Das könnte Ihnen auch gefallen
- Joining Part2Dokument27 SeitenJoining Part2Dune StarlightNoch keine Bewertungen
- Unit - Iii: Metal Forming ProcessesDokument63 SeitenUnit - Iii: Metal Forming ProcessesRohith RoNoch keine Bewertungen
- Lecture 03 - Bulk-Forming Processes PDFDokument22 SeitenLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNoch keine Bewertungen
- Unit IIIDokument167 SeitenUnit IIIJG MohanNoch keine Bewertungen
- MM223 Assignment 1 PDFDokument3 SeitenMM223 Assignment 1 PDFMartinNoch keine Bewertungen
- BMP Assignment IIDokument3 SeitenBMP Assignment IIShahminan ShahNoch keine Bewertungen
- 4 Sheet MetalDokument54 Seiten4 Sheet MetalShashank PansariNoch keine Bewertungen
- Metal CastingDokument8 SeitenMetal CastingYash DesaaiNoch keine Bewertungen
- MT-1 Full NotesDokument56 SeitenMT-1 Full NotesM.Saravana Kumar..M.ENoch keine Bewertungen
- Metal FormingDokument6 SeitenMetal FormingHarish Kumar SNoch keine Bewertungen
- L 8-Extrusion PDFDokument16 SeitenL 8-Extrusion PDFkhaledmosharrafmukutNoch keine Bewertungen
- Abrasive Jet MachiningDokument12 SeitenAbrasive Jet MachiningTejas SuratiNoch keine Bewertungen
- 3 PDFDokument199 Seiten3 PDFsanku surya sai charanNoch keine Bewertungen
- ME6302-Manufacturing Technology-I PDFDokument10 SeitenME6302-Manufacturing Technology-I PDFpraveen mithunNoch keine Bewertungen
- 11 Introduction To Engineering MaterialsDokument20 Seiten11 Introduction To Engineering MaterialsomkardashetwarNoch keine Bewertungen
- RollingDokument3 SeitenRollingMuhammad YasirNoch keine Bewertungen
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDokument34 SeitenInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarNoch keine Bewertungen
- Solutions Final Exam June 2019Dokument8 SeitenSolutions Final Exam June 2019Shantha Kumar G CNoch keine Bewertungen
- Recovery Recrystallization Grain GrowthDokument15 SeitenRecovery Recrystallization Grain Growthteju1996coolNoch keine Bewertungen
- Belzona - Cold Curing WrapsDokument4 SeitenBelzona - Cold Curing WrapsNay ThihaNoch keine Bewertungen
- CHAPTER 2 Press WorkingDokument29 SeitenCHAPTER 2 Press WorkingDen Yogi HardiyantoNoch keine Bewertungen
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDokument27 SeitenExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNoch keine Bewertungen
- Döküm Ödevi: Fundamentals of Metal CastingDokument6 SeitenDöküm Ödevi: Fundamentals of Metal CastingHân NguyễnNoch keine Bewertungen
- 26 Core SolutionsDokument32 Seiten26 Core SolutionsSunil SinghNoch keine Bewertungen
- Manufacturing Technology-I - Department of Mechanical EngineeringDokument4 SeitenManufacturing Technology-I - Department of Mechanical EngineeringSoma SundaramNoch keine Bewertungen
- RollingDokument3 SeitenRollingAhmad AnwarNoch keine Bewertungen
- The Light Machine Shop Divided Into The Following SectionDokument5 SeitenThe Light Machine Shop Divided Into The Following Sectionyogendra singhNoch keine Bewertungen
- Forging Rolling DefectsDokument14 SeitenForging Rolling DefectsRavichandran GNoch keine Bewertungen
- Heat TreatmentDokument2 SeitenHeat TreatmentAnonymous XClYkdKyNoch keine Bewertungen
- 243.424 DE4303 - Material PropertiesDokument12 Seiten243.424 DE4303 - Material Propertiesabhishek chibNoch keine Bewertungen
- Risers Design Unit-IDokument24 SeitenRisers Design Unit-IQUAZI ADYAN AHMAD 160419736049Noch keine Bewertungen
- Assignment For UNIT IDokument2 SeitenAssignment For UNIT IParamasivam VeerappanNoch keine Bewertungen
- Ch31 Solid-State WeldingDokument28 SeitenCh31 Solid-State WeldingNaveen KumarNoch keine Bewertungen
