Das könnte Ihnen auch gefallen
- Erika C.G. Aguieiras, Elisa D. Cavalcanti-Oliveira, Aline M. de Castro, Marta A.P. Langone, Denise M.G. FreireDokument7 SeitenErika C.G. Aguieiras, Elisa D. Cavalcanti-Oliveira, Aline M. de Castro, Marta A.P. Langone, Denise M.G. FreireJoemics RubanNoch keine Bewertungen
- Mathematical modeling of biofuel synthesis and storageVon EverandMathematical modeling of biofuel synthesis and storageNoch keine Bewertungen
- Parameters in Transesterification ReactionsDokument6 SeitenParameters in Transesterification Reactionsniquee9nerNoch keine Bewertungen
- Green Vegetable Oil Processing: Revsied First EditionVon EverandGreen Vegetable Oil Processing: Revsied First EditionWalter E. FarrBewertung: 3 von 5 Sternen3/5 (1)
- 48 A Pilot Plant To Produce Biodiesel From High Free Fatty Acid Feed StocksDokument29 Seiten48 A Pilot Plant To Produce Biodiesel From High Free Fatty Acid Feed StocksRM ManickaprabhakaranNoch keine Bewertungen
- Sugarcane-based Biofuels and BioproductsVon EverandSugarcane-based Biofuels and BioproductsIan O'HaraNoch keine Bewertungen
- Ertan Alptekin, Mustafa Canakci, Huseyin Sanli: Sciverse SciencedirectDokument7 SeitenErtan Alptekin, Mustafa Canakci, Huseyin Sanli: Sciverse SciencedirectSivamani SelvarajuNoch keine Bewertungen
- Biolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationDokument6 SeitenBiolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationLeonardo IndraNoch keine Bewertungen
- Chapter 1 FULL PARTIAL PrintDokument14 SeitenChapter 1 FULL PARTIAL PrintIvan ArcenaNoch keine Bewertungen
- Guerrero2018 PDFDokument10 SeitenGuerrero2018 PDFIzzat ZakwanNoch keine Bewertungen
- Candida 20%dose 28u.gDokument7 SeitenCandida 20%dose 28u.goigenteNoch keine Bewertungen
- Chowdury DKK (2014)Dokument6 SeitenChowdury DKK (2014)Tomy Wijaya PutraNoch keine Bewertungen
- Pyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsDokument7 SeitenPyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsAnonymous gF0DJW10yNoch keine Bewertungen
- Cpo JurnallDokument6 SeitenCpo JurnallIneke AuliaNoch keine Bewertungen
- Esterification of High Free Fatty Acid Crude Palm Kernel Oil As Feedstock For Base-Catalyzed Transesterification ReactionDokument5 SeitenEsterification of High Free Fatty Acid Crude Palm Kernel Oil As Feedstock For Base-Catalyzed Transesterification ReactionInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Alternate FuelsDokument9 SeitenAlternate FuelsDeepak Raj RNoch keine Bewertungen
- Seminario 1Dokument8 SeitenSeminario 1LuisNoch keine Bewertungen
- A Pilot Plant To Produce Biodiesel From High Free Fatty Acid FeedstocksDokument19 SeitenA Pilot Plant To Produce Biodiesel From High Free Fatty Acid FeedstocksKhairi Maulida AzhariNoch keine Bewertungen
- Severson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationDokument24 SeitenSeverson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationfksfjksjNoch keine Bewertungen
- Effect of TempEffect of Temperature On The Continuous Synthesis of Soybean Esters Erature On The Continuous Synthesis of Soybean EstersDokument6 SeitenEffect of TempEffect of Temperature On The Continuous Synthesis of Soybean Esters Erature On The Continuous Synthesis of Soybean EstersLauraNoch keine Bewertungen
- Oss Proposal IntroductionDokument5 SeitenOss Proposal IntroductionAbdullahi D. AbubakarNoch keine Bewertungen
- Bioethanol ProductionDokument9 SeitenBioethanol ProductionMehran Rasheed Goraya100% (1)
- Aloe VeraDokument6 SeitenAloe VeraTechnos_IncNoch keine Bewertungen
