Das könnte Ihnen auch gefallen
- L'Organisation Du Processus de Qualité Dans Une Maison de CultureDokument89 SeitenL'Organisation Du Processus de Qualité Dans Une Maison de CultureMakrem CherifNoch keine Bewertungen
- Industrialisation - Obtention de Brut: IP52 F P13Dokument6 SeitenIndustrialisation - Obtention de Brut: IP52 F P13Makrem CherifNoch keine Bewertungen
- Symetrie ProfDokument2 SeitenSymetrie ProfMakrem CherifNoch keine Bewertungen
- ISSATKR Chaudronnerie Et Soudure TD No 2Dokument2 SeitenISSATKR Chaudronnerie Et Soudure TD No 2Makrem CherifNoch keine Bewertungen
- Feinguss Masstoleranzen FDokument3 SeitenFeinguss Masstoleranzen FMakrem CherifNoch keine Bewertungen
- E2 Bac Pro PM Decolletage Juin 2018 Dossier Questions ReponsesDokument9 SeitenE2 Bac Pro PM Decolletage Juin 2018 Dossier Questions ReponsesMakrem CherifNoch keine Bewertungen
- PFE Rapport F 19Dokument65 SeitenPFE Rapport F 19Makrem CherifNoch keine Bewertungen
- Présentation Du ProjetDokument10 SeitenPrésentation Du ProjetMakrem CherifNoch keine Bewertungen
- 18 Procede Soudage 21 TECNA TE 90 01 04 2012Dokument8 Seiten18 Procede Soudage 21 TECNA TE 90 01 04 2012Makrem CherifNoch keine Bewertungen
- Les Rayonnages Norm 5-12-20!25!28 35 Brochure Hupfer 30 3 FraDokument24 SeitenLes Rayonnages Norm 5-12-20!25!28 35 Brochure Hupfer 30 3 FraMakrem CherifNoch keine Bewertungen
- Buteebarillet CompletDokument4 SeitenButeebarillet CompletMakrem CherifNoch keine Bewertungen
- Liste Complémentaire Des Examens Covid19Dokument1 SeiteListe Complémentaire Des Examens Covid19Makrem CherifNoch keine Bewertungen
- Archive MobileDokument4 SeitenArchive MobileMakrem CherifNoch keine Bewertungen
- Inventaire Spe Geo ProfDokument1 SeiteInventaire Spe Geo ProfMakrem CherifNoch keine Bewertungen
- SW112Dokument7 SeitenSW112Makrem CherifNoch keine Bewertungen
- Appareil de Newton PDFDokument21 SeitenAppareil de Newton PDFMakrem CherifNoch keine Bewertungen
- 30 Rouleuse RCS 3 Rouleaux 09 04 2012Dokument14 Seiten30 Rouleuse RCS 3 Rouleaux 09 04 2012Makrem CherifNoch keine Bewertungen
- Capacite de Cintrage 0Dokument1 SeiteCapacite de Cintrage 0Makrem CherifNoch keine Bewertungen
- Conférence Analyse Défaut 26 Octobre 2015Dokument32 SeitenConférence Analyse Défaut 26 Octobre 2015Makrem CherifNoch keine Bewertungen
- 14 Four MEKER 30 03 2012Dokument7 Seiten14 Four MEKER 30 03 2012Makrem CherifNoch keine Bewertungen
- Gating Risering FRDokument56 SeitenGating Risering FRghita_mehedintuNoch keine Bewertungen
- LLGT RetraitDokument1 SeiteLLGT RetraitMakrem CherifNoch keine Bewertungen
- Controle Qualite 1 PDFDokument7 SeitenControle Qualite 1 PDFrbibouhNoch keine Bewertungen
- 2-Schema Général de Fab Pièce MouléeDokument1 Seite2-Schema Général de Fab Pièce MouléeMakrem CherifNoch keine Bewertungen
- Gating Risering FRDokument56 SeitenGating Risering FRghita_mehedintuNoch keine Bewertungen
- 3-Contrat de Phase N°10Dokument1 Seite3-Contrat de Phase N°10Makrem CherifNoch keine Bewertungen
- 386 PDFDokument2 Seiten386 PDFMakrem CherifNoch keine Bewertungen
- 1-Techniques de Fabrication PDFDokument2 Seiten1-Techniques de Fabrication PDFnahimNoch keine Bewertungen
- Appareil de Newton PDFDokument21 SeitenAppareil de Newton PDFMakrem CherifNoch keine Bewertungen
- Controle Qualite 1 PDFDokument7 SeitenControle Qualite 1 PDFrbibouhNoch keine Bewertungen
