Das könnte Ihnen auch gefallen
- Green Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsVon EverandGreen Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsNoch keine Bewertungen
- Waste Management in the Chemical and Petroleum IndustriesVon EverandWaste Management in the Chemical and Petroleum IndustriesNoch keine Bewertungen
- Textile Effluent TreatmentDokument6 SeitenTextile Effluent TreatmentvenkatharunNoch keine Bewertungen
- Textile Our Biosphere Is Under Constant Threat From Continuing Environmental PollutionDokument7 SeitenTextile Our Biosphere Is Under Constant Threat From Continuing Environmental PollutionNafisa Haque SinthiaNoch keine Bewertungen
- Effluent Treatme NT PlantDokument123 SeitenEffluent Treatme NT PlantSawdagor RupayanNoch keine Bewertungen
- Experiment 12 Study of Dairy Effluent Plant: StructureDokument5 SeitenExperiment 12 Study of Dairy Effluent Plant: StructureSrinivasa BandaloreNoch keine Bewertungen
- Feasability of Waste Water TreatmentDokument8 SeitenFeasability of Waste Water Treatmentworldkingmusic2047Noch keine Bewertungen
- Applied SciencesDokument13 SeitenApplied SciencesShirley ramosNoch keine Bewertungen
- Module-80A: Secondary Treatment of Waste WaterDokument4 SeitenModule-80A: Secondary Treatment of Waste WaterSona GavdeNoch keine Bewertungen
- WWTP ReportDokument10 SeitenWWTP ReportDeep SinojiyaNoch keine Bewertungen
- Application of Natural Sugar Cane Bagasse Andcoconut Shell in Removal of Dye From Textile EffluentDokument6 SeitenApplication of Natural Sugar Cane Bagasse Andcoconut Shell in Removal of Dye From Textile EffluentDeep PatelNoch keine Bewertungen
- Ato-Challange in Textile ProcessingDokument18 SeitenAto-Challange in Textile Processinganto_hardianto443Noch keine Bewertungen
- Effluent Treatment PlantDokument20 SeitenEffluent Treatment PlantSajib IglesiasNoch keine Bewertungen
- Sewage Treatment Plant Design ProjectDokument53 SeitenSewage Treatment Plant Design ProjectShreyas Panchal82% (17)
- Surfaces and Interfaces: SciencedirectDokument9 SeitenSurfaces and Interfaces: SciencedirectygNoch keine Bewertungen
- Reuse of Water in Cotton PretreatmentDokument43 SeitenReuse of Water in Cotton PretreatmentMandal Souvik100% (1)
- ETP PlantDokument34 SeitenETP PlantRoshan KaluarachchiNoch keine Bewertungen
- Dye Removal ProposalDokument15 SeitenDye Removal ProposalnorsiahNoch keine Bewertungen
- The Use of Rice Straw As An AdsorbantDokument4 SeitenThe Use of Rice Straw As An AdsorbantgobinathdpiNoch keine Bewertungen
- TMP 9 ADBDokument6 SeitenTMP 9 ADBFrontiersNoch keine Bewertungen
- ExamDokument9 SeitenExamDileepa NeranjanaNoch keine Bewertungen
- Chapter3 Part2 TFDokument40 SeitenChapter3 Part2 TFashuNoch keine Bewertungen
- Kano Textile IndustriesDokument34 SeitenKano Textile IndustriesMuhammad Umar NasirNoch keine Bewertungen
- An Assignment On Design and Performance Evaluation of Effluent Treatment Plant (ETP) For Textile IndustryDokument28 SeitenAn Assignment On Design and Performance Evaluation of Effluent Treatment Plant (ETP) For Textile IndustryRupiya Chakma100% (1)
- EE-2 Mini Project ReportDokument7 SeitenEE-2 Mini Project Report63GANESH SINGHCIVILNoch keine Bewertungen
- Calibration of Congo Red ColorDokument12 SeitenCalibration of Congo Red ColorJelena MitrovicNoch keine Bewertungen
- M. S. Shinkafi, I. U. Mohammed, J. M. Hayatu, A. A. AuduDokument8 SeitenM. S. Shinkafi, I. U. Mohammed, J. M. Hayatu, A. A. AuduIOSRjournalNoch keine Bewertungen
- Chapter 4 Part 1Dokument39 SeitenChapter 4 Part 1AregaNoch keine Bewertungen
- Biological Treatment and Nanofiltration of Denim Textile Wastewater For ReuseDokument7 SeitenBiological Treatment and Nanofiltration of Denim Textile Wastewater For ReuseOmaya TariqNoch keine Bewertungen
- 1 Ijcseierdoct20191Dokument12 Seiten1 Ijcseierdoct20191TJPRC PublicationsNoch keine Bewertungen
- Lecture 12 Trickling FilterDokument7 SeitenLecture 12 Trickling FilterAs MihNoch keine Bewertungen
- Polymeric Cellulose Derivative Carboxymethyl Cellulose As Useful Organic Flocculant Against Industrial Waste WatersDokument7 SeitenPolymeric Cellulose Derivative Carboxymethyl Cellulose As Useful Organic Flocculant Against Industrial Waste WatersJR NilNoch keine Bewertungen
