Das könnte Ihnen auch gefallen
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Dokument7 SeitenTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNoch keine Bewertungen
- Table UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1Dokument4 SeitenTable UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1MechanicalNoch keine Bewertungen
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Table UCS-56-4 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-Nos. 5A, 5B, and 5CDokument3 SeitenTable UCS-56-4 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-Nos. 5A, 5B, and 5CMechanicalNoch keine Bewertungen
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADokument2 SeitenTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalNoch keine Bewertungen
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADokument4 SeitenTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalNoch keine Bewertungen
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADokument3 SeitenTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalNoch keine Bewertungen
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDokument4 SeitenTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNoch keine Bewertungen
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDokument6 SeitenTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNoch keine Bewertungen
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDokument3 SeitenTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNoch keine Bewertungen
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDokument6 SeitenTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNoch keine Bewertungen
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDokument3 SeitenTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNoch keine Bewertungen
- Table Ucs 56 3 (P.no.4)Dokument1 SeiteTable Ucs 56 3 (P.no.4)Anonymous AyDvqgNoch keine Bewertungen
- Ucs 56Dokument1 SeiteUcs 56enemesio_85100% (1)
- Asme Viii 1 - PWHT PDFDokument1 SeiteAsme Viii 1 - PWHT PDFGANGADHAR SAHUNoch keine Bewertungen
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDokument6 SeitenTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNoch keine Bewertungen
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDokument5 SeitenTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNoch keine Bewertungen
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDokument1 SeiteTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15ECITRIXNoch keine Bewertungen
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Dokument1 SeiteTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Panchal ShaileshNoch keine Bewertungen
- PWTH RequirementDokument2 SeitenPWTH Requirementveeru290683_20976731Noch keine Bewertungen
- Tablas de TT para Materiales P 91Dokument2 SeitenTablas de TT para Materiales P 91Manuel Alejandro González MarcanoNoch keine Bewertungen
- Ibr RegDokument6 SeitenIbr RegSitaram Jha100% (1)
- PWHT, HT, Igc, MawpDokument40 SeitenPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Sa 203Dokument4 SeitenSa 203gst ajahNoch keine Bewertungen
- Dillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedDokument4 SeitenDillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedBui Chi TamNoch keine Bewertungen
- Dillimax 690 eDokument4 SeitenDillimax 690 ePrabhakar TiwariNoch keine Bewertungen
- B31.3 2016 PDFDokument2 SeitenB31.3 2016 PDFEuclidesNoch keine Bewertungen
- Acero Dillimax 500 MLDokument4 SeitenAcero Dillimax 500 MLAlexis Guzmán MéndezNoch keine Bewertungen
- Tabla 132 TT - ASME B31.1Dokument1 SeiteTabla 132 TT - ASME B31.1Manuel Alejandro González MarcanoNoch keine Bewertungen
- Post WeldDokument4 SeitenPost WelddanemsalNoch keine Bewertungen
- Technical Notes (General Specification) FOR Air Cooled Heat ExchangersDokument55 SeitenTechnical Notes (General Specification) FOR Air Cooled Heat Exchangerscprcdocumentation01Noch keine Bewertungen