- Enzymatic Synthesisof Biodieselvia Alcoholysisof Palm OilDokument10 SeitenEnzymatic Synthesisof Biodieselvia Alcoholysisof Palm Oilroberto.siregar4002Noch keine Bewertungen
- The Optimization of The Esterification Reaction in BiodieselDokument12 SeitenThe Optimization of The Esterification Reaction in BiodieselPablo PaganiNoch keine Bewertungen
- NPR 6 (3) 232-234Dokument3 SeitenNPR 6 (3) 232-234Khairi Maulida AzhariNoch keine Bewertungen
- Journal 27 1Dokument7 SeitenJournal 27 1Anonymous ywnxrejPNoch keine Bewertungen
- Proses Dehidrasi Etanol Menggunakan Etilen Glikol-Gliserol Simulasi Kolom Distilasi Ekstraktif UntukDokument7 SeitenProses Dehidrasi Etanol Menggunakan Etilen Glikol-Gliserol Simulasi Kolom Distilasi Ekstraktif UntukTommyAdamBachtiarNoch keine Bewertungen
- Biodiesel Production From Waste Oil Feedstocks by Solid Acid CatalysisDokument7 SeitenBiodiesel Production From Waste Oil Feedstocks by Solid Acid CatalysisThói ĐờiNoch keine Bewertungen
- 2.0 Market Analysis and Market Strategies: 2.1 Introduction To Feasibility Study of Market, Process and TechnologyDokument13 Seiten2.0 Market Analysis and Market Strategies: 2.1 Introduction To Feasibility Study of Market, Process and Technologyhakim amirNoch keine Bewertungen
- Excess Methanol RecoveryDokument6 SeitenExcess Methanol RecoverySteven Putra HalimNoch keine Bewertungen
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDokument13 SeitenThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Ethanol Production From Banana Fruit and Its Lignocellulosic Residues: Exergy and Renewability AnalysisDokument8 SeitenEthanol Production From Banana Fruit and Its Lignocellulosic Residues: Exergy and Renewability AnalysisYohana MelianthaNoch keine Bewertungen
- Conversion of Waste Cooking Oil Into BiodieselDokument48 SeitenConversion of Waste Cooking Oil Into BiodieselMUHAMMAD ADNANNoch keine Bewertungen
- Fatty Alcohol Production ProcessDokument9 SeitenFatty Alcohol Production ProcessZevaniNoch keine Bewertungen
- Aranda 2007Dokument6 SeitenAranda 2007ALAADDIN SAEEDNoch keine Bewertungen
- Thesis Ethanol ProductionDokument8 SeitenThesis Ethanol ProductionWebsiteThatWritesPapersForYouSiouxFalls100% (1)
- Biodiesel PDFDokument7 SeitenBiodiesel PDFDanielSalcedoRodriguezNoch keine Bewertungen
- Utilization of Oil Palm Empty Fruit Bunch Hydrolysate For Ethanol Production by Baker's Yeast and Loog-PangDokument6 SeitenUtilization of Oil Palm Empty Fruit Bunch Hydrolysate For Ethanol Production by Baker's Yeast and Loog-PangDadadaNoch keine Bewertungen
- Green DieselDokument11 SeitenGreen DieselYuvia KusumaNoch keine Bewertungen
- PDF/ajassp 2011 804 809Dokument6 SeitenPDF/ajassp 2011 804 809Nadia Shahira Bt SaidiNoch keine Bewertungen
- Santos 2010Dokument5 SeitenSantos 2010bcherejiNoch keine Bewertungen
- 6-Shang XueyingDokument45 Seiten6-Shang Xueyingrushilraju29Noch keine Bewertungen
- Talha Dan Sulaiman 2016Dokument10 SeitenTalha Dan Sulaiman 2016Alexander LiangNoch keine Bewertungen
- Hydrolysis of Lignocellulosic Materials For Ethanol ProductionDokument56 SeitenHydrolysis of Lignocellulosic Materials For Ethanol Productionajali1957Noch keine Bewertungen
- Economic Feasibility Study of Biodiesel Production by Direct Esterification of Fatty Acids From The Oil and Soap Industrial SectorDokument6 SeitenEconomic Feasibility Study of Biodiesel Production by Direct Esterification of Fatty Acids From The Oil and Soap Industrial SectorazNoch keine Bewertungen
- Life Cycle Assessment of Bio-Ethanol Derived From CelluloseDokument5 SeitenLife Cycle Assessment of Bio-Ethanol Derived From CelluloseVictoria SantosNoch keine Bewertungen