- Al Aweer WWTP-jihadDokument17 SeitenAl Aweer WWTP-jihadYousef ZamNoch keine Bewertungen
- Effluent Treatment of Textile Industrial Waste Using Treated Sugarcane BagasseDokument7 SeitenEffluent Treatment of Textile Industrial Waste Using Treated Sugarcane BagasseIJRASETPublicationsNoch keine Bewertungen
- KCSCDokument21 SeitenKCSCfatema19447Noch keine Bewertungen
- Effluent Treatment of Textile Industrial Waste Using Treated Sugarcane BagasseDokument7 SeitenEffluent Treatment of Textile Industrial Waste Using Treated Sugarcane BagasseIJRASETPublicationsNoch keine Bewertungen
- 297 JMES 1711 2015 BennaniDokument18 Seiten297 JMES 1711 2015 BennaniibrahimNoch keine Bewertungen
- Multimedia Filter For Domestic Waste Water Treatment: Mangesh Gulhane and Anuja CharpeDokument5 SeitenMultimedia Filter For Domestic Waste Water Treatment: Mangesh Gulhane and Anuja CharpeOliver Espero100% (1)
- Group 1, A. Environmental Eng.Dokument8 SeitenGroup 1, A. Environmental Eng.Opendi CharlesNoch keine Bewertungen
- Effects of Natural Coagulants in Textile Wastewater: IJSART - Volume 6 Issue 5 - MAY 2020Dokument4 SeitenEffects of Natural Coagulants in Textile Wastewater: IJSART - Volume 6 Issue 5 - MAY 2020anand kumar sNoch keine Bewertungen
- Sewage TreatmentDokument57 SeitenSewage Treatmentimrozkhan150% (2)
- Trickling FilterDokument26 SeitenTrickling Filterمصطفى جاسمNoch keine Bewertungen
- Water-Saving Dyeing Process A Sustainable ApproachDokument12 SeitenWater-Saving Dyeing Process A Sustainable Approachnhat20112003Noch keine Bewertungen
- Biocides Case StudyDokument24 SeitenBiocides Case StudyAnil KunworNoch keine Bewertungen
- Detoxification of Malachite Green and Textile Industrial Ef Uent by Penicillium OchrochloronDokument10 SeitenDetoxification of Malachite Green and Textile Industrial Ef Uent by Penicillium OchrochloronJuan Diego CárdenasNoch keine Bewertungen
- Irjet V6i639Dokument5 SeitenIrjet V6i639Ajay ThakurNoch keine Bewertungen
- Investigation On Ef Uent Characteristics of Organic Cotton Fabric Dyeing With Eco-Friendly Remazol Reactive DyesDokument8 SeitenInvestigation On Ef Uent Characteristics of Organic Cotton Fabric Dyeing With Eco-Friendly Remazol Reactive DyesVishnu PriyaNoch keine Bewertungen
- Experiment 3 Arvia Water TreatmentDokument24 SeitenExperiment 3 Arvia Water TreatmentBrendaNoch keine Bewertungen
- Application of Bioremediation Process For Textile Wastewater Treatment Using Pilot PlantDokument7 SeitenApplication of Bioremediation Process For Textile Wastewater Treatment Using Pilot PlantGovind ManglaniNoch keine Bewertungen
- Case 01Dokument19 SeitenCase 01Rushanth ChandraboseNoch keine Bewertungen
- Eaht 36 1 E2021007Dokument13 SeitenEaht 36 1 E2021007Shimelis KebedeNoch keine Bewertungen
- Textile Industry Effluent Treatment TechniquesDokument14 SeitenTextile Industry Effluent Treatment TechniquesKashaf TehreemNoch keine Bewertungen
- Characterization of Raw Wastewater From TanneriesDokument9 SeitenCharacterization of Raw Wastewater From TanneriesMaliha CheemaNoch keine Bewertungen
- 2001 - G.ciardelli - Membrane Separation For Wastewater Reuse in The Textile IndustryDokument9 Seiten2001 - G.ciardelli - Membrane Separation For Wastewater Reuse in The Textile IndustrypablocolindresNoch keine Bewertungen
- Chapter 6 - 24 Oct 17Dokument74 SeitenChapter 6 - 24 Oct 17Jiana NasirNoch keine Bewertungen
- Trickling Filters 2Dokument23 SeitenTrickling Filters 2Aafaque HussainNoch keine Bewertungen
- Municipal Wastewater Management NotesDokument20 SeitenMunicipal Wastewater Management NotesMa Teresa Quintos100% (1)
- International Journal of Chemtech Research: Alexander Mathew, Akanksha Dubey, Amit B. MahindrakarDokument9 SeitenInternational Journal of Chemtech Research: Alexander Mathew, Akanksha Dubey, Amit B. MahindrakarrinoNoch keine Bewertungen
- Treatment of Water: Submitted To: Submitted By: Registration No.: Semester: DepartmentDokument7 SeitenTreatment of Water: Submitted To: Submitted By: Registration No.: Semester: DepartmentFraz AliNoch keine Bewertungen