- ANSI B31.3 Tratamiento TermicoDokument6 SeitenANSI B31.3 Tratamiento Termicoenemesio_85Noch keine Bewertungen
- Asme CCase 2067-2Dokument2 SeitenAsme CCase 2067-2ADAMJSRAONoch keine Bewertungen
- Asme Sec Viii Ucs PWHTDokument35 SeitenAsme Sec Viii Ucs PWHTMahesh KumarNoch keine Bewertungen
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDokument3 SeitenPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedSofiaJabadanEspulgarNoch keine Bewertungen
- Spec EarthingDokument9 SeitenSpec EarthingsbpathiNoch keine Bewertungen
- Solved Pressure Vessels QuestionsDokument2 SeitenSolved Pressure Vessels QuestionsParminder SinghNoch keine Bewertungen
- IBR Amendment 2001,3Dokument6 SeitenIBR Amendment 2001,3Agniva DuttaNoch keine Bewertungen
- Technical Specification - FilterDokument15 SeitenTechnical Specification - FilterMurli RamchandranNoch keine Bewertungen
- Rigid Pipe Covering (K450) : With Extr A Rig IDDokument6 SeitenRigid Pipe Covering (K450) : With Extr A Rig IDraguhvacind4620Noch keine Bewertungen
- (0209) 031801Dokument12 Seiten(0209) 031801Sixto Gerardo Oña AnaguanoNoch keine Bewertungen
- Scope of Job:-: Attachment To PR 10-2275 Page 1 of 9 Hot Insulation Jobs in Fre Job Scope & Notes To VendorsDokument9 SeitenScope of Job:-: Attachment To PR 10-2275 Page 1 of 9 Hot Insulation Jobs in Fre Job Scope & Notes To VendorsraghbirNoch keine Bewertungen
- ASME B31.3 (2022) - PWHT RequirementDokument4 SeitenASME B31.3 (2022) - PWHT RequirementTactical Blackhawk Batam100% (1)
- SecVIII Div1 UW40Dokument2 SeitenSecVIII Div1 UW40arianaseriNoch keine Bewertungen
- Api Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeDokument14 SeitenApi Ast Subcommittee: Impact: Minimal 620 Appendix X-Duplex Stainless Steel Storage Tanks X.1 ScopeHAKANNoch keine Bewertungen
- Asme Sa 553 Astm A553Dokument6 SeitenAsme Sa 553 Astm A553clarence8bacligNoch keine Bewertungen
- D9 Ppag-100-Et-C-025-3 PDFDokument5 SeitenD9 Ppag-100-Et-C-025-3 PDFSantiago GarciaNoch keine Bewertungen
- HFY-PIP-SP-00008 X Specification - For - Insulation - A-CommentedDokument13 SeitenHFY-PIP-SP-00008 X Specification - For - Insulation - A-CommentedVignesh PanchabakesanNoch keine Bewertungen
- Lesson 06 UW40 UW56.1 New2Dokument30 SeitenLesson 06 UW40 UW56.1 New2Kandregula Mohan BabuNoch keine Bewertungen
- InsulationDokument63 SeitenInsulationSH1961Noch keine Bewertungen
- Asme BPVC 2017 Code Case 2702-3Dokument6 SeitenAsme BPVC 2017 Code Case 2702-3Anonymous lmCR3SkPrKNoch keine Bewertungen
- Tarecpir Project Spec Inst GuideDokument64 SeitenTarecpir Project Spec Inst GuideFaizal YaacobNoch keine Bewertungen
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDokument6 SeitenSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceAna Emily PrentissNoch keine Bewertungen
- ALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)Dokument91 SeitenALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)thiagoNoch keine Bewertungen
- Flange Summary Data Sheet: Chemical RequirementsDokument1 SeiteFlange Summary Data Sheet: Chemical RequirementsMJ MagdyNoch keine Bewertungen
- Uha 32-2Dokument1 SeiteUha 32-2Lipika GayenNoch keine Bewertungen
- 10-87-02 Spec For Ceramic Fibre Blanket InsulationDokument5 Seiten10-87-02 Spec For Ceramic Fibre Blanket InsulationlightsonsNoch keine Bewertungen
- KG Brochure Globo GL3Dokument14 SeitenKG Brochure Globo GL3mmmlormamNoch keine Bewertungen
- Efficient LightingDokument1 SeiteEfficient LightingCITRIXNoch keine Bewertungen
- Efficient LightingDokument1 SeiteEfficient LightingCITRIXNoch keine Bewertungen
- Efficient LightingDokument1 SeiteEfficient LightingCITRIXNoch keine Bewertungen
- Efficient LightingDokument1 SeiteEfficient LightingCITRIXNoch keine Bewertungen
- Efficient LightingDokument1 SeiteEfficient LightingCITRIXNoch keine Bewertungen
