Das könnte Ihnen auch gefallen
- Forging Design ConsiderationsDokument81 SeitenForging Design ConsiderationssuneethaNoch keine Bewertungen
- Sheet Metal Form Vinay 1226927986919169 9Dokument83 SeitenSheet Metal Form Vinay 1226927986919169 9Nhan LeNoch keine Bewertungen
- Design Considerations With Powder MetallurgyDokument15 SeitenDesign Considerations With Powder MetallurgyTagaytayan MaritesNoch keine Bewertungen
- It Is ConsiderationDokument17 SeitenIt Is ConsiderationTulasabai JaiswalNoch keine Bewertungen
- Lecture 05 Product Design Steps and Product AnalysisDokument19 SeitenLecture 05 Product Design Steps and Product AnalysisVimal GuptaNoch keine Bewertungen
- Module 5 Powder Metallurgy & Injection MouldingDokument72 SeitenModule 5 Powder Metallurgy & Injection MouldingMaheshNoch keine Bewertungen
- Single Point Cutting ToolDokument16 