538Gerson SoaresNoch keine Bewertungen
- Datasheet Isl62882-BDokument42 SeitenDatasheet Isl62882-BSkander NomaneNoch keine Bewertungen
- Power On Sequence Inventec KittyDokument1 SeitePower On Sequence Inventec KittyGerson SoaresNoch keine Bewertungen
- 0525 智能手机,平板和超级本的创新电池管理解决方案Dokument49 Seiten0525 智能手机,平板和超级本的创新电池管理解决方案Gerson SoaresNoch keine Bewertungen
- FSL106HRDokument13 SeitenFSL106HRGerson SoaresNoch keine Bewertungen
- Socket 478 479Dokument41 SeitenSocket 478 479Gerson SoaresNoch keine Bewertungen
- Topstar C48 C46 C48 C46Dokument59 SeitenTopstar C48 C46 C48 C46Gerson SoaresNoch keine Bewertungen
- FA551X Series: Dimensions, MM SOP-8 DescriptionDokument22 SeitenFA551X Series: Dimensions, MM SOP-8 DescriptionGerson SoaresNoch keine Bewertungen
- CapacitorsDokument55 SeitenCapacitorsedyzm3104Noch keine Bewertungen
- HS00-06015 DatasheetDokument3 SeitenHS00-06015 DatasheetGerson SoaresNoch keine Bewertungen
- MCC SMD Marking CodesDokument23 SeitenMCC SMD Marking CodesHgfdfgh Kjhgjhkg50% (4)
- Dsa Ass A 00015178Dokument141 SeitenDsa Ass A 00015178Gerson SoaresNoch keine Bewertungen
- Dell XPS M1330 Thurman UMADokument46 SeitenDell XPS M1330 Thurman UMABoris RomacNoch keine Bewertungen
- Dell XPS M1330 Service ManualDokument54 SeitenDell XPS M1330 Service Manualmaoh800% (1)
- Lenovo z470 - Quanta Kl6a Discrete - Rev 1a Dakl6mb16g0Dokument47 SeitenLenovo z470 - Quanta Kl6a Discrete - Rev 1a Dakl6mb16g0Gerson Soares100% (1)
- Recommended FOR NEW Design: Dual-Phase Single Chip IMVP-6 Vcore Power SupplyDokument37 SeitenRecommended FOR NEW Design: Dual-Phase Single Chip IMVP-6 Vcore Power SupplyGerson SoaresNoch keine Bewertungen
- Bq24751a PDFDokument40 SeitenBq24751a PDFGerson SoaresNoch keine Bewertungen
- Msi ms-7525 Rev 0b SCH PDFDokument31 SeitenMsi ms-7525 Rev 0b SCH PDFGerson SoaresNoch keine Bewertungen
- MP6001 Diagram PointoPoint v00Dokument23 SeitenMP6001 Diagram PointoPoint v00Cheffley White100% (2)
- BtacendeledDokument1 SeiteBtacendeledGerson SoaresNoch keine Bewertungen
- 14848d1331864301 Sc819 Mpc2551 Cant Update Firmware d104 Firmware HistoryDokument28 Seiten14848d1331864301 Sc819 Mpc2551 Cant Update Firmware d104 Firmware HistoryGerson SoaresNoch keine Bewertungen
- Outdoor-Indoor Air Pollution in Urban EnvironmentDokument8 SeitenOutdoor-Indoor Air Pollution in Urban EnvironmentNikolas Jalu Padma IswaraNoch keine Bewertungen
- Sarcosine MsdsDokument41 SeitenSarcosine MsdsAnonymous ZVvGjtUGNoch keine Bewertungen
- Chemical Composition and Some Functional Properties of Soluble Fibro-Protein Extracts From Tunisian Date Palm SeedsDokument12 SeitenChemical Composition and Some Functional Properties of Soluble Fibro-Protein Extracts From Tunisian Date Palm SeedsSakline MinarNoch keine Bewertungen
- Hyperbaric Oxygen TherapyDokument7 SeitenHyperbaric Oxygen Therapy18juni1995Noch keine Bewertungen
- CentrifugationDokument43 SeitenCentrifugationSudeeksha RavikotiNoch keine Bewertungen
- Enantiomers Evaluation CetirizineDokument4 SeitenEnantiomers Evaluation Cetirizinebebel555Noch keine Bewertungen
- Nursing Care Plan PrenatalDokument5 SeitenNursing Care Plan PrenatalKim Galamgam100% (2)
- Fibc Type A B C D Classification SafetyDokument2 SeitenFibc Type A B C D Classification Safetydhineshbabu rNoch keine Bewertungen
- Aws Cwi QuestionDokument8 SeitenAws Cwi Questionfrenskiran75% (4)
- Sales Contract Bangladesh Complete and Signed by Jolly 22 July 2021Dokument18 SeitenSales Contract Bangladesh Complete and Signed by Jolly 22 July 2021Fantania BerryNoch keine Bewertungen
- 5 Minute Guide Electricity StorageDokument17 Seiten5 Minute Guide Electricity StorageCarlos HolguinNoch keine Bewertungen
- Worksheet2-Water QualityDokument4 SeitenWorksheet2-Water QualityJoewellyn LimNoch keine Bewertungen
- 51314-3985-Methanol-Induced Internal Stress CorrosDokument18 Seiten51314-3985-Methanol-Induced Internal Stress CorrosMahmoud GamalNoch keine Bewertungen
- Enviromental Toxicity and EvaluationDokument25 SeitenEnviromental Toxicity and EvaluationSalma ShadNoch keine Bewertungen
- 2014 Online Catlog - PDF MonDokument50 Seiten2014 Online Catlog - PDF Monjaag2000Noch keine Bewertungen
- Plug Design Case StudyDokument24 SeitenPlug Design Case StudyAnonymous EsZwKlnBNoch keine Bewertungen
- Multiple Choice Questions (MCQ) Topic Quiz Biological MembranesDokument22 SeitenMultiple Choice Questions (MCQ) Topic Quiz Biological MembranesVeluz Kirt Peter GuiribaNoch keine Bewertungen
- Dissolution TestDokument5 SeitenDissolution TestAlecza Mae SavellaNoch keine Bewertungen
- ACTI-PLUS® 2818: Safety Data SheetDokument12 SeitenACTI-PLUS® 2818: Safety Data SheetCharbel WannesNoch keine Bewertungen
- Al Techbull Al195Dokument2 SeitenAl Techbull Al195Ian OttoNoch keine Bewertungen
- (MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QDokument27 Seiten(MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QIsmaliza IshakNoch keine Bewertungen
- High Voltage Cable JointingDokument7 SeitenHigh Voltage Cable Jointingscrapmail9Noch keine Bewertungen
- Redox EquilibriaDokument2 SeitenRedox Equilibriafunkykid80Noch keine Bewertungen
- Totalenergies PaperDokument2 SeitenTotalenergies PaperJulian Dario Galarza InsfranNoch keine Bewertungen
- Sec611 - Steel ReinforcementDokument7 SeitenSec611 - Steel ReinforcementAmr Adel HameedNoch keine Bewertungen
- RingMethod Zuidema WatersDokument2 SeitenRingMethod Zuidema WatersJack Yoseph Martinez OrtegaNoch keine Bewertungen
- Auditor or ManagerDokument7 SeitenAuditor or Managerapi-79118648Noch keine Bewertungen
- Assignment 07 ADokument3 SeitenAssignment 07 AsundusNoch keine Bewertungen
- Are Red Flowers Really Red?Dokument4 SeitenAre Red Flowers Really Red?Mikaella CapiralNoch keine Bewertungen