- RereDokument1 SeiteRereCITRIXNoch keine Bewertungen
- ForewordDokument1 SeiteForewordCITRIXNoch keine Bewertungen
- Pages From ASME - BPVC - 2013-Brochure-3Dokument1 SeitePages From ASME - BPVC - 2013-Brochure-3CITRIXNoch keine Bewertungen
- Recommended Practice For Lightning Protection of Aboveground Storage Tanks For Flammable or Combustible LiquidsDokument1 SeiteRecommended Practice For Lightning Protection of Aboveground Storage Tanks For Flammable or Combustible LiquidsCITRIXNoch keine Bewertungen
- 3 Terms and DefinitionsDokument1 Seite3 Terms and DefinitionsCITRIXNoch keine Bewertungen
- Pages From ASME - BPVC - 2013-Brochure-4Dokument1 SeitePages From ASME - BPVC - 2013-Brochure-4CITRIXNoch keine Bewertungen
- Pages From ASME - BPVC - 2013-Brochure-5Dokument1 SeitePages From ASME - BPVC - 2013-Brochure-5CITRIXNoch keine Bewertungen
- DgnemDokument2 SeitenDgnememiliNoch keine Bewertungen
- Pages From ASME - BPVC - 2013-BrochureDokument1 SeitePages From ASME - BPVC - 2013-BrochureCITRIXNoch keine Bewertungen
- Pages From TAC - 7 PDFDokument1 SeitePages From TAC - 7 PDFCITRIXNoch keine Bewertungen
- Pages From TAC - 7 PDFDokument1 SeitePages From TAC - 7 PDFCITRIXNoch keine Bewertungen
- Pages From The Art of Thinking 1Dokument1 SeitePages From The Art of Thinking 1CITRIXNoch keine Bewertungen
- Pages From TAC - 7 PDFDokument1 SeitePages From TAC - 7 PDFCITRIXNoch keine Bewertungen
- Pages From The Art of Thinking Clearly-4Dokument1 SeitePages From The Art of Thinking Clearly-4CITRIXNoch keine Bewertungen
- Pages From TAC - 7 PDFDokument1 SeitePages From TAC - 7 PDFCITRIXNoch keine Bewertungen
- Pages From TAC - 11Dokument1 SeitePages From TAC - 11CITRIXNoch keine Bewertungen
- Bias Has Presented The Banks With Billions in LossesDokument1 SeiteBias Has Presented The Banks With Billions in LossesCITRIXNoch keine Bewertungen
- Pages From TAC - 4Dokument3 SeitenPages From TAC - 4CITRIXNoch keine Bewertungen
- Pages From TAC - 7 PDFDokument1 SeitePages From TAC - 7 PDFCITRIXNoch keine Bewertungen
- Pages From TAC - 6Dokument1 SeitePages From TAC - 6CITRIXNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- See Also Illusion of Control (Ch. 17) Coincidence (Ch. 24) False Causality (Ch. 37)Dokument1 SeiteSee Also Illusion of Control (Ch. 17) Coincidence (Ch. 24) False Causality (Ch. 37)CITRIXNoch keine Bewertungen
- Survivorship Bias Can Become Especially Pernicious When You Become ADokument1 SeiteSurvivorship Bias Can Become Especially Pernicious When You Become ACITRIXNoch keine Bewertungen
- See Also Illusion of Control (Ch. 17) Coincidence (Ch. 24) False Causality (Ch. 37)Dokument2 SeitenSee Also Illusion of Control (Ch. 17) Coincidence (Ch. 24) False Causality (Ch. 37)CITRIXNoch keine Bewertungen
- ArtofyDokument3 SeitenArtofyCITRIXNoch keine Bewertungen
- Atlas Stainless Steel Data SheetsDokument57 SeitenAtlas Stainless Steel Data Sheetszoksi67% (3)
- Difference Between Stainless Steel Grade SS316 & SS316LDokument1 SeiteDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghNoch keine Bewertungen
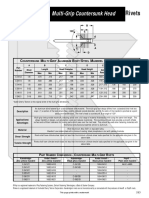
- Rivets Multi Grip CountersunkDokument1 SeiteRivets Multi Grip CountersunkIsrael OluwagbemiNoch keine Bewertungen
- Tools, and Instruments.: Contoh Flash CardDokument4 SeitenTools, and Instruments.: Contoh Flash CardBella WahonganNoch keine Bewertungen
- Squeeze Massage ToolDokument9 SeitenSqueeze Massage ToolRavi GargNoch keine Bewertungen
- Titan Guide Spec For Stucco 2012-01-12Dokument7 SeitenTitan Guide Spec For Stucco 2012-01-12Joseph ChenNoch keine Bewertungen
- Product Catalogue: Welding ConsumablesDokument44 SeitenProduct Catalogue: Welding ConsumablesSerhan AysanNoch keine Bewertungen
- Astm A153 A153m-09Dokument6 SeitenAstm A153 A153m-09TàiChínhDoanhNghiệpNoch keine Bewertungen
- GGG40 50 60Dokument10 SeitenGGG40 50 60fklicekNoch keine Bewertungen
