Das könnte Ihnen auch gefallen
- Anti GravitationDokument12 SeitenAnti GravitationMartin WolframNoch keine Bewertungen
- Mig Mag LehrbriefDokument44 SeitenMig Mag LehrbriefJimmie WalkerNoch keine Bewertungen
- DVS 0925Dokument8 SeitenDVS 0925Amant DiscretNoch keine Bewertungen
- SchweißverbindungenDokument29 SeitenSchweißverbindungenHagen_of_TronjeNoch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- ALUDokument56 SeitenALUGustav NattererNoch keine Bewertungen
- Aluminium WIG-Schweißen PDFDokument20 SeitenAluminium WIG-Schweißen PDFHagen_of_Tronje100% (1)
- Hardox SchweienDokument16 SeitenHardox Schweienlth770310Noch keine Bewertungen
- SchweissenVerbindet PDFDokument40 SeitenSchweissenVerbindet PDFmist6125Noch keine Bewertungen
- Wig Schweißen PDFDokument2 SeitenWig Schweißen PDFChris GNoch keine Bewertungen
- Karosserie Und Fahrwerk ZusammenfassungDokument41 SeitenKarosserie Und Fahrwerk ZusammenfassungAtef NazNoch keine Bewertungen
- Alu Wig SchweissenDokument50 SeitenAlu Wig SchweissenfagslungNoch keine Bewertungen
- Hydro-Pneumatic Accumulators 1 1Dokument88 SeitenHydro-Pneumatic Accumulators 1 1api-3854910100% (1)
- Bohler ChartDokument16 SeitenBohler ChartchrisNoch keine Bewertungen
- DIN 267-9 покриттяDokument7 SeitenDIN 267-9 покриттяЮрійNoch keine Bewertungen
- Poster Gase Final LowDokument1 SeitePoster Gase Final LowtomasinkaNoch keine Bewertungen
- 1 4571Dokument4 Seiten1 4571wilian_coelho3309Noch keine Bewertungen
- Handbuch PlasmaschneidenDokument66 SeitenHandbuch PlasmaschneidenLisa EvansNoch keine Bewertungen
- Hinweise Zum Schweissen Von TitanDokument5 SeitenHinweise Zum Schweissen Von TitansusanwebNoch keine Bewertungen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen
- Aluminium WIG Schweißen PDFDokument20 SeitenAluminium WIG Schweißen PDFMilan RadosavljevicNoch keine Bewertungen
- M 06 0145 DE Plasmawelding Aw18 LowDokument4 SeitenM 06 0145 DE Plasmawelding Aw18 LowMohamed abd elraoufNoch keine Bewertungen
- PiPlasmaDokument4 SeitenPiPlasmaMRC WeldingNoch keine Bewertungen
- MerkblattWolfram ElektrodenDokument4 SeitenMerkblattWolfram ElektrodenSasa ZivkovicNoch keine Bewertungen
- Manual 10020131Dokument43 SeitenManual 10020131Hans-Erik JensenNoch keine Bewertungen
- Klausur WiSe10 11Dokument28 SeitenKlausur WiSe10 11NikolasFlemotomosNoch keine Bewertungen
- 235 Metallische WerkstoffeDokument12 Seiten235 Metallische WerkstoffeAntonio MerkourisNoch keine Bewertungen
- DIRECT METAL MASTERING Technology PDFDokument10 SeitenDIRECT METAL MASTERING Technology PDFTatjana GimpelNoch keine Bewertungen
- Aluminium SchweißenDokument11 SeitenAluminium SchweißenABNoch keine Bewertungen
- Esab SchweissfehlerDokument1 SeiteEsab SchweissfehlerarturomaravillaNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- 1 4550Dokument4 Seiten1 4550Faruk PojskicNoch keine Bewertungen
- 1.4539 de PDFDokument2 Seiten1.4539 de PDFNils KönigNoch keine Bewertungen
- Thyssen Datenblatt 1.4828Dokument4 SeitenThyssen Datenblatt 1.4828horstiillingNoch keine Bewertungen
- A120DEDokument12 SeitenA120DEsobheysaidNoch keine Bewertungen
- Pressklemmen - OvalDokument7 SeitenPressklemmen - OvalPVFS PVFSNoch keine Bewertungen
