Das könnte Ihnen auch gefallen
- Asme Section Ii A-2 Sa-592 Sa-592m PDFDokument4 SeitenAsme Section Ii A-2 Sa-592 Sa-592m PDFAnonymous GhPzn1xNoch keine Bewertungen
- Asme Sa 106 Grade B PipesDokument1 SeiteAsme Sa 106 Grade B PipesFerroPipENoch keine Bewertungen
- ASME DIV 2 Class 1 Vs Class 2Dokument3 SeitenASME DIV 2 Class 1 Vs Class 2Idris SiddiquiNoch keine Bewertungen
- ISO 898 Grade 10.9Dokument2 SeitenISO 898 Grade 10.9Mihaela NastaseNoch keine Bewertungen
- User Design Spec - Rev1Dokument5 SeitenUser Design Spec - Rev1John NashNoch keine Bewertungen
- On The Design of The Tubesheet and Tubesheet-To-Shell Junction of A Fixed Tubesheet Heat ExchangerDokument7 SeitenOn The Design of The Tubesheet and Tubesheet-To-Shell Junction of A Fixed Tubesheet Heat ExchangerEdgardo Chavez BelloNoch keine Bewertungen
- Tema Asme Section Viii Div1 Section Uhx PDFDokument20 SeitenTema Asme Section Viii Div1 Section Uhx PDFAdrian StoicescuNoch keine Bewertungen
- A4-80 Stainless Steel Grade Specification - Midland Bright SteelsDokument4 SeitenA4-80 Stainless Steel Grade Specification - Midland Bright SteelsramonaghergheNoch keine Bewertungen
- Flange calculation as per ASME Section VIIIDokument9 SeitenFlange calculation as per ASME Section VIIIDarshan PanchalNoch keine Bewertungen
- Comparison of Flange Face Finish As Per B16-5Dokument1 SeiteComparison of Flange Face Finish As Per B16-5Vivi OktaviantiNoch keine Bewertungen
- PED 2014-68-EU Guidelines EN v4Dokument235 SeitenPED 2014-68-EU Guidelines EN v4Nav TalukdarNoch keine Bewertungen
- API 660 Vs TEMADokument5 SeitenAPI 660 Vs TEMAALONSO GOMEZNoch keine Bewertungen
- 2 - 1 Ellipsoidal Head Blank DiameterDokument1 Seite2 - 1 Ellipsoidal Head Blank Diameterdownloadmonster100% (2)
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Dokument3 SeitenShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuNoch keine Bewertungen
- Asme - HeaderDokument3 SeitenAsme - HeaderReadersmoNoch keine Bewertungen
- UCS-79 - ASME VIII Div 1 (Fiber Elongation)Dokument2 SeitenUCS-79 - ASME VIII Div 1 (Fiber Elongation)Asep Darojat0% (1)
- Hastelloy C-276 WeldingDokument4 SeitenHastelloy C-276 WeldingClaudia MmsNoch keine Bewertungen
- ASME Pressure Vessel JointDokument5 SeitenASME Pressure Vessel JointRodrigo CarneiroNoch keine Bewertungen
- Fiber elongation calculations for pressure vesselsDokument1 SeiteFiber elongation calculations for pressure vesselsJ.SIVIRA100% (1)
- Pipíng & Stress Analysis Ref - Sofware Caesar II. 06-09-2017 Autor - Ing R L Morard - U T N 1Dokument9 SeitenPipíng & Stress Analysis Ref - Sofware Caesar II. 06-09-2017 Autor - Ing R L Morard - U T N 1Oswaldo GuerraNoch keine Bewertungen
- Grating Weight - CalculationDokument1 SeiteGrating Weight - CalculationMuthuram NNoch keine Bewertungen
- A869-6-44-0005 PMS For RevampDokument950 SeitenA869-6-44-0005 PMS For RevampMastram HatheshNoch keine Bewertungen
- Sa 672Dokument7 SeitenSa 672lalitaliNoch keine Bewertungen
- TEMA Standard PDFDokument302 SeitenTEMA Standard PDFlubangjarumNoch keine Bewertungen
- Prci 08 Ta Hot Tap PDFDokument2 SeitenPrci 08 Ta Hot Tap PDFnamasral100% (1)
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDokument4 SeitenMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakNoch keine Bewertungen
- Anodes in Cooling Water Exchangers PDFDokument12 SeitenAnodes in Cooling Water Exchangers PDFcbrittaivNoch keine Bewertungen
- Pvelite OutputDokument44 SeitenPvelite OutputRam MurtyNoch keine Bewertungen
