Das könnte Ihnen auch gefallen
- Reutilizacion CaterpillarDokument50 SeitenReutilizacion CaterpillarJorge EspinozaNoch keine Bewertungen
- Ajuste de VálvulasDokument3 SeitenAjuste de VálvulasEmerson MercadoNoch keine Bewertungen
- C32 - RSD00176 - Electronic Unit Injector - Adjust PDFDokument4 SeitenC32 - RSD00176 - Electronic Unit Injector - Adjust PDFyakubNoch keine Bewertungen
- D399 Operation SystemDokument64 SeitenD399 Operation SystemNOUR ZAINNoch keine Bewertungen
- Caterpillar C15 P1Z00331Dokument3 SeitenCaterpillar C15 P1Z00331Hendra MechanicNoch keine Bewertungen
- Cummins N14 NTA14Dokument1 SeiteCummins N14 NTA14Jenso GallardoNoch keine Bewertungen
- c7 168 KW Spec Sheet Abby PDFDokument4 Seitenc7 168 KW Spec Sheet Abby PDFAlfonzo PerezNoch keine Bewertungen
- Caterpillar C15 FTH000001Dokument3 SeitenCaterpillar C15 FTH000001Hendra MechanicNoch keine Bewertungen
- Tool Adjust Fuel Injector 3500Dokument1 SeiteTool Adjust Fuel Injector 3500nur rohmanNoch keine Bewertungen
- Cylinder Cutout TestDokument3 SeitenCylinder Cutout TestPILAR MARTINEZ100% (1)
- Adjustment of The Valve Lash and The Valve Bridge With The 147-5482Dokument8 SeitenAdjustment of The Valve Lash and The Valve Bridge With The 147-5482victor.cipriani50% (2)
- C15 Acert PB - FINALDokument5 SeitenC15 Acert PB - FINALfjaristizabal0% (1)
- HEUI Cleanout Procedure by Holt-May 2007Dokument8 SeitenHEUI Cleanout Procedure by Holt-May 2007Alvaro PomaNoch keine Bewertungen
- C13, C15, and C18 Engines Acceleration Is Poor or Throttle ResDokument4 SeitenC13, C15, and C18 Engines Acceleration Is Poor or Throttle ResRaphael ThornerNoch keine Bewertungen
- Pruebas y Ajustes C27 and C32 GeneratorDokument5 SeitenPruebas y Ajustes C27 and C32 GeneratorMuhammad Ary safarta100% (1)
- Crankshaft Position For Fuel Injector Adjustment and Valve Lash SettingDokument2 SeitenCrankshaft Position For Fuel Injector Adjustment and Valve Lash SettingEva AprianaNoch keine Bewertungen
- Engine DiagramsDokument43 SeitenEngine Diagramsthetam218kjjNoch keine Bewertungen
- 3406 eDokument21 Seiten3406 eAnil Kumar100% (1)
- Cat 3400 AdjustingDokument7 SeitenCat 3400 AdjustingaliNoch keine Bewertungen
- CAT C18 Crankshaft Front Seal - InstallDokument2 SeitenCAT C18 Crankshaft Front Seal - InstallSayel MokhaimerNoch keine Bewertungen
- Valve and Valve Spring SpecificationsDokument21 SeitenValve and Valve Spring Specificationsbetoven8437100% (1)
- Major Overhaul Procedure Chart (Using Remanufactured Components)Dokument2 SeitenMajor Overhaul Procedure Chart (Using Remanufactured Components)carlos gallego100% (1)
- Rebuilding The Cat 3208 DieselDokument12 SeitenRebuilding The Cat 3208 DieselEd CalheNoch keine Bewertungen
- Cat ET License Types FunctionalityDokument2 SeitenCat ET License Types FunctionalityPutra JawaNoch keine Bewertungen
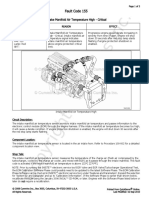
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDokument3 SeitenFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- 05 EUI Engine ControlDokument96 Seiten05 EUI Engine ControlHải Lưu MinhNoch keine Bewertungen
- Comparacion Motores CAT C13 y C15Dokument2 SeitenComparacion Motores CAT C13 y C15Ronald ChangNoch keine Bewertungen
- Cam Bearing Installation C11, C13Dokument2 SeitenCam Bearing Installation C11, C13CREMSANoch keine Bewertungen