- Technisches Datenblatt HartchromDokument2 SeitenTechnisches Datenblatt HartchromfasdgNoch keine Bewertungen
- WSG LötenDokument1 SeiteWSG LötenABNoch keine Bewertungen
- Hochfester Martensitaushärtbarer Stahl - W 1.6354Dokument12 SeitenHochfester Martensitaushärtbarer Stahl - W 1.6354Hagen_of_TronjeNoch keine Bewertungen
- Euro BlechDokument64 SeitenEuro BlechStefanNoch keine Bewertungen
- Burners: BrennerDokument80 SeitenBurners: BrennerDan George IonescuNoch keine Bewertungen
- Tarea KC1.1Dokument31 SeitenTarea KC1.1Maria MontesNoch keine Bewertungen
- Automated Design of Hairpin Windings AllemangDokument9 SeitenAutomated Design of Hairpin Windings AllemangAndre NasrNoch keine Bewertungen
- SCH Weiss FibelDokument17 SeitenSCH Weiss Fibelflieger horstNoch keine Bewertungen
- P Phoenix303-521 ColdarcDokument2 SeitenP Phoenix303-521 Coldarcsepe00Noch keine Bewertungen
- SeilrollenDokument15 SeitenSeilrollenEcham HamidNoch keine Bewertungen
- BDA ESS Ecomag 304-404Dokument59 SeitenBDA ESS Ecomag 304-404Hannes GabNoch keine Bewertungen
- Robusal R 800Dokument2 SeitenRobusal R 800Bruno AgueroNoch keine Bewertungen
- 1 4580Dokument4 Seiten1 4580horstiillingNoch keine Bewertungen
- 2015 07 Formieren Im Rohrleitungs Und BehaelterbauDokument3 Seiten2015 07 Formieren Im Rohrleitungs Und BehaelterbauGabor VatoNoch keine Bewertungen
- Datasheet Sigraflex MF - de 2010Dokument6 SeitenDatasheet Sigraflex MF - de 2010m bNoch keine Bewertungen
- 4 Modul Schaltschrank Praxis Engineering - Kurzschluss Im GriffDokument48 Seiten4 Modul Schaltschrank Praxis Engineering - Kurzschluss Im GriffSergio NavarroNoch keine Bewertungen
- KruppDokument132 SeitenKruppIlya Ilyich OblomovNoch keine Bewertungen
- Westring Dichtungstechnik Konstruktionshinweise DDokument5 SeitenWestring Dichtungstechnik Konstruktionshinweise Dmewasop516Noch keine Bewertungen
- Castolin ElektrodeDokument62 SeitenCastolin ElektrodeIvan DulicNoch keine Bewertungen
- Catalog Iskra VarjenjeDokument28 SeitenCatalog Iskra VarjenjeSculegeroNoch keine Bewertungen
- 03.13.4-1 ProjektskizzeDokument8 Seiten03.13.4-1 ProjektskizzeSengupta VivekNoch keine Bewertungen
- Wig Tig Curso Completo AlemanDokument64 SeitenWig Tig Curso Completo AlemanLuis RceNoch keine Bewertungen
- CermetDokument36 SeitenCermetJohn RamboNoch keine Bewertungen
- Stahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenVon EverandStahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenNoch keine Bewertungen
- Planung von Elektroanlagen: Theorie, Vorschriften, PraxisVon EverandPlanung von Elektroanlagen: Theorie, Vorschriften, PraxisNoch keine Bewertungen
- Zusammenfassung Konstruktiver LeichtbauDokument36 SeitenZusammenfassung Konstruktiver LeichtbaujamilNoch keine Bewertungen
- DR S Hogewoning Dependence of Hard Burn Potential On Limestone Properties-EnglischDokument17 SeitenDR S Hogewoning Dependence of Hard Burn Potential On Limestone Properties-EnglischHuyentrang NguyenNoch keine Bewertungen
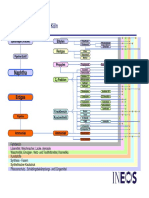
- Flow Ineos KolnDokument1 SeiteFlow Ineos KolntotpityiNoch keine Bewertungen
- Din Standards 08 2016Dokument42 SeitenDin Standards 08 2016ناريمان ابو السعودNoch keine Bewertungen