- Production Engineering Lab VIII SemDokument24 SeitenProduction Engineering Lab VIII Semsunil kumawatNoch keine Bewertungen
- Unit - IV Drawing of Rods, Wires and TubesDokument13 SeitenUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNoch keine Bewertungen
- Drop ForgingDokument5 SeitenDrop ForgingVishnu Attitude CountsNoch keine Bewertungen
- Core CastingDokument27 SeitenCore Castingchetan100% (1)
- Hot Working of MetalsDokument27 SeitenHot Working of MetalsRommel Blanco100% (1)
- Me8491 em Unit - IIDokument119 SeitenMe8491 em Unit - IIParameswara Raja100% (1)
- Cutting Tool FundamentalsDokument25 SeitenCutting Tool FundamentalssatenawuNoch keine Bewertungen
- SKF Insocoat 2017 BrochureDokument5 SeitenSKF Insocoat 2017 BrochureHector MaldonadoNoch keine Bewertungen
- Manufacturing Technology Lab-II Viva QuestionsDokument11 SeitenManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- Books:: Machining Technology & MetrologyDokument8 SeitenBooks:: Machining Technology & MetrologyaritraNoch keine Bewertungen
- MPI Unit IDokument54 SeitenMPI Unit IArun PatilNoch keine Bewertungen
- Manufacturing Processes (ME361) Lecture 25 and 27Dokument40 SeitenManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNoch keine Bewertungen
- Fundamentals of Metal FormingDokument38 SeitenFundamentals of Metal FormingriyannnNoch keine Bewertungen
- EnDOtec Welding Cored WireDokument12 SeitenEnDOtec Welding Cored WirecriuvosNoch keine Bewertungen
- 05 - Defects in Crystalline Solids PDFDokument49 Seiten05 - Defects in Crystalline Solids PDFFRANCESCA SARAZANoch keine Bewertungen
- Explosive WeldingDokument18 SeitenExplosive WeldingShivam SharmaNoch keine Bewertungen
- Metal Casting Process (Engineering Workshop)Dokument35 SeitenMetal Casting Process (Engineering Workshop)Vaibhav GoyalNoch keine Bewertungen
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDokument54 Seiten2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005Noch keine Bewertungen
- Steam Power Plant - UpdatedDokument40 SeitenSteam Power Plant - UpdatedMd. Tanvir Hossain Alahi 201-33-1158100% (1)
- MD Design ConsiderationDokument18 SeitenMD Design ConsiderationjhpatelNoch keine Bewertungen
- 03 - Rolling of MetalsDokument61 Seiten03 - Rolling of MetalsAbhishek SinhaNoch keine Bewertungen
- Kings: Manufacturing Technology - IiDokument5 SeitenKings: Manufacturing Technology - IiSaravanan MathiNoch keine Bewertungen
- Me 333 - CastingDokument30 SeitenMe 333 - CastingFarhan HasinNoch keine Bewertungen
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyDokument67 SeitenAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamNoch keine Bewertungen
- DM All (L 1-7)Dokument80 SeitenDM All (L 1-7)Somnath SomadderNoch keine Bewertungen
- CastingDokument65 SeitenCastingsamurai7_77Noch keine Bewertungen
- Federal Polytechnic Oko Department of Mechanical Engineering Course Code: MEC: 322 Course Title: FoundryDokument2 SeitenFederal Polytechnic Oko Department of Mechanical Engineering Course Code: MEC: 322 Course Title: FoundryJudeNoch keine Bewertungen
- Recent Advances in Mechanical Engineering RAME-2016 (Proceedings)Dokument768 SeitenRecent Advances in Mechanical Engineering RAME-2016 (Proceedings)RAMAKANT RANA100% (4)
- Engineering Graphics Lab ManualDokument51 SeitenEngineering Graphics Lab ManualRAMAKANT RANA63% (8)
- Mechatronics Lab ManualDokument32 SeitenMechatronics Lab ManualRAMAKANT RANANoch keine Bewertungen
- Course 17Dokument4 SeitenCourse 17getprize4surveyNoch keine Bewertungen