- 3600 Tolls STDDokument8 Seiten3600 Tolls STDDanilo Craveiro DiettrichNoch keine Bewertungen
- Basic Engine (The Best)Dokument104 SeitenBasic Engine (The Best)MohamedSalah100% (2)
- Cat C7 .Dokument4 SeitenCat C7 .dionymackNoch keine Bewertungen
- Maintenance Interval Schedule - Prime: Operation and Maintenance ManualDokument3 SeitenMaintenance Interval Schedule - Prime: Operation and Maintenance Manualali100% (1)
- Piston Cooling Jets - Remove and InstallDokument4 SeitenPiston Cooling Jets - Remove and Installeshopmanual limaNoch keine Bewertungen
- Valves, Valve Springs, Valve Rotocoils, and LocksDokument55 SeitenValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437Noch keine Bewertungen
- Crankshaft Position For Fuel Injector AdjustmentDokument2 SeitenCrankshaft Position For Fuel Injector AdjustmentSteven Y.M100% (1)
- 003-004 Overhead Set: General InformationDokument16 Seiten003-004 Overhead Set: General InformationIgoen YandriNoch keine Bewertungen
- Test Pressure Head PDFDokument4 SeitenTest Pressure Head PDFbabyNoch keine Bewertungen
- 63 Fuller RTF 11608 Transmission Service ManualDokument106 Seiten63 Fuller RTF 11608 Transmission Service ManualEmanuel SepulvedaNoch keine Bewertungen
- FuelUnitInjector SELD0143-20Dokument15 SeitenFuelUnitInjector SELD0143-20guayanecitroNoch keine Bewertungen
- Acert Technology For Off-Highway C15 Engines: Caterpillar ConfidentialDokument62 SeitenAcert Technology For Off-Highway C15 Engines: Caterpillar ConfidentialMilorad ZelenovicNoch keine Bewertungen
- Overhead Set (OBC)Dokument19 SeitenOverhead Set (OBC)MohamedNoch keine Bewertungen
- Valve Lash - AdjustDokument4 SeitenValve Lash - AdjustHugo Cipriani100% (1)
- Gear Group (Front) - TimeDokument6 SeitenGear Group (Front) - TimePutra JawaNoch keine Bewertungen
- Fuel Injection Pump - InstallDokument3 SeitenFuel Injection Pump - InstallMuhammad Ary safartaNoch keine Bewertungen
- 3516C Marine Engine SISTEMA ELECTRICO-2Dokument2 Seiten3516C Marine Engine SISTEMA ELECTRICO-2JazzOlveNoch keine Bewertungen
- C15 and C18 Engines Camshaft Bearings Assembly and Disassembly StandDokument6 SeitenC15 and C18 Engines Camshaft Bearings Assembly and Disassembly StandLimosh BsNoch keine Bewertungen
- 3116 and 3126 Truck Engines Valve Lash - Caterpillar Engines TroubleshootingDokument5 Seiten3116 and 3126 Truck Engines Valve Lash - Caterpillar Engines TroubleshootingJesus Almanzar Santos0% (1)
- K Series PDFDokument4 SeitenK Series PDFCesar ZarateNoch keine Bewertungen
- Injection Timing BTDCDokument4 SeitenInjection Timing BTDCFilipposNoch keine Bewertungen
- C32 Gear Group (Front) - Install PDFDokument4 SeitenC32 Gear Group (Front) - Install PDFmanu luvungaNoch keine Bewertungen
- Locacion de Componentes ISXDokument9 SeitenLocacion de Componentes ISXErick Lopez HdzNoch keine Bewertungen
- Cylinder Head Options For G3412 EnginesDokument3 SeitenCylinder Head Options For G3412 Enginesmuhammad arifNoch keine Bewertungen
- Cylinder Head - InstallDokument7 SeitenCylinder Head - InstallJose PichinteNoch keine Bewertungen
- Caterpillar: 3400 Engine and Componentreuse and Salvage IndexDokument9 SeitenCaterpillar: 3400 Engine and Componentreuse and Salvage IndexRASOUL KHADIBINoch keine Bewertungen
- C11 C13 WiringDokument14 SeitenC11 C13 Wiringbenge henriqueNoch keine Bewertungen