- Manufacturing Head Types for Pressure Vessels and TanksDokument6 SeitenManufacturing Head Types for Pressure Vessels and TanksJohn MaldonadoNoch keine Bewertungen
- Pipe Wall Thickness Calculation Using ASME B31.4Dokument21 SeitenPipe Wall Thickness Calculation Using ASME B31.4YusepSúarðiNoch keine Bewertungen
- PVP2016 Final ProgramDokument76 SeitenPVP2016 Final Programthaivinhtuy100% (1)
- Agitator Nozzle Load Data SheetDokument1 SeiteAgitator Nozzle Load Data SheetAnonymous MB5YbaLrBENoch keine Bewertungen
- Engineering Steels 1018 Product GuideDokument2 SeitenEngineering Steels 1018 Product GuidejangaswathiNoch keine Bewertungen
- Pressure Vessel RT TestDokument3 SeitenPressure Vessel RT TestAriq FauzanNoch keine Bewertungen
- TBE-Pressure Vessel Standard TemplateDokument4 SeitenTBE-Pressure Vessel Standard TemplateSiva baalanNoch keine Bewertungen
- SADDLE SUPPORT DESIGNDokument6 SeitenSADDLE SUPPORT DESIGNSISIR KR BARMAN0% (1)
- A 890 - A 890M - 99 Qtg5mc05oq - PDFDokument4 SeitenA 890 - A 890M - 99 Qtg5mc05oq - PDFMung Duong XuanNoch keine Bewertungen
- Ad2000 b5 Fixed Tubesheet-3Dokument3 SeitenAd2000 b5 Fixed Tubesheet-3akisdassasNoch keine Bewertungen
- STEAM-PIPES AND FITTINGS REGULATIONSDokument7 SeitenSTEAM-PIPES AND FITTINGS REGULATIONSRajivharolikar100% (2)
- Is 210Dokument16 SeitenIs 210Debopriyo GhoshNoch keine Bewertungen
- Straddle Principle For FlangesDokument1 SeiteStraddle Principle For Flangesameybarve67% (3)
- Calculate Torispherical Head Blank DiameterDokument1 SeiteCalculate Torispherical Head Blank DiameterdombipinNoch keine Bewertungen
- VESV1003 - Fabrication of Welded Vessels and Tanks To Be LinedDokument6 SeitenVESV1003 - Fabrication of Welded Vessels and Tanks To Be LinedMuhammad Farukh ManzoorNoch keine Bewertungen
- BS 5276-2Dokument20 SeitenBS 5276-2Ali Alizadeh100% (1)
- Astm B 865 (Monel k500)Dokument7 SeitenAstm B 865 (Monel k500)Jarbas MoraesNoch keine Bewertungen
- Heat Treating Industry Processes EquipmentDokument75 SeitenHeat Treating Industry Processes EquipmentAhmed Shaban Kotb100% (1)
- Saddle design calculationsDokument9 SeitenSaddle design calculationsduf fuNoch keine Bewertungen
- TDC 516 GR 70Dokument2 SeitenTDC 516 GR 70I Kailash Rao100% (1)
- Lethal Service - Quick Guide - Pressure Vessel EngineeringDokument4 SeitenLethal Service - Quick Guide - Pressure Vessel EngineeringVilas AndhaleNoch keine Bewertungen
- ASME PCC-1 Appendix-O-CalculationDokument23 SeitenASME PCC-1 Appendix-O-Calculationvpjagannaath50% (2)
- Stillwell Pipe ArrangementDokument1 SeiteStillwell Pipe ArrangementVishalDhiman100% (1)
- Manual Design Validation CalculationDokument21 SeitenManual Design Validation CalculationToniNoch keine Bewertungen
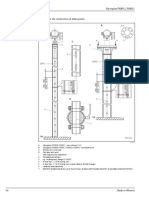
- (DIN 28082-2 - 1996-06) - Standzargen Fã R Apparate - Teil 2 - Fuà - Ring Mit Pratzen Oder Doppelring Mit Stegen - Maà - e - 0001.de - enDokument6 Seiten(DIN 28082-2 - 1996-06) - Standzargen Fã R Apparate - Teil 2 - Fuà - Ring Mit Pratzen Oder Doppelring Mit Stegen - Maà - e - 0001.de - enNaveen Suresh KumarNoch keine Bewertungen
- Minimum Leak Path For TTJDokument3 SeitenMinimum Leak Path For TTJparikshitpadture100% (2)
- ASTM A961 - 04a Req Comunes P Bridas, Acces y VálvsDokument8 SeitenASTM A961 - 04a Req Comunes P Bridas, Acces y VálvsCristian OtivoNoch keine Bewertungen
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDokument8 SeitenCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsJerry BeanNoch keine Bewertungen
