Das könnte Ihnen auch gefallen
- Activity-Based Costing Classic Pen CaseDokument73 SeitenActivity-Based Costing Classic Pen CaseRohin Kesar100% (4)
- Classic Pen CompanyDokument4 SeitenClassic Pen Companyfundu1230% (2)
- Classic Pen CompanyDokument9 SeitenClassic Pen Companyabhay_prakash_ranjanNoch keine Bewertungen
- Classic Pen Company ScribdDokument8 SeitenClassic Pen Company ScribdMadhur BangurNoch keine Bewertungen
- Traditional Costing vs Activity Based CostingDokument10 SeitenTraditional Costing vs Activity Based CostingParthiban BanNoch keine Bewertungen
- Wilkerson CompanyDokument4 SeitenWilkerson Companyabab1990Noch keine Bewertungen
- Costing Systems Reveal True Product MarginsDokument1 SeiteCosting Systems Reveal True Product Marginsfelipevwa100% (1)
- Siemens CaseDokument4 SeitenSiemens Casespaw1108Noch keine Bewertungen
- HKUST ACCT 521 Assignment 2 Activity Based CostingDokument4 SeitenHKUST ACCT 521 Assignment 2 Activity Based CostingSilvia WongNoch keine Bewertungen
- Classic Pen Company: Case Analysis - Activity Based Cost System Group - 07Dokument16 SeitenClassic Pen Company: Case Analysis - Activity Based Cost System Group - 07Anupriya Sen100% (1)
- MAC Davey Brothers - AkshatDokument4 SeitenMAC Davey Brothers - AkshatPRIKSHIT SAINI IPM 2019-24 BatchNoch keine Bewertungen
- This Study Resource Was: Forner CarpetDokument4 SeitenThis Study Resource Was: Forner CarpetLi CarinaNoch keine Bewertungen
- EX 1 - WilkersonDokument8 SeitenEX 1 - WilkersonDror PazNoch keine Bewertungen
- SiemensDokument7 SeitenSiemensshshank pandeyNoch keine Bewertungen
- Activity-Based Cost Systems: The Classic Pen Company A Case AnalysisDokument14 SeitenActivity-Based Cost Systems: The Classic Pen Company A Case AnalysisSarveshwar Sharma50% (2)
- Davey Brothers Watch Co. and Classic Pen Company Case AnalysisDokument4 SeitenDavey Brothers Watch Co. and Classic Pen Company Case Analysisabhishek pattanayakNoch keine Bewertungen
- Analysis of Fastener Manufacturing Costs and ProfitsDokument13 SeitenAnalysis of Fastener Manufacturing Costs and ProfitsKaran Oberoi33% (6)
- ABC MODEL DEVELOPMENT CLASSIC PEN COMPANYDokument16 SeitenABC MODEL DEVELOPMENT CLASSIC PEN COMPANYArif Aminun RahmanNoch keine Bewertungen
- Hospital SupplyDokument3 SeitenHospital SupplyJeanne Madrona100% (1)
- Daud Engine Parts CompanyDokument3 SeitenDaud Engine Parts CompanyJawadNoch keine Bewertungen
- Case Analysis of Colorscope, Inc.: Cost and Management AccountingDokument14 SeitenCase Analysis of Colorscope, Inc.: Cost and Management AccountingRaghav SNoch keine Bewertungen
- Outsourcing Manifold ProductionDokument8 SeitenOutsourcing Manifold Productionaliraza100% (2)
- FMG Comsat FCCDokument18 SeitenFMG Comsat FCCMuhammad Rizwan AsimNoch keine Bewertungen
- Dakota Office ProductsDokument10 SeitenDakota Office ProductsMithun KarthikeyanNoch keine Bewertungen
- DEVELOPING AN ABC MODEL FOR CLASSIC PEN COMPANYDokument16 SeitenDEVELOPING AN ABC MODEL FOR CLASSIC PEN COMPANYSambit Dash100% (4)
- MANAGEMENT ACCOUNTING - IIDokument5 SeitenMANAGEMENT ACCOUNTING - IIshshank pandeyNoch keine Bewertungen
- Classic PenDokument15 SeitenClassic PenAnkur MittalNoch keine Bewertungen
- Dave BrothersDokument6 SeitenDave BrothersSangtani PareshNoch keine Bewertungen
- Seimens Electric Motor WorksDokument5 SeitenSeimens Electric Motor WorksShrey BhalaNoch keine Bewertungen
- Colorscope 1Dokument6 SeitenColorscope 1Andrew NeuberNoch keine Bewertungen
- Cost Accounting ReportDokument12 SeitenCost Accounting ReportSYED WAFINoch keine Bewertungen
- Group 8Dokument20 SeitenGroup 8nirajNoch keine Bewertungen