- Electronic Control Module (ECM) - Flash ProgramDokument4 SeitenElectronic Control Module (ECM) - Flash ProgramPutra Jawa100% (1)
- Cat 3406C 380HP D RatingDokument4 SeitenCat 3406C 380HP D RatingDian Aprilia II100% (1)
- PB Engine C15&C18Dokument3 SeitenPB Engine C15&C18Dian DeltraxNoch keine Bewertungen
- Reacondicionamiento de Bloque de Cilindros PDFDokument37 SeitenReacondicionamiento de Bloque de Cilindros PDFJavier Hector CayaNoch keine Bewertungen
- Visual Inspection of CrankshaftsDokument40 SeitenVisual Inspection of Crankshaftsbetoven8437Noch keine Bewertungen
- CAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsDokument5 SeitenCAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsJavier Hector CayaNoch keine Bewertungen
- Inspeccio Del CigueñalDokument62 SeitenInspeccio Del CigueñalJavier Hector CayaNoch keine Bewertungen
- Reuse Guidelines For Divided Turbine Housings (1052, 1065) : Cerrar SISDokument15 SeitenReuse Guidelines For Divided Turbine Housings (1052, 1065) : Cerrar SISJavier Hector CayaNoch keine Bewertungen
- Evaluacion Del Palto Espaciador PDFDokument13 SeitenEvaluacion Del Palto Espaciador PDFJavier Hector CayaNoch keine Bewertungen
- CAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsDokument5 SeitenCAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsJavier Hector CayaNoch keine Bewertungen
- Inspeccion Del PinDokument34 SeitenInspeccion Del PinJavier Hector CayaNoch keine Bewertungen
- Procedimiento de Reemplazo de CojinetesDokument32 SeitenProcedimiento de Reemplazo de CojinetesJavier Hector CayaNoch keine Bewertungen
- Procedimiento de Pulido CrankshaftsDokument19 SeitenProcedimiento de Pulido CrankshaftsJavier Hector CayaNoch keine Bewertungen
- Caterpillar: Procedure To Repair Cylinder Block Pump Mounting Pad On 3406B, 3406C, 3406E, C15, and C-15 EnginesDokument3 SeitenCaterpillar: Procedure To Repair Cylinder Block Pump Mounting Pad On 3406B, 3406C, 3406E, C15, and C-15 EnginesJavier Hector CayaNoch keine Bewertungen
- Reacondicionamiento de Bloque de Cilindros PDFDokument37 SeitenReacondicionamiento de Bloque de Cilindros PDFJavier Hector CayaNoch keine Bewertungen
- Sistema de Baja PresionDokument7 SeitenSistema de Baja PresionJavier Hector CayaNoch keine Bewertungen
- Ajuste de InyectoresDokument2 SeitenAjuste de InyectoresRoger Condori ChNoch keine Bewertungen
- Usando El VacuometroDokument4 SeitenUsando El VacuometroJavier Hector CayaNoch keine Bewertungen
- Valvula, Resortes y PuentesDokument52 SeitenValvula, Resortes y PuentesJavier Hector CayaNoch keine Bewertungen
- CAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsDokument10 SeitenCAT CAT CAT CAT: Guideline For Reusable Parts and Salvage OperationsJavier Hector CayaNoch keine Bewertungen
- Inspeccion Visual CamshaftsDokument21 SeitenInspeccion Visual CamshaftsJavier Hector CayaNoch keine Bewertungen
- Heui (Curso Completo)Dokument168 SeitenHeui (Curso Completo)Christian Josef Ugarte Galicia100% (14)
- Astm D3363 PDFDokument2 SeitenAstm D3363 PDFktloro91% (11)
- Boltet Connections 2000 Coments PDFDokument5 SeitenBoltet Connections 2000 Coments PDFJavier Hector CayaNoch keine Bewertungen
- GALVANIZED STEEL SHEETS (Kobelco)Dokument28 SeitenGALVANIZED STEEL SHEETS (Kobelco)Towkir AhmmadNoch keine Bewertungen