- Manufacturing Process SyllabusDokument4 SeitenManufacturing Process SyllabusRAMAKANT RANANoch keine Bewertungen
- Solutions To The Tutorial (No. 3) of Engineering Mechanics (First Semester) !Dokument5 SeitenSolutions To The Tutorial (No. 3) of Engineering Mechanics (First Semester) !RAMAKANT RANANoch keine Bewertungen
- Engineering Drawing Lab ManualDokument52 SeitenEngineering Drawing Lab ManualRAMAKANT RANA93% (15)
- Robotics Practical FileDokument131 SeitenRobotics Practical FileRAMAKANT RANANoch keine Bewertungen
- Laser Beam Machining (LBM)Dokument10 SeitenLaser Beam Machining (LBM)RAMAKANT RANANoch keine Bewertungen
- Ultrasonic Machining (Usm)Dokument12 SeitenUltrasonic Machining (Usm)RAMAKANT RANANoch keine Bewertungen
- Lecture 1.Dokument3 SeitenLecture 1.RAMAKANT RANANoch keine Bewertungen
- Mechanical SwitchesDokument1 SeiteMechanical SwitchesRAMAKANT RANANoch keine Bewertungen
- Presentation of Drilling Machine by Anil Dahiya SirDokument72 SeitenPresentation of Drilling Machine by Anil Dahiya SirRAMAKANT RANA100% (1)
- Solutions To The Tutorial (No. 2) of Engineering Mechanics (First Semester) !Dokument4 SeitenSolutions To The Tutorial (No. 2) of Engineering Mechanics (First Semester) !RAMAKANT RANANoch keine Bewertungen
- Mecha Syllabus Point WiseDokument2 SeitenMecha Syllabus Point WiseRAMAKANT RANANoch keine Bewertungen
- Engineering Graphics by RAMAKANT RANADokument1 SeiteEngineering Graphics by RAMAKANT RANARAMAKANT RANANoch keine Bewertungen
- Engineering Graphics Viva QuestionsDokument1 SeiteEngineering Graphics Viva QuestionsRAMAKANT RANA75% (4)
- Tutorial No. 5Dokument1 SeiteTutorial No. 5RAMAKANT RANANoch keine Bewertungen
- Lecture 1.Dokument3 SeitenLecture 1.RAMAKANT RANANoch keine Bewertungen
- (A) Hydraulic Power Supply, (B) AccumulatorDokument5 Seiten(A) Hydraulic Power Supply, (B) AccumulatorRAMAKANT RANANoch keine Bewertungen
- Manufacturing Process Point Vise Syllabus From RaghuvanshiDokument3 SeitenManufacturing Process Point Vise Syllabus From RaghuvanshiRAMAKANT RANANoch keine Bewertungen
- Ip 1st Year Syllabus B.TECHDokument37 SeitenIp 1st Year Syllabus B.TECHsomu2490Noch keine Bewertungen
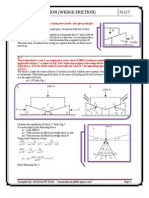
- 4 Friction (Wedge Friction)Dokument2 Seiten4 Friction (Wedge Friction)RAMAKANT RANA0% (1)
- Robo VivaDokument3 SeitenRobo VivaRAMAKANT RANANoch keine Bewertungen
- 3 FRICTION Equilibrium of The Body On LadderDokument2 Seiten3 FRICTION Equilibrium of The Body On LadderRAMAKANT RANA77% (13)
- 5 Friction ApplicationsDokument6 Seiten5 Friction ApplicationsRAMAKANT RANA100% (1)
- 1 FrictionDokument10 Seiten1 FrictionRAMAKANT RANANoch keine Bewertungen
- SF BM TheoryDokument4 SeitenSF BM TheoryRAMAKANT RANANoch keine Bewertungen
- 2 Frictin Rough Inclined PlaneDokument7 Seiten2 Frictin Rough Inclined PlaneRAMAKANT RANANoch keine Bewertungen
- Lechler Brochure Billetcooler Flex enDokument12 SeitenLechler Brochure Billetcooler Flex enhungleteNoch keine Bewertungen
- Astm A744 2013Dokument6 SeitenAstm A744 2013sheldon1jayNoch keine Bewertungen
- Casting & Welding MF F343: BITS PilaniDokument26 SeitenCasting & Welding MF F343: BITS Pilanivishwak tejaNoch keine Bewertungen
- Foundry and Heat TreatmentDokument26 SeitenFoundry and Heat TreatmentAcerz VillagraciaNoch keine Bewertungen
- The Use of Chills As A Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356Dokument124 SeitenThe Use of Chills As A Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356rjsimpsonNoch keine Bewertungen