- Harvard Business School Chemical Bank Allocation of profitsDokument21 SeitenHarvard Business School Chemical Bank Allocation of profitsMonisha SharmaNoch keine Bewertungen
- SUBJECT: Analyses and Recommendations For The Different Cost AccountingDokument4 SeitenSUBJECT: Analyses and Recommendations For The Different Cost AccountinglddNoch keine Bewertungen
- Bridgeton HWDokument3 SeitenBridgeton HWravNoch keine Bewertungen
- Unitron CorporationDokument7 SeitenUnitron CorporationERika PratiwiNoch keine Bewertungen
- Destin Brass Products Co. ABC Costing Case StudyDokument15 SeitenDestin Brass Products Co. ABC Costing Case Studywrite2som67% (3)
- Assignment-1 Classic Pen Company: Developing An Abc Model: Case BackgroundDokument5 SeitenAssignment-1 Classic Pen Company: Developing An Abc Model: Case BackgroundRitika Sharma0% (1)
- Bridgeton Industries Case Study Analysis of Overhead AllocationDokument3 SeitenBridgeton Industries Case Study Analysis of Overhead Allocationzxcv3214100% (1)
- Bill FrenchDokument6 SeitenBill FrenchRohit AcharyaNoch keine Bewertungen
- Colorscope IncDokument1 SeiteColorscope IncsanNoch keine Bewertungen
- Siemens Electric Motor WorksAQ PDFDokument3 SeitenSiemens Electric Motor WorksAQ PDFHashirama SenjuNoch keine Bewertungen
- Wilkerson Company Analysis Using Activity Based CostingDokument5 SeitenWilkerson Company Analysis Using Activity Based CostingHardik Sanghavi100% (1)
- Case1 Nett Colorscope SaddamrobertobinuDokument10 SeitenCase1 Nett Colorscope SaddamrobertobinucicishintyaNoch keine Bewertungen
- Anagene - Final Case AssignmentDokument19 SeitenAnagene - Final Case AssignmentSantiago Fernandez Moreno100% (1)
- Classic Pen Case CMADokument2 SeitenClassic Pen Case CMARheaPradhanNoch keine Bewertungen
- PIA Breakeven Analysis and Financial Performance ReportDokument3 SeitenPIA Breakeven Analysis and Financial Performance ReportsaadsahilNoch keine Bewertungen
- DakotaDokument5 SeitenDakotaMadhavi SerenityNoch keine Bewertungen
- The Classic Pen Company - Group 2Dokument23 SeitenThe Classic Pen Company - Group 2Imelda HotmariaNoch keine Bewertungen
- WilkersonDokument4 SeitenWilkersonmayurmachoNoch keine Bewertungen
- Classic Pen Company Costing Analysis CaseDokument4 SeitenClassic Pen Company Costing Analysis CasemokotoNoch keine Bewertungen
- GRAND RIVER UNIVERSITY ACTIVITY BASED COSTING CASE ANALYSISDokument6 SeitenGRAND RIVER UNIVERSITY ACTIVITY BASED COSTING CASE ANALYSISfisa kiahsNoch keine Bewertungen
- CVPDokument3 SeitenCVPRajShekarReddyNoch keine Bewertungen
- Classic Pen Company Activity Based CostingDokument16 SeitenClassic Pen Company Activity Based CostingIndahKusumawardhaniNoch keine Bewertungen
- Classic Pen CaseDokument2 SeitenClassic Pen CasePiyush TyagiNoch keine Bewertungen
- PEn CaseDokument3 SeitenPEn Casemayank kumarNoch keine Bewertungen
- Activity Based Costing Classic Pen CaseDokument73 SeitenActivity Based Costing Classic Pen CaseAizen50% (2)
- entrep-10-Q2-week-1-7-NEW-FINAL-finalDokument51 Seitenentrep-10-Q2-week-1-7-NEW-FINAL-finaltaylorsheesh64Noch keine Bewertungen
- HP Getpdf - Aspx 4aa4-0655enwDokument4 SeitenHP Getpdf - Aspx 4aa4-0655enwMohanraj VenuNoch keine Bewertungen
- Classic Pen Company: Developing An ABC Model: Assignment # 2Dokument4 SeitenClassic Pen Company: Developing An ABC Model: Assignment # 2Abdullah221790Noch keine Bewertungen
- Axe - Evolution of A BrandDokument26 SeitenAxe - Evolution of A BrandGaurav KatariaNoch keine Bewertungen
- Production Planning and SchedulingDokument46 SeitenProduction Planning and SchedulingGaurav KatariaNoch keine Bewertungen
- Axe - Evolution of A BrandDokument26 SeitenAxe - Evolution of A BrandGaurav KatariaNoch keine Bewertungen
