Das könnte Ihnen auch gefallen
- Estado de Flujo de EfectivoDokument3 SeitenEstado de Flujo de EfectivoFlorMa QuezadaNoch keine Bewertungen
- Sistema FinancieroDokument7 SeitenSistema FinancieroFlorMa QuezadaNoch keine Bewertungen
- Trabajo de InvestigaciónDokument4 SeitenTrabajo de InvestigaciónFlorMa QuezadaNoch keine Bewertungen
- Plan de InvestigaciónDokument25 SeitenPlan de InvestigaciónFlorMa QuezadaNoch keine Bewertungen
- Laborarorio Tema Establecer El Tamaño de La Muestra de Una PoblacionDokument2 SeitenLaborarorio Tema Establecer El Tamaño de La Muestra de Una PoblacionFlorMa QuezadaNoch keine Bewertungen
- Definir Marketing EstrategicoDokument24 SeitenDefinir Marketing EstrategicoFlorMa QuezadaNoch keine Bewertungen
- Procesamiento de DatosDokument4 SeitenProcesamiento de DatosFlorMa QuezadaNoch keine Bewertungen
- Capitulo 3Dokument18 SeitenCapitulo 3Jean Carlos Meriño HernándezNoch keine Bewertungen
- Procesamiento de DatosDokument4 SeitenProcesamiento de DatosFlorMa QuezadaNoch keine Bewertungen
- Laborarorio Tema Establecer El Tamaño de La Muestra de Una PoblacionDokument2 SeitenLaborarorio Tema Establecer El Tamaño de La Muestra de Una PoblacionFlorMa QuezadaNoch keine Bewertungen
- Guía completa de operaciones de campo enDokument16 SeitenGuía completa de operaciones de campo enSergio CalelNoch keine Bewertungen
- CLASE 8 Procesamiento de DatosDokument7 SeitenCLASE 8 Procesamiento de DatosFlorMa QuezadaNoch keine Bewertungen
- Capitulo 3Dokument18 SeitenCapitulo 3Jean Carlos Meriño HernándezNoch keine Bewertungen
- CLASE 7 Muestreo Probabilístico y No ProbabilísticoDokument13 SeitenCLASE 7 Muestreo Probabilístico y No ProbabilísticoFlorMa QuezadaNoch keine Bewertungen
- ErgonomíaDokument11 SeitenErgonomíaFlorMa QuezadaNoch keine Bewertungen
- Seguridad e Higiene Industrial - JGLD (Contenido) PDFDokument18 SeitenSeguridad e Higiene Industrial - JGLD (Contenido) PDFSergio CalelNoch keine Bewertungen
- Ingenieria Industrial y Sus ObjetivosDokument9 SeitenIngenieria Industrial y Sus ObjetivosFlorMa QuezadaNoch keine Bewertungen
- Riesgos Industriales JGLD - (Contenido - Diapositivas)Dokument23 SeitenRiesgos Industriales JGLD - (Contenido - Diapositivas)FlorMa QuezadaNoch keine Bewertungen
- Sistemas de Programación y Planeación AgregadaDokument4 SeitenSistemas de Programación y Planeación AgregadaFlorMa QuezadaNoch keine Bewertungen
- Estrategias para El Desarrollo de Planes AgregadosDokument7 SeitenEstrategias para El Desarrollo de Planes AgregadosFlorMa QuezadaNoch keine Bewertungen
- Laboratorios de LogísticaDokument6 SeitenLaboratorios de LogísticaFlorMa QuezadaNoch keine Bewertungen
- Logística AdministrativaDokument4 SeitenLogística AdministrativaFlorMa QuezadaNoch keine Bewertungen
- Riesgos Industriales JGLD - (Contenido - Diapositivas)Dokument23 SeitenRiesgos Industriales JGLD - (Contenido - Diapositivas)FlorMa QuezadaNoch keine Bewertungen
- Aplicaciones Del Control de InventariosDokument14 SeitenAplicaciones Del Control de InventariosFlorMa QuezadaNoch keine Bewertungen
- Ingenieria Industrial y Sus ObjetivosDokument9 SeitenIngenieria Industrial y Sus ObjetivosFlorMa QuezadaNoch keine Bewertungen
- Plan de InvestigaciónDokument25 SeitenPlan de InvestigaciónFlorMa QuezadaNoch keine Bewertungen
- Estrategias para El Desarrollo de Planes AgregadosDokument7 SeitenEstrategias para El Desarrollo de Planes AgregadosFlorMa QuezadaNoch keine Bewertungen
- Un Plan Que Se Apega A La DemandaDokument4 SeitenUn Plan Que Se Apega A La DemandaFlorMa QuezadaNoch keine Bewertungen
- ErgonomíaDokument11 SeitenErgonomíaFlorMa QuezadaNoch keine Bewertungen
- Estructura Del Informe de InvestigaciónDokument1 SeiteEstructura Del Informe de InvestigaciónFlorMa QuezadaNoch keine Bewertungen
- Ensayo Métricas Desarrollo Del SoftwareDokument3 SeitenEnsayo Métricas Desarrollo Del SoftwareJaderline MuñozNoch keine Bewertungen
- Analisis de Sistemas en Recursos HidricosDokument5 SeitenAnalisis de Sistemas en Recursos HidricosAgricola AyacuchoNoch keine Bewertungen
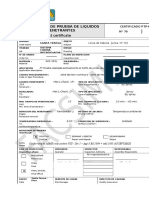