- Astm A 961-2002Dokument7 SeitenAstm A 961-2002David Cruz PalaciosNoch keine Bewertungen
- Astm A961Dokument8 SeitenAstm A961Eduardo PNoch keine Bewertungen
- Asme Sa961-2015Dokument12 SeitenAsme Sa961-2015Geraldo GasparottoNoch keine Bewertungen
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDokument12 Seiten2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-905Dokument6 SeitenAsme Section Ii A-2 Sa-905Anonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-960Dokument12 SeitenAsme Section Ii A-2 Sa-960Anonymous GhPzn1x100% (1)
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDokument14 Seiten2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xNoch keine Bewertungen
- Quantification of Residual Stresses in External Attachment Welding ApplicationDokument16 SeitenQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1008 Sa-1008mDokument10 SeitenAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-995Dokument4 SeitenAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNoch keine Bewertungen
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDokument14 SeitenTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1011 Sa-1011mDokument10 SeitenAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xNoch keine Bewertungen
- Girth Welding of API 5L X70 and X80 Sour Service PipesDokument8 SeitenGirth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNoch keine Bewertungen
- Asme Section Ii A-2 Sa-1010 Sa-1010mDokument4 SeitenAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNoch keine Bewertungen
- Sa 537Dokument6 SeitenSa 537Mauricio Carestia100% (1)
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xNoch keine Bewertungen
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDokument12 Seiten2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDokument11 Seiten2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDokument11 Seiten2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDokument14 Seiten2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingDokument9 Seiten2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingAnonymous GhPzn1xNoch keine Bewertungen
- 2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionDokument16 Seiten2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionAnonymous GhPzn1xNoch keine Bewertungen
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDokument9 Seiten2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWDokument9 Seiten2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsDokument9 Seiten2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsAnonymous GhPzn1xNoch keine Bewertungen
- Fiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsDokument10 SeitenFiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsAnonymous GhPzn1xNoch keine Bewertungen
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDokument12 Seiten2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xNoch keine Bewertungen
- Aws D8.14M-2008Dokument34 SeitenAws D8.14M-2008Lalit Bom Malla100% (1)
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- Resume of Deliagonzalez34 - 1Dokument2 SeitenResume of Deliagonzalez34 - 1api-24443855Noch keine Bewertungen
- TheEconomist 2023 04 01Dokument297 SeitenTheEconomist 2023 04 01Sh FNoch keine Bewertungen
- Moor, The - Nature - Importance - and - Difficulty - of - Machine - EthicsDokument4 SeitenMoor, The - Nature - Importance - and - Difficulty - of - Machine - EthicsIrene IturraldeNoch keine Bewertungen