- Causes of Balance of Payment Crisisi in India 1991Dokument36 SeitenCauses of Balance of Payment Crisisi in India 1991Gaurav KatariaNoch keine Bewertungen
- Pre-Employment Checklist (For New Hire)Dokument6 SeitenPre-Employment Checklist (For New Hire)Rox BlancaNoch keine Bewertungen
- Economic Syllzclass 12 E-WPS OfficeDokument11 SeitenEconomic Syllzclass 12 E-WPS OfficeSrjNoch keine Bewertungen
- Headfirst Source Group Code of ConductDokument4 SeitenHeadfirst Source Group Code of ConductTolga TAYLANNoch keine Bewertungen
- PDF DocumentDokument3 SeitenPDF DocumentKishore VNoch keine Bewertungen
- Recruit For Designers Using Dribbble & BehanceDokument5 SeitenRecruit For Designers Using Dribbble & Behancehemanth vNoch keine Bewertungen
- MasTec Corporate Presentation 051021Dokument38 SeitenMasTec Corporate Presentation 051021girish_patkiNoch keine Bewertungen
- Zhao EntrepreneurshipinnovationDokument22 SeitenZhao Entrepreneurshipinnovationericchico362Noch keine Bewertungen
- Banking Supervision & Compliance TrainingDokument2 SeitenBanking Supervision & Compliance TrainingKhandaker Amir EntezamNoch keine Bewertungen
- Ch 1: Info Systems Overview MCQDokument2 SeitenCh 1: Info Systems Overview MCQruvenNoch keine Bewertungen
- Management For EngineersDokument561 SeitenManagement For Engineersraja_haseeb806686% (14)
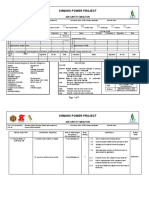
- KIMANIS POWER PROJECT JOB SAFETY ANALYSISDokument9 SeitenKIMANIS POWER PROJECT JOB SAFETY ANALYSISShahid RazaNoch keine Bewertungen
- Project Final (Hariharan.K)Dokument87 SeitenProject Final (Hariharan.K)KaileshwarenNoch keine Bewertungen
- Management AgreementDokument6 SeitenManagement AgreementButch KhanNoch keine Bewertungen
- Cattle Investment - August 2023Dokument4 SeitenCattle Investment - August 2023koxewon749Noch keine Bewertungen
- I Bow My Head in Gratitude To Almighty AllahDokument74 SeitenI Bow My Head in Gratitude To Almighty Allahzain_uppalNoch keine Bewertungen
- FI-CO BW Data FlowDokument4 SeitenFI-CO BW Data FlowCan BaşmanNoch keine Bewertungen
- WEG W21Xdb Flameproof Motors 50100581 Brochure English WebDokument16 SeitenWEG W21Xdb Flameproof Motors 50100581 Brochure English WebChrist Rodney MAKANANoch keine Bewertungen
- Final PPT On Shri Ram RayonsDokument27 SeitenFinal PPT On Shri Ram Rayonsaj9ajeetNoch keine Bewertungen
- Paper BoatDokument5 SeitenPaper BoatHRITIK SINGHNoch keine Bewertungen
- Aldi Case StudyDokument4 SeitenAldi Case StudyLê Nguyễn Hà GiangNoch keine Bewertungen
- Test Plan For Online Test GeneratorDokument9 SeitenTest Plan For Online Test GeneratorLucasNoch keine Bewertungen
- Coca Cola Presentation.Dokument25 SeitenCoca Cola Presentation.adaaNoch keine Bewertungen
- Shahqiaz Khan: MBA (Finance)Dokument3 SeitenShahqiaz Khan: MBA (Finance)zaka khanNoch keine Bewertungen
- Babar Shabir Ver 7.2Dokument2 SeitenBabar Shabir Ver 7.2Babar ShabirNoch keine Bewertungen
- A Research Project On Impact of FII: On Money MarketDokument9 SeitenA Research Project On Impact of FII: On Money Marketsamruddhi_khaleNoch keine Bewertungen
- Corporate Level Strategy - SMCDokument5 SeitenCorporate Level Strategy - SMCChelsea Sabado100% (4)
- ITCi ITAC Change MGMT 0707Dokument37 SeitenITCi ITAC Change MGMT 0707samanNoch keine Bewertungen
- Delante, Steven Melvin - Lesson 11 - ReflectionDokument4 SeitenDelante, Steven Melvin - Lesson 11 - ReflectionSteven Melvinll V. DelanteNoch keine Bewertungen
- Activate Your BPI Credit CardDokument3 SeitenActivate Your BPI Credit CardAl Patrick Dela CalzadaNoch keine Bewertungen
- Oil India LTD (OINL IN) - BBG AdjustedDokument16 SeitenOil India LTD (OINL IN) - BBG AdjustedBhawna YadavNoch keine Bewertungen