- Protocolo Liquidos PenetrantesDokument2 SeitenProtocolo Liquidos PenetrantesJose Leornardo Condori100% (1)
- Construccion Y PruebaDokument56 SeitenConstruccion Y PruebaalbertoperojoparasNoch keine Bewertungen
- Reporte de Avance de Obra - CPE0005485 - Lima - Surquillo 3ra Etapa - 09.02.2022 - Final 20.04.2022Dokument184 SeitenReporte de Avance de Obra - CPE0005485 - Lima - Surquillo 3ra Etapa - 09.02.2022 - Final 20.04.2022JeenertNoch keine Bewertungen
- Fundamentals of Business Process Management - Marlon Dumas C1TraducidoDokument53 SeitenFundamentals of Business Process Management - Marlon Dumas C1Traducidoeder morielNoch keine Bewertungen
- Maestría en Mecatrónica y Robótica EPNDokument1 SeiteMaestría en Mecatrónica y Robótica EPNCristhian LeónNoch keine Bewertungen
- Bechas de Talento 2017 - Informe de Resultados GeneralesDokument81 SeitenBechas de Talento 2017 - Informe de Resultados GeneralesCesar ZunigaNoch keine Bewertungen
- El Bim en El Diseño de Proyectos Aplicado A La Metodología Lean Construction en La Empresa Fichtner Lima Perú - 2018Dokument84 SeitenEl Bim en El Diseño de Proyectos Aplicado A La Metodología Lean Construction en La Empresa Fichtner Lima Perú - 2018CésarDeJesúsDávilaTomastoNoch keine Bewertungen
- Normalización y metrología en ingeniería industrialDokument32 SeitenNormalización y metrología en ingeniería industrialDaniel Neri RamírezNoch keine Bewertungen
- Resistencia de Materiales PDFDokument402 SeitenResistencia de Materiales PDFmarioNoch keine Bewertungen
- Formato Snip 15 Parque Huanca HuancaDokument3 SeitenFormato Snip 15 Parque Huanca HuancaJavier Ismael Belito ÑahuiNoch keine Bewertungen
- Albañilería estructuralDokument1 SeiteAlbañilería estructuralJEHAN FRANCO SANTAMARIA PEREZNoch keine Bewertungen
- Aplicacion Del Principio de Conservacion de La EnergiaDokument25 SeitenAplicacion Del Principio de Conservacion de La EnergiaDental Solution JVMTNoch keine Bewertungen
- Malla Credito PDFDokument1 SeiteMalla Credito PDFSantiago KingNoch keine Bewertungen
- Asistencia A Capacitaciones 2016Dokument55 SeitenAsistencia A Capacitaciones 2016Christian Emanuel Gonzales RomaniNoch keine Bewertungen
- Adicional de ObraDokument10 SeitenAdicional de ObraAndres VilcahuamanNoch keine Bewertungen
- Diseño Estructural GalponDokument67 SeitenDiseño Estructural GalponFRANCISCO JOSE GUERRERO SAN MARTINNoch keine Bewertungen
- Soluciones integrales de ingeniería e iluminación LEDDokument12 SeitenSoluciones integrales de ingeniería e iluminación LEDmio telecomunicacionesNoch keine Bewertungen
- Evaluación desempeño ingeniero ambientalDokument3 SeitenEvaluación desempeño ingeniero ambientalMARCO ANTONIO ROJAS CCOLQQUEHUANCANoch keine Bewertungen
- Calculos en La Caja de Cambios ConvencionalDokument8 SeitenCalculos en La Caja de Cambios ConvencionalJuan EscalanteNoch keine Bewertungen
- Antecedentes y Problemas de TransitoDokument11 SeitenAntecedentes y Problemas de TransitoMaxieliz SantanaNoch keine Bewertungen
- Lista de Cotejo de Diseño de Objetos TecnológicosDokument1 SeiteLista de Cotejo de Diseño de Objetos TecnológicosIsabel50% (2)
- Sylabo Calculo de Elementos de Maquinas II 2019 0Dokument4 SeitenSylabo Calculo de Elementos de Maquinas II 2019 0David SaucedoNoch keine Bewertungen
- PC 4 CimentacionesDokument7 SeitenPC 4 Cimentacionesjack michaelNoch keine Bewertungen
- Cotizacion Supermercados Don GatoDokument1 SeiteCotizacion Supermercados Don GatoFrancisco AriasNoch keine Bewertungen
- Team Preventivos-1RA PRUEBA - GESTION DE MANTENIMIENTO PDFDokument9 SeitenTeam Preventivos-1RA PRUEBA - GESTION DE MANTENIMIENTO PDFEDSON ALEXANDER ÑAUPARI TAPIANoch keine Bewertungen
- Clase Ajustes Tolerancias ResumenDokument19 SeitenClase Ajustes Tolerancias ResumenArqui Rojas MaidanaNoch keine Bewertungen
- Perfiles de AceroDokument4 SeitenPerfiles de AceroUnalcopias IngenieríaNoch keine Bewertungen
- Simulación de Sistemas de Control en ProcesosDokument168 SeitenSimulación de Sistemas de Control en ProcesosAlan Cereceda EscalonaNoch keine Bewertungen