- Acne Treatment Strategies and TherapiesDokument32 SeitenAcne Treatment Strategies and TherapiesdokterasadNoch keine Bewertungen
- Log File Records Startup Sequence and Rendering CallsDokument334 SeitenLog File Records Startup Sequence and Rendering CallsKossay BelkhammarNoch keine Bewertungen
- GATE ECE 2006 Actual PaperDokument33 SeitenGATE ECE 2006 Actual Paperkibrom atsbhaNoch keine Bewertungen
- Borello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceDokument10 SeitenBorello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceaykutNoch keine Bewertungen
- SEG Newsletter 65 2006 AprilDokument48 SeitenSEG Newsletter 65 2006 AprilMilton Agustin GonzagaNoch keine Bewertungen
- BPL Millipacs 2mm Hardmetrics RarDokument3 SeitenBPL Millipacs 2mm Hardmetrics RarGunter BragaNoch keine Bewertungen
- Bharhut Stupa Toraa Architectural SplenDokument65 SeitenBharhut Stupa Toraa Architectural Splenအသွ်င္ ေကသရNoch keine Bewertungen
- Account Statement From 30 Jul 2018 To 30 Jan 2019Dokument8 SeitenAccount Statement From 30 Jul 2018 To 30 Jan 2019Bojpuri OfficialNoch keine Bewertungen
- WSP Global EnvironmentDokument20 SeitenWSP Global EnvironmentOrcunNoch keine Bewertungen
- Surgery Lecture - 01 Asepsis, Antisepsis & OperationDokument60 SeitenSurgery Lecture - 01 Asepsis, Antisepsis & OperationChris QueiklinNoch keine Bewertungen
- Forensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test BankDokument36 SeitenForensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test Bankhilaryazariaqtoec4100% (25)
- Artist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheDokument2 SeitenArtist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheUy YuiNoch keine Bewertungen
- John Titor TIME MACHINEDokument21 SeitenJohn Titor TIME MACHINEKevin Carey100% (1)
- Disaster Management Plan 2018Dokument255 SeitenDisaster Management Plan 2018sifoisbspNoch keine Bewertungen
- Bank NIFTY Components and WeightageDokument2 SeitenBank NIFTY Components and WeightageUptrend0% (2)
- 1.each of The Solids Shown in The Diagram Has The Same MassDokument12 Seiten1.each of The Solids Shown in The Diagram Has The Same MassrehanNoch keine Bewertungen
- Case 5Dokument1 SeiteCase 5Czan ShakyaNoch keine Bewertungen
- Marketing Plan for Monuro Clothing Store Expansion into CroatiaDokument35 SeitenMarketing Plan for Monuro Clothing Store Expansion into CroatiaMuamer ĆimićNoch keine Bewertungen
- Biology Mapping GuideDokument28 SeitenBiology Mapping GuideGazar100% (1)
- DLL - The Firm and Its EnvironmentDokument5 SeitenDLL - The Firm and Its Environmentfrances_peña_7100% (2)
- Service and Maintenance Manual: Models 600A 600AJDokument342 SeitenService and Maintenance Manual: Models 600A 600AJHari Hara SuthanNoch keine Bewertungen
- AgentScope: A Flexible Yet Robust Multi-Agent PlatformDokument24 SeitenAgentScope: A Flexible Yet Robust Multi-Agent PlatformRijalNoch keine Bewertungen
- Table of Specification for Pig Farming SkillsDokument7 SeitenTable of Specification for Pig Farming SkillsYeng YengNoch keine Bewertungen
- GlastonburyDokument4 SeitenGlastonburyfatimazahrarahmani02Noch keine Bewertungen
- En dx300lc 5 Brochure PDFDokument24 SeitenEn dx300lc 5 Brochure PDFsaroniNoch keine Bewertungen
- Contact and Profile of Anam ShahidDokument1 SeiteContact and Profile of Anam ShahidSchengen Travel & TourismNoch keine Bewertungen
- Google Dorks For PentestingDokument11 SeitenGoogle Dorks For PentestingClara Elizabeth Ochoa VicenteNoch keine Bewertungen