- Raccords Et Accessoirs A Mettre en NomenclatureDokument4 SeitenRaccords Et Accessoirs A Mettre en NomenclaturecheikhfurtifNoch keine Bewertungen
- Les Outils Du PlombierDokument3 SeitenLes Outils Du PlombierGrineNoch keine Bewertungen
- Cincinnati Milacron Pe 10-15-17-20Dokument30 SeitenCincinnati Milacron Pe 10-15-17-20Arnaud VERGUETNoch keine Bewertungen
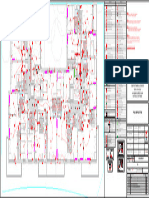
- Elec R+3Dokument1 SeiteElec R+3Yagouba WathNoch keine Bewertungen
- BOM Liaisons MecaniquesDokument1 SeiteBOM Liaisons MecaniquesInes TaurelNoch keine Bewertungen
- Menuiserie: Le Grand Livre de LaDokument31 SeitenMenuiserie: Le Grand Livre de Laorchaida100% (2)
- BrochageDokument15 SeitenBrochageTBG GadjiNoch keine Bewertungen
- TD1 STDokument5 SeitenTD1 STNisrine DaoukiNoch keine Bewertungen
- Mise en Position Des PiècesDokument32 SeitenMise en Position Des PiècesCker Jo100% (1)
- 2022 GCB 000 Pip DTS 007Dokument4 Seiten2022 GCB 000 Pip DTS 007Fady Bou AbboudNoch keine Bewertungen
- PLAN Monopoutre Ponts Roulants PDFDokument2 SeitenPLAN Monopoutre Ponts Roulants PDFClay RiosNoch keine Bewertungen
- Sisteme de DebitajDokument26 SeitenSisteme de DebitajdiNoch keine Bewertungen
- Filtros Jumbo Dt821 Dd411Dokument4 SeitenFiltros Jumbo Dt821 Dd411Walter Olivas SaldañaNoch keine Bewertungen
- Comment Lire Les Caractéristiques Des Barres D'Alésage: Comment Cette Page Est OrganiséeDokument42 SeitenComment Lire Les Caractéristiques Des Barres D'Alésage: Comment Cette Page Est OrganiséeAstrid Capo ChichiNoch keine Bewertungen
- M1 Fabrication Des Pièces Simple en TournageDokument76 SeitenM1 Fabrication Des Pièces Simple en TournageBadr El Rhazzali100% (1)
- Les Montage Des Roulements Type BCDokument2 SeitenLes Montage Des Roulements Type BCBoulinoNoch keine Bewertungen
- Nom de La Feuille Numbers Nom Du Tableau NumbersDokument17 SeitenNom de La Feuille Numbers Nom Du Tableau NumbersMazoon AL BusaeediNoch keine Bewertungen
- PLOMBERIE, NOTES - ComprendreconstruireDokument4 SeitenPLOMBERIE, NOTES - ComprendreconstruireAhmadou NdNoch keine Bewertungen
- Structure Et FonctionemetDokument230 SeitenStructure Et FonctionemetNacer NacerNoch keine Bewertungen
- Tormek T7Dokument4 SeitenTormek T7RAFIDYNoch keine Bewertungen
- Catalogue Bene BV Tarif 24 Avril 2014 PDF 9 6 Mo Bene BV Lcat0Dokument369 SeitenCatalogue Bene BV Tarif 24 Avril 2014 PDF 9 6 Mo Bene BV Lcat0ZNoch keine Bewertungen
- DRM CorrigéDokument6 SeitenDRM CorrigéNajet MarsNoch keine Bewertungen
- Les Calibre À Limites - PROFDokument3 SeitenLes Calibre À Limites - PROFDave De ClercqNoch keine Bewertungen
- Technologie de Conception Mecanique PourDokument104 SeitenTechnologie de Conception Mecanique Pourموسى زاويNoch keine Bewertungen
- Permis Machine Synthese Session 2021Dokument4 SeitenPermis Machine Synthese Session 2021api-489017636Noch keine Bewertungen
- Baccalaureat 2005Dokument32 SeitenBaccalaureat 2005Mohammed reda HadiNoch keine Bewertungen
- Etat Des Besoins Dans Les Services de La Solde Et Des RequetesDokument2 SeitenEtat Des Besoins Dans Les Services de La Solde Et Des RequeteskarlNoch keine Bewertungen
- Vampire La Mascarade - Edition 20e - ArmurerieDokument18 SeitenVampire La Mascarade - Edition 20e - ArmurerieM.E.T.H.O.S100% (1)
- TD1 Correction CFAODokument4 SeitenTD1 Correction CFAOEddehbi100% (1)
- FURUKAWADokument3 SeitenFURUKAWAmohamed bouabdellahNoch keine Bewertungen