- Biological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesVon EverandBiological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesEtienne PaulNoch keine Bewertungen
- P 00194 Wastewater Plant Design PDFDokument2 SeitenP 00194 Wastewater Plant Design PDFabrehamNoch keine Bewertungen
- Air QualityDokument390 SeitenAir QualityskilmagNoch keine Bewertungen
- Module - 1: Environmental Management StandardsDokument24 SeitenModule - 1: Environmental Management StandardsAnil GowdaNoch keine Bewertungen
- Sigmadur 550Dokument9 SeitenSigmadur 550indcoatingsNoch keine Bewertungen
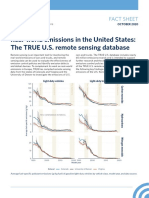
- Fact Sheet: Real-World Emissions in The United StatesDokument3 SeitenFact Sheet: Real-World Emissions in The United StatesThe International Council on Clean TransportationNoch keine Bewertungen
- Energy Efficiency Design Index (EEDI) Marpol Annex Iv and Marine Environment ProtectionDokument38 SeitenEnergy Efficiency Design Index (EEDI) Marpol Annex Iv and Marine Environment ProtectionMark AzzopardiNoch keine Bewertungen
- Company Policy On Smoke FreeDokument6 SeitenCompany Policy On Smoke Freemj santosNoch keine Bewertungen
- Pulverized GlassDokument24 SeitenPulverized GlassArjay Elumbra0% (1)
- Aircon PDFDokument56 SeitenAircon PDFAlina Moraru100% (1)
- Influence of Injection Timing On The Performance of Dual Fuel Compression Ignition Engine With Exhaust Gas RecirculationDokument7 SeitenInfluence of Injection Timing On The Performance of Dual Fuel Compression Ignition Engine With Exhaust Gas RecirculationIJERDNoch keine Bewertungen
- Masterlist Environmental FeaturesDokument14 SeitenMasterlist Environmental FeaturesvporechaNoch keine Bewertungen
- Biscuit ReportDokument19 SeitenBiscuit ReportmksuganNoch keine Bewertungen
- Global Warming American English TeacherDokument12 SeitenGlobal Warming American English TeacherJoão PauloNoch keine Bewertungen
- Erosion and Sediment Control For Temporary Wetland and Stream Crossings (306-15-09)Dokument52 SeitenErosion and Sediment Control For Temporary Wetland and Stream Crossings (306-15-09)Minnesota's Lake Superior Coastal Program100% (1)
- DivingDokument19 SeitenDivingjmvictoria6870100% (1)
- Past Present and Future Perspectives of Refrigerants in Air-Conditioning Refrigeration and Heat Pump ApplicationsDokument13 SeitenPast Present and Future Perspectives of Refrigerants in Air-Conditioning Refrigeration and Heat Pump ApplicationsviclucNoch keine Bewertungen
- PPMDokument5 SeitenPPMGiorgi ArdzenadzeNoch keine Bewertungen
- Optimization of Kiln and DryerDokument7 SeitenOptimization of Kiln and Dryermap vitcoNoch keine Bewertungen
- Why Is Recycling ImportantDokument4 SeitenWhy Is Recycling ImportantlennyerNoch keine Bewertungen
- Economic Evaluation of Environmental ImpactDokument11 SeitenEconomic Evaluation of Environmental ImpactRaquel RossNoch keine Bewertungen
- Checklist For EIA StudyDokument60 SeitenChecklist For EIA StudyAamir KhalilNoch keine Bewertungen
- Msds NitrogenDokument10 SeitenMsds NitrogenNga JengjeheNoch keine Bewertungen
- How To Write Fce Essay TeacherDokument3 SeitenHow To Write Fce Essay TeacherМария ЮжаковаNoch keine Bewertungen
- Designing Sustainable Packaging TraduccionDokument2 SeitenDesigning Sustainable Packaging TraduccionNicolásRodrigoDeLaFuenteVega100% (1)
- Before The Flood ReportDokument6 SeitenBefore The Flood ReportFaizan AmirNoch keine Bewertungen
- Environmental Awareness and Disaster Risk Reduction: Group 2Dokument33 SeitenEnvironmental Awareness and Disaster Risk Reduction: Group 2Mr. SmileNoch keine Bewertungen
- Evaluation of Drinking Water Quality of Navsari District (Gujarat)Dokument7 SeitenEvaluation of Drinking Water Quality of Navsari District (Gujarat)ESSENCE - International Journal for Environmental Rehabilitation and ConservaionNoch keine Bewertungen
- Water Quality SimulationDokument3 SeitenWater Quality Simulationapi-290100812Noch keine Bewertungen
- Application Filed by The Industry / Organization OnDokument7 SeitenApplication Filed by The Industry / Organization Onkrish659Noch keine Bewertungen
- Livestock Fencing Report 4.4.19Dokument27 SeitenLivestock Fencing Report 4.4.19Patrick Hite100% (1)