- Heat Transfer Calculations - Myer Kutz (McGraw-Hill, 2004)Dokument726 SeitenHeat Transfer Calculations - Myer Kutz (McGraw-Hill, 2004)fsijestNoch keine Bewertungen
- Castapress MSDSDokument3 SeitenCastapress MSDSOskar DrabikowskiNoch keine Bewertungen
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDokument11 SeitenCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNoch keine Bewertungen
- Investment MaterialsDokument38 SeitenInvestment MaterialsSitansu Das100% (1)
- Solution of Assignment 5Dokument5 SeitenSolution of Assignment 5Reza Borah100% (1)
- Metal CastingDokument23 SeitenMetal CastingIntan Nurhaslinda100% (1)
- Aços para Fundidos - HandbookDokument66 SeitenAços para Fundidos - HandbookMarcelo Noé CorsiNoch keine Bewertungen
- Damival en 20120516Dokument8 SeitenDamival en 20120516ssingaram1965Noch keine Bewertungen
- Steel CastingsDokument50 SeitenSteel CastingsVijayakumar TNoch keine Bewertungen
- AstmDokument8 SeitenAstmdiego rodriguezNoch keine Bewertungen
- Plasma Powder Deposition of Babbit AlloysDokument4 SeitenPlasma Powder Deposition of Babbit AlloysKhalid M. HafezNoch keine Bewertungen
- Melting & Casting Dental Alloys 2009 Sem 2Dokument39 SeitenMelting & Casting Dental Alloys 2009 Sem 2Nikola Dereban100% (1)
- Sand Moulded Castings Defects, Causes, Remedies - Review PaperDokument5 SeitenSand Moulded Castings Defects, Causes, Remedies - Review PapersaranyaNoch keine Bewertungen
- Ultrasonic Testing HandbookDokument29 SeitenUltrasonic Testing HandbookP A KumarNoch keine Bewertungen
- Dr. Anirban BhattacharyaDokument3 SeitenDr. Anirban BhattacharyaSairaj AcharyNoch keine Bewertungen
- Workshop Technology PDFDokument48 SeitenWorkshop Technology PDFilamparithiNoch keine Bewertungen
- B26B26MDokument14 SeitenB26B26MAbraham MallisaNoch keine Bewertungen
- ACI 207.2R-95 Effect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDokument26 SeitenACI 207.2R-95 Effect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteAltin CeroNoch keine Bewertungen
- Troubleshooting For Injection Molding by IDESDokument79 SeitenTroubleshooting For Injection Molding by IDESe_desin100% (1)
- Astm B686 PDFDokument8 SeitenAstm B686 PDFpicnarukNoch keine Bewertungen
- Lost Foam ArticleDokument10 SeitenLost Foam ArticleJuan GuzmanNoch keine Bewertungen
- Use of Rapid Prototyping in Rapid ToolingDokument11 SeitenUse of Rapid Prototyping in Rapid ToolingSudhanwa KulkarniNoch keine Bewertungen
- Term Paper Mec 208Dokument20 SeitenTerm Paper Mec 208lksingh1987Noch keine Bewertungen
- Resina Bluecast CR3ADokument4 SeitenResina Bluecast CR3AEl Moreno de CosioNoch keine Bewertungen
- Sand CastingDokument7 SeitenSand CastingNajwa MNoorNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Practical Troubleshooting of Electrical Equipment and Control CircuitsVon EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsBewertung: 4 von 5 Sternen4/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessVon EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNoch keine Bewertungen
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingVon EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingBewertung: 5 von 5 Sternen5/5 (1)
- Iconic Advantage: Don’t Chase the New, Innovate the OldVon EverandIconic Advantage: Don’t Chase the New, Innovate the OldBewertung: 4 von 5 Sternen4/5 (1)
- Reciprocating Compressors:: Operation and MaintenanceVon EverandReciprocating Compressors:: Operation and MaintenanceBewertung: 4 von 5 Sternen4/5 (7)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsVon EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNoch keine Bewertungen