Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
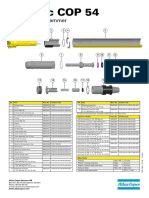
- 9853 1239 01 - COP 54 Service Poster - LOWDokument1 Seite9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasNoch keine Bewertungen
- 2014 Solder Joint ReliabilityDokument18 Seiten2014 Solder Joint ReliabilitychoprahariNoch keine Bewertungen
- Technical Specifications: 12 V 18ah AGM 5 YearsDokument2 SeitenTechnical Specifications: 12 V 18ah AGM 5 YearsDaniel EspinozaNoch keine Bewertungen
- 03.job Specification Instrumentaton PDFDokument27 Seiten03.job Specification Instrumentaton PDFshareyhouNoch keine Bewertungen
- VDP08 Technical CatalogueDokument47 SeitenVDP08 Technical CatalogueAdal VeraNoch keine Bewertungen
- 1999 System Wiring Diagrams. Chevrolet - SuburbanDokument1 Seite1999 System Wiring Diagrams. Chevrolet - SuburbanJimmy Perera BurgosNoch keine Bewertungen
- XHLE Long Coupled Centrifugal Pump EnglishDokument8 SeitenXHLE Long Coupled Centrifugal Pump Englishgagi1994brahimNoch keine Bewertungen
- Internet Controlled Multifunctional UGV For SurvellianceDokument74 SeitenInternet Controlled Multifunctional UGV For SurvellianceMd Khaled NoorNoch keine Bewertungen
- Estimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesDokument4 SeitenEstimating/ Construction Planning/ Scheduling and Programming/ Feasibility Project StudiesVholts Villa VitugNoch keine Bewertungen
- Equilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsDokument24 SeitenEquilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsAtef NazNoch keine Bewertungen
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFDokument36 SeitenThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanNoch keine Bewertungen
- Acsomega 9b01541Dokument9 SeitenAcsomega 9b01541Benedictus EduardoNoch keine Bewertungen
- Supercharging: Superchargers & TurbochargersDokument11 SeitenSupercharging: Superchargers & TurbochargersAkhil Here100% (1)
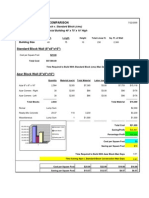
- AZAR Block CostcomparisonDokument8 SeitenAZAR Block CostcomparisontckittuNoch keine Bewertungen
- Reinforced ConcreteDokument13 SeitenReinforced ConcreteRenukadevi Rpt17% (18)
- Partlist Smsport 110RDokument74 SeitenPartlist Smsport 110RThai YunNoch keine Bewertungen
- NUSTian Final July SeptDokument36 SeitenNUSTian Final July SeptAdeel KhanNoch keine Bewertungen
- 3 Phase Induction Motors Objective Questions With AnswersDokument3 Seiten3 Phase Induction Motors Objective Questions With AnswersMohan Raj0% (2)
- LMDQDokument601 SeitenLMDQMohd Azamuddin Mohd SaifullizanNoch keine Bewertungen
- SteelKote EP ZN HS: High-Build Zinc-Rich Epoxy PrimerDokument3 SeitenSteelKote EP ZN HS: High-Build Zinc-Rich Epoxy Primerprasanth cp100% (1)
- Structural Systems Engineering GuideDokument67 SeitenStructural Systems Engineering Guidejucar fernandezNoch keine Bewertungen
- EZ-THUMP™ Series: Portable Fault Location SystemsDokument2 SeitenEZ-THUMP™ Series: Portable Fault Location Systemsriyad abdulhafeedNoch keine Bewertungen
- ApaveMare Training 2013Dokument41 SeitenApaveMare Training 2013fbarakaNoch keine Bewertungen
- Struts by Kamalakar DanduDokument237 SeitenStruts by Kamalakar DanduKamalakar DanduNoch keine Bewertungen
- As 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithDokument7 SeitenAs 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithSAI Global - APACNoch keine Bewertungen
- Customer Targeted E-CommerceDokument4 SeitenCustomer Targeted E-CommercepriyaNoch keine Bewertungen
- InverterDokument8 SeitenInverterrajinipre-1Noch keine Bewertungen
- Inventory Management PreetDokument28 SeitenInventory Management PreetKawalpreet Singh MakkarNoch keine Bewertungen
- Timing Chain Tensioner ResetDokument4 SeitenTiming Chain Tensioner ResetHybrid RacingNoch keine Bewertungen
- Stressman Engineering - Brochure Norway 2018-6Dokument8 SeitenStressman Engineering - Brochure Norway 2018-6FelipeNoch keine Bewertungen