- Calcium ChlorideDokument4 SeitenCalcium ChloridepermencokelatNoch keine Bewertungen
- A Schiff Base Compound SALCNDokument9 SeitenA Schiff Base Compound SALCNMaicol PérezNoch keine Bewertungen
- Durability TestsDokument44 SeitenDurability TestsBudigi Venkata Ramana PrasadNoch keine Bewertungen
- Water ChemistryDokument13 SeitenWater ChemistrynivasssvNoch keine Bewertungen
- 3 1 Eight Forms CorrosionDokument20 Seiten3 1 Eight Forms Corrosionmpptanks100% (1)
- High Density Apitong Cross Arm BracesDokument4 SeitenHigh Density Apitong Cross Arm BracesShahriar AhmedNoch keine Bewertungen
- Metallizing Process and Advantages MMPLDokument7 SeitenMetallizing Process and Advantages MMPLCorrosion FactoryNoch keine Bewertungen
- Tribology in Marine ApplicationsDokument19 SeitenTribology in Marine ApplicationsNeeraj RajpalNoch keine Bewertungen
- Touch Up and Repair of Galvanized SteelDokument5 SeitenTouch Up and Repair of Galvanized SteelkhuzafaNoch keine Bewertungen
- Mil STD 1587e PDFDokument43 SeitenMil STD 1587e PDFRaj Rajesh100% (1)
- Technical Data Book For Industrial Trace Heating 2006Dokument152 SeitenTechnical Data Book For Industrial Trace Heating 2006AdelCh100% (1)
- B.E. ECE - SyllabusDokument34 SeitenB.E. ECE - SyllabusmohankumarNoch keine Bewertungen
- IMECE2013-65498: The Relationship Between Surface Roughness and CorrosionDokument10 SeitenIMECE2013-65498: The Relationship Between Surface Roughness and CorrosionAamir FarooqNoch keine Bewertungen
- Cenni Storici Su Kesternich TestDokument80 SeitenCenni Storici Su Kesternich TestLorenzo TubianaNoch keine Bewertungen
- © Boardworks LTD 2006 1 of 49Dokument31 Seiten© Boardworks LTD 2006 1 of 49Jason Dequin VillarosaNoch keine Bewertungen
- Why PurgeDokument4 SeitenWhy PurgeNorman MoralesNoch keine Bewertungen
- Chapter 3B - Composite Structures (Prepware & Oral Questions)Dokument7 SeitenChapter 3B - Composite Structures (Prepware & Oral Questions)ajrio1785Noch keine Bewertungen
- Biomaterials Used in Orthopedic ImplantsDokument35 SeitenBiomaterials Used in Orthopedic ImplantsFrederik RareNoch keine Bewertungen
- Pumps Selection and Sizing and TroubleshootingDokument131 SeitenPumps Selection and Sizing and TroubleshootingMujadid KhawajaNoch keine Bewertungen
- Planning, Analysis and Design of Public Car Parking BuildingDokument63 SeitenPlanning, Analysis and Design of Public Car Parking BuildingMANI GANDAN100% (1)
- HP HeatersDokument63 SeitenHP Heatersumesh75% (4)
- Coatings Audit Handbook Nov 2011Dokument19 SeitenCoatings Audit Handbook Nov 2011Neil PiersonNoch keine Bewertungen
- Applus+K2 Refineries Brochure (E)Dokument12 SeitenApplus+K2 Refineries Brochure (E)Gistek MarcoNoch keine Bewertungen
- Cat ELI: Long-Lasting Cooling System Protection For Warm ClimatesDokument4 SeitenCat ELI: Long-Lasting Cooling System Protection For Warm Climatesarslan0989Noch keine Bewertungen
- T B Fittings Eng PDFDokument158 SeitenT B Fittings Eng PDFjoelNoch keine Bewertungen
- Pa 10Dokument3 SeitenPa 10LymeParkNoch keine Bewertungen
- HAPA-Engineering Application-Anti Corrosion and Anti Chip CoatingDokument9 SeitenHAPA-Engineering Application-Anti Corrosion and Anti Chip CoatingSudhir PatilNoch keine Bewertungen
- 13 Skodock Hoses Mounting Instr GBDokument4 Seiten13 Skodock Hoses Mounting Instr GBivyhomeNoch keine Bewertungen