- Allah 2016 IOP Conf. Ser. - Mater. Sci. Eng. 147 012133 PDFDokument8 SeitenAllah 2016 IOP Conf. Ser. - Mater. Sci. Eng. 147 012133 PDFFrancis AngelesNoch keine Bewertungen
- Biodiesel Properties of Microalgae (Chlorella) Oil For Use in Diesel EnginesDokument7 SeitenBiodiesel Properties of Microalgae (Chlorella) Oil For Use in Diesel EnginesmadeehaNoch keine Bewertungen
- Fermentation 03 00024Dokument8 SeitenFermentation 03 00024Bashar MelhemNoch keine Bewertungen
- JCL Presentation OPSI June 22 06Dokument31 SeitenJCL Presentation OPSI June 22 06GrignionNoch keine Bewertungen
- Ethanol Production Research PapersDokument8 SeitenEthanol Production Research Papersiigheacnd100% (1)
- Simulation of A Bioavtur Production ProcessDokument7 SeitenSimulation of A Bioavtur Production ProcessZata AmaliaNoch keine Bewertungen
- Evaluation of Solvent System For The Enzymatic Synthesis of Ethanol-Based Biodiesel From Sludge Palm Oil (SPO)Dokument7 SeitenEvaluation of Solvent System For The Enzymatic Synthesis of Ethanol-Based Biodiesel From Sludge Palm Oil (SPO)Sirisha NNoch keine Bewertungen
- Fuel Processing TechnologyDokument19 SeitenFuel Processing TechnologyUjak KimiaNoch keine Bewertungen
- The Company and The Market 1.1. Summary of The Proceedings of The Business PlanDokument16 SeitenThe Company and The Market 1.1. Summary of The Proceedings of The Business PlanPatricia YennyNoch keine Bewertungen
- INTRODUCTION Ethanol Is Also Called Ethyl AlcoholDokument17 SeitenINTRODUCTION Ethanol Is Also Called Ethyl Alcoholsharadkardak100% (1)
- A Study On Suitability of Biodiesel Produced From Milk Scum For Enhancement of Engine EfficiencyDokument11 SeitenA Study On Suitability of Biodiesel Produced From Milk Scum For Enhancement of Engine EfficiencySanthosh NagarajaNoch keine Bewertungen
- Evaluation of Biofuel Derived From Lignocellulosic Biomass Fast Pyrolysis Bio-Oil For Use As Gasoline AddictiveDokument3 SeitenEvaluation of Biofuel Derived From Lignocellulosic Biomass Fast Pyrolysis Bio-Oil For Use As Gasoline AddictiveTedhi Ajuno Satya WiryaNoch keine Bewertungen
- Chevon Poster1 PDFDokument1 SeiteChevon Poster1 PDFRyan Bacarro BagayanNoch keine Bewertungen
- Straw Mushroom (Volvariella Volvacea) Cultivation For Livelihood Diversification in LaosDokument6 SeitenStraw Mushroom (Volvariella Volvacea) Cultivation For Livelihood Diversification in LaosRyan Bacarro BagayanNoch keine Bewertungen
- Chevon2 PDFDokument2 SeitenChevon2 PDFRyan Bacarro BagayanNoch keine Bewertungen
- CropsDokument10 SeitenCropsRyan Bacarro BagayanNoch keine Bewertungen
- Chevon Poster PDFDokument1 SeiteChevon Poster PDFRyan Bacarro BagayanNoch keine Bewertungen
- The Study Aimed To: Pias Norte Pias SurDokument1 SeiteThe Study Aimed To: Pias Norte Pias SurRyan Bacarro BagayanNoch keine Bewertungen
- Biochar: Bamboo and Corn CobDokument2 SeitenBiochar: Bamboo and Corn CobRyan Bacarro BagayanNoch keine Bewertungen
- Kawayan Charcoal Specification: Chichacorn EffluentDokument2 SeitenKawayan Charcoal Specification: Chichacorn EffluentRyan Bacarro BagayanNoch keine Bewertungen
- Brochure How To Tiger Grass - ENGLISH VERDokument2 SeitenBrochure How To Tiger Grass - ENGLISH VERRyan Bacarro BagayanNoch keine Bewertungen
- Brown Rice FlyerDokument2 SeitenBrown Rice FlyerRyan Bacarro BagayanNoch keine Bewertungen
- P450,000 Pick-Up & Exclusive of Tax: Use: To Accelerate The Drying Process of Wood or BambooDokument2 SeitenP450,000 Pick-Up & Exclusive of Tax: Use: To Accelerate The Drying Process of Wood or BambooRyan Bacarro BagayanNoch keine Bewertungen