- Yavana Soldier On Bharhut Frieze An InduDokument6 SeitenYavana Soldier On Bharhut Frieze An InduR. FortalNoch keine Bewertungen
- Main Roads Specifications and Technical Standards MRTS78 Fabrication of Structural SteelworkDokument20 SeitenMain Roads Specifications and Technical Standards MRTS78 Fabrication of Structural Steelworkmohamed salahNoch keine Bewertungen
- Aircraft Surface Protection and Paint CoatingsDokument2 SeitenAircraft Surface Protection and Paint CoatingsSarah SNoch keine Bewertungen
- Aerospace Material Specification: (R) In-Process Welding of CastingsDokument13 SeitenAerospace Material Specification: (R) In-Process Welding of CastingsRamesh R100% (1)
- Oerlikon Metco Materials GuideDokument52 SeitenOerlikon Metco Materials GuideApichitNoch keine Bewertungen
- z3T - Maraging Steel 1-2709 (EOS MS1)Dokument1 Seitez3T - Maraging Steel 1-2709 (EOS MS1)martinm3tNoch keine Bewertungen
- 11 Bolted Connections Part 2 - Sem 2 AY 2015 - 16 - IVLEDokument27 Seiten11 Bolted Connections Part 2 - Sem 2 AY 2015 - 16 - IVLESteven KuaNoch keine Bewertungen
- Steel Industry 1Dokument60 SeitenSteel Industry 1Mohammad OsamaNoch keine Bewertungen
- Arv ManholeDokument1 SeiteArv ManholeBrian BonnerNoch keine Bewertungen
- ManufacturingDokument2 SeitenManufacturingBarbieBarbieNoch keine Bewertungen
- FIRE DOORS (120 Minutes) IS 3614: A Royal Fab Group VentureDokument11 SeitenFIRE DOORS (120 Minutes) IS 3614: A Royal Fab Group VentureAlbert SekarNoch keine Bewertungen
- Tapping Feed and Speed Viking Drill and ToolDokument1 SeiteTapping Feed and Speed Viking Drill and ToolDaniele TropepeNoch keine Bewertungen
- Striking ArcDokument96 SeitenStriking ArcJohn Wilner DirectoNoch keine Bewertungen
- Inconel 625Dokument5 SeitenInconel 625koushkiNoch keine Bewertungen
- Welding of Cast IronDokument10 SeitenWelding of Cast IronKrishnendu RouthNoch keine Bewertungen
- Workshop Practice 1st YearDokument21 SeitenWorkshop Practice 1st YearVIPAN KUMARNoch keine Bewertungen
- Advantages of Open Die ForgingDokument5 SeitenAdvantages of Open Die ForgingAjith KumarNoch keine Bewertungen
- Effect of Minor and Trace Elements in Cast IronDokument2 SeitenEffect of Minor and Trace Elements in Cast IronsachinguptachdNoch keine Bewertungen
- A Tablet Inscription of Ganweriwala Is ADokument2 SeitenA Tablet Inscription of Ganweriwala Is AKrishnamurthy RangaiahNoch keine Bewertungen
- Witcher The Snail SchoolDokument4 SeitenWitcher The Snail SchoolKirillNoch keine Bewertungen
- 2016 - Steel Times International - OJ - INDUGA - DOERENTRUP - Micro - MillsDokument6 Seiten2016 - Steel Times International - OJ - INDUGA - DOERENTRUP - Micro - MillsKhaled BOUALINoch keine Bewertungen
- Waste: One Woman’s Fight Against America’s Dirty SecretVon EverandWaste: One Woman’s Fight Against America’s Dirty SecretBewertung: 5 von 5 Sternen5/5 (1)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionVon EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionBewertung: 3 von 5 Sternen3/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- The Cyanide Canary: A True Story of InjusticeVon EverandThe Cyanide Canary: A True Story of InjusticeBewertung: 4 von 5 Sternen4/5 (52)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsVon EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNoch keine Bewertungen
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsVon EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsBewertung: 4 von 5 Sternen4/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Introduction to Ecology and Environmental Laws in IndiaVon EverandIntroduction to Ecology and Environmental Laws in IndiaNoch keine Bewertungen
- Practical Troubleshooting of Electrical Equipment and Control CircuitsVon EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsBewertung: 4 von 5 Sternen4/5 (5)