Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Msds F34avturfsiiDokument10 SeitenMsds F34avturfsiiAyat TullahNoch keine Bewertungen
- Tyvek CodeDokument1 SeiteTyvek CodeDaveCindy ShaferNoch keine Bewertungen
- Durability of ConcreteDokument89 SeitenDurability of ConcreteRamu NeupaneNoch keine Bewertungen
- Experilab Breinwave: Bubble BlowersDokument4 SeitenExperilab Breinwave: Bubble BlowersHirenkumarNoch keine Bewertungen
- Procedures For Hvac System Design and InstallationDokument5 SeitenProcedures For Hvac System Design and Installationrawadsultan100% (1)
- Cytech Products Data SheetsDokument71 SeitenCytech Products Data Sheetslinga2014Noch keine Bewertungen
- Durability Studies On Concrete With Fly Ash & GGBS: A.H.L.Swaroop, K.Venkateswararao, Prof P KodandaramaraoDokument5 SeitenDurability Studies On Concrete With Fly Ash & GGBS: A.H.L.Swaroop, K.Venkateswararao, Prof P Kodandaramaraoபுருஷோத்தமன் சரவணன்Noch keine Bewertungen
- Gates Usa Mectrol 2007Dokument68 SeitenGates Usa Mectrol 2007glamuraNoch keine Bewertungen
- Lesson Plan in Advanced Chemistry AlcohoDokument17 SeitenLesson Plan in Advanced Chemistry AlcohoGlaiza Mapute CaringalNoch keine Bewertungen
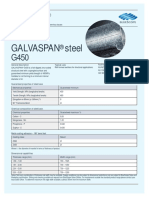
- Galvaspan G450Dokument2 SeitenGalvaspan G450khurshedlakhoNoch keine Bewertungen
- Heat Capacity Lab ReportDokument8 SeitenHeat Capacity Lab ReportLiHong Khaw100% (1)
- Understanding Omega Fatty AcidsDokument5 SeitenUnderstanding Omega Fatty Acidsdrubwang100% (1)
- Isensee Robert W1943Dokument17 SeitenIsensee Robert W1943DŨNG VŨ NGUYỄN TUẤNNoch keine Bewertungen
- 11 Iajps11072017Dokument7 Seiten11 Iajps11072017Baru Chandrasekhar RaoNoch keine Bewertungen
- Tech-Venting HCL TanksDokument2 SeitenTech-Venting HCL TanksDHAVALESH AMNoch keine Bewertungen
- HACCP Manual For Grape Packing Jan-2019Dokument33 SeitenHACCP Manual For Grape Packing Jan-2019Juan Antonio Sono Fernandez0% (1)
- Cloxacillin, Sodium: How Should I Take Cloxacillin?Dokument7 SeitenCloxacillin, Sodium: How Should I Take Cloxacillin?Stacy MC PelitoNoch keine Bewertungen
- Grade 11: General Biology IDokument38 SeitenGrade 11: General Biology ITEOFILO GATDULANoch keine Bewertungen
- A Review On Natural Coagulants in Wastewater TreatmentDokument13 SeitenA Review On Natural Coagulants in Wastewater Treatmentahsanur shuvoNoch keine Bewertungen
- ID Rentokil Blatannex 2 15 Gel en SDS 01Dokument10 SeitenID Rentokil Blatannex 2 15 Gel en SDS 01Abdurrosyid officialNoch keine Bewertungen
- FT Schedule RM Phase 1Dokument1 SeiteFT Schedule RM Phase 1Virat ValiNoch keine Bewertungen
- Embuild BrochureDokument38 SeitenEmbuild BrochureKawish TamourNoch keine Bewertungen
- Dissolution GelatinDokument14 SeitenDissolution Gelatinايناس ماجدNoch keine Bewertungen
- Effect of Flake Ice On Concrete CoolingDokument1 SeiteEffect of Flake Ice On Concrete CoolingGianni TogniNoch keine Bewertungen
- ASTM Method D5134-92Dokument1 SeiteASTM Method D5134-92Sylab InstrumentsNoch keine Bewertungen
- LP Hydrocarbons Theresa Mae LlosaDokument3 SeitenLP Hydrocarbons Theresa Mae LlosaMae ThereseNoch keine Bewertungen
- 7 Linkage MappingDokument86 Seiten7 Linkage MappingEmi JiHyeon KimNoch keine Bewertungen
- Brochures WSM2-Y PDFDokument16 SeitenBrochures WSM2-Y PDFkunkzNoch keine Bewertungen
- Chemistry March 2008 EngDokument7 SeitenChemistry March 2008 EngPrasad C M0% (2)
- Co 2Dokument6 SeitenCo 2Sitti Nur QomariahNoch keine Bewertungen