- Ectoparasites Killed by Kle and Nco Soap: Kakawate (Gliricidia Sepium) LeafDokument2 SeitenEctoparasites Killed by Kle and Nco Soap: Kakawate (Gliricidia Sepium) LeafRyan Bacarro BagayanNoch keine Bewertungen
- Bitter Gourd: Production GuideDokument2 SeitenBitter Gourd: Production GuideRyan Bacarro Bagayan0% (1)
- Design and Development of An Automated Hot Water Treatment (Ahwt) For MangoDokument26 SeitenDesign and Development of An Automated Hot Water Treatment (Ahwt) For MangoRyan Bacarro BagayanNoch keine Bewertungen
- Agprosesotayo Iti Kamatis: para Iti Nayon A PagsapulanDokument10 SeitenAgprosesotayo Iti Kamatis: para Iti Nayon A PagsapulanRyan Bacarro BagayanNoch keine Bewertungen
- Let's Plant Guapple: Published by Bauang Fits CenterDokument8 SeitenLet's Plant Guapple: Published by Bauang Fits CenterRyan Bacarro BagayanNoch keine Bewertungen
- Charito L. Samsam and Sergia P. Garma: Materials Used in MarcottingDokument3 SeitenCharito L. Samsam and Sergia P. Garma: Materials Used in MarcottingRyan Bacarro BagayanNoch keine Bewertungen
- The CRL Bldg. at MMSU Is ILAARRDEC Secretariat's Home For The Past 37 YearsDokument2 SeitenThe CRL Bldg. at MMSU Is ILAARRDEC Secretariat's Home For The Past 37 YearsRyan Bacarro BagayanNoch keine Bewertungen
- Rehabilitation and Management of Bamboo Plantation and Natural StandsDokument2 SeitenRehabilitation and Management of Bamboo Plantation and Natural StandsRyan Bacarro BagayanNoch keine Bewertungen
- (AHWT) : The DifferenceDokument2 Seiten(AHWT) : The DifferenceRyan Bacarro BagayanNoch keine Bewertungen
- For More Information:: Edwin Joseph A. FrancoDokument2 SeitenFor More Information:: Edwin Joseph A. FrancoRyan Bacarro BagayanNoch keine Bewertungen
- Agro - Morphological Profile of Traditional Upland Rices in Ilocos NorteDokument2 SeitenAgro - Morphological Profile of Traditional Upland Rices in Ilocos NorteRyan Bacarro BagayanNoch keine Bewertungen
- Rationale: Bethzaida M. Catudan & Nonilon I. MartinDokument2 SeitenRationale: Bethzaida M. Catudan & Nonilon I. MartinRyan Bacarro BagayanNoch keine Bewertungen
- Ilocos Integrated Agricultural Research Center DMMMSU CPD., Bacnotan La UnionDokument2 SeitenIlocos Integrated Agricultural Research Center DMMMSU CPD., Bacnotan La UnionRyan Bacarro BagayanNoch keine Bewertungen
- Production of Bioethanol From Rice Straw Using Yeast Extracts Peptone DextroseDokument6 SeitenProduction of Bioethanol From Rice Straw Using Yeast Extracts Peptone Dextrose2K19/PS/053 SHIVAMNoch keine Bewertungen
- 5.1. Hess's LawDokument16 Seiten5.1. Hess's LawKaihlaNoch keine Bewertungen
- Chemistry in Focus A Molecular View of Our World 6th Edition Tro Solutions Manual 1Dokument12 SeitenChemistry in Focus A Molecular View of Our World 6th Edition Tro Solutions Manual 1alison100% (37)
- Llano Restrepo2011Dokument13 SeitenLlano Restrepo2011Gefersson Ochoa VelandiaNoch keine Bewertungen
- SIMSCI Component Data Input Manual PDFDokument164 SeitenSIMSCI Component Data Input Manual PDFDrakzNoch keine Bewertungen
- CHAPTER 1 - Corrected PDFDokument84 SeitenCHAPTER 1 - Corrected PDFAfiq RamliNoch keine Bewertungen
- Sugar Mills: Profile by LawsDokument2 SeitenSugar Mills: Profile by LawsGoraksh AtreNoch keine Bewertungen
- Calculation of Carbohydrate and Caloric ContentDokument2 SeitenCalculation of Carbohydrate and Caloric ContentAnilNoch keine Bewertungen
- Organic Agriculture Production NC IIDokument19 SeitenOrganic Agriculture Production NC IIRoh MerNoch keine Bewertungen
- Lysergic Acid Diethylamide (LSD) SynthesesDokument7 SeitenLysergic Acid Diethylamide (LSD) SynthesesZsi GaNoch keine Bewertungen
- Extraction of Sunflower Oil Using Ethanol As Solvent PDFDokument8 SeitenExtraction of Sunflower Oil Using Ethanol As Solvent PDFjiiNoch keine Bewertungen
- A Practical Handbook On TheDokument145 SeitenA Practical Handbook On TheGregoire De IzarraNoch keine Bewertungen
- Cambridge International General Certificate of Secondary EducationDokument16 SeitenCambridge International General Certificate of Secondary EducationAdiba AhamedNoch keine Bewertungen
- Orange Peels BiochemistryDokument7 SeitenOrange Peels BiochemistryNo GalaxyNoch keine Bewertungen
- Alcoholometric TableDokument3 SeitenAlcoholometric TableAbid IqbalNoch keine Bewertungen
- BiofuelDokument7 SeitenBiofuelapi-291861195Noch keine Bewertungen
- Powerpoint Pembelajaran Bahasa Inggris SMA Kelas XII 2018Dokument89 SeitenPowerpoint Pembelajaran Bahasa Inggris SMA Kelas XII 2018Johana Wulandari75% (8)
- Avantor Performance Materials India Limited: Certificate of AnalysisDokument2 SeitenAvantor Performance Materials India Limited: Certificate of Analysismini p shendeNoch keine Bewertungen
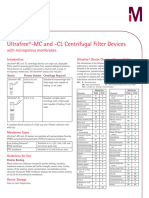
- Millipore Ultrafree-MC Centrifugal Filter Units 0,22 M Pr04184-Rev0618Dokument2 SeitenMillipore Ultrafree-MC Centrifugal Filter Units 0,22 M Pr04184-Rev0618Ana SmolkoNoch keine Bewertungen
- Ethyl AcrylateDokument4 SeitenEthyl AcrylateFirdaus ImamNoch keine Bewertungen
- U.S. Environmental Protection AgencyDokument18 SeitenU.S. Environmental Protection AgencyROSARIO RUIZNoch keine Bewertungen
- Loctite 243Dokument4 SeitenLoctite 243ablemathew173974Noch keine Bewertungen
- Shokrkar2017 PDFDokument7 SeitenShokrkar2017 PDFNissa SissariNoch keine Bewertungen
- Food TestDokument6 SeitenFood Testkemi gittensNoch keine Bewertungen
- Tutorial 3Dokument1 SeiteTutorial 3poddapandiNoch keine Bewertungen
- EIA Manual - Distilleries (MoEF 2010) PDFDokument230 SeitenEIA Manual - Distilleries (MoEF 2010) PDFomung lalchandaniNoch keine Bewertungen
- MVR in DistilleryDokument38 SeitenMVR in DistillerySIVAKUMAR APPAVUNoch keine Bewertungen
- Internship Report On Noon Sugar Mills BhalwalDokument82 SeitenInternship Report On Noon Sugar Mills Bhalwalsyed_ali_37567% (3)
- Henley's 20th Century Home - Workshop FormulasDokument848 SeitenHenley's 20th Century Home - Workshop FormulasEric MalainNoch keine Bewertungen
- XII - Physical Properties Organic ChemistryDokument6 SeitenXII - Physical Properties Organic ChemistryVipin VNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- The Certified Oil and Gas Project ManagerVon EverandThe Certified Oil and Gas Project ManagerBewertung: 4 von 5 Sternen4/5 (2)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Oil: An Overview of the Petroleum IndustryVon EverandOil: An Overview of the Petroleum IndustryBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesVon EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesBewertung: 5 von 5 Sternen5/5 (7)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeVon EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNoch keine Bewertungen
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbVon EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoVon EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNoch keine Bewertungen
- Ship and Mobile Offshore Unit Automation: A Practical GuideVon EverandShip and Mobile Offshore Unit Automation: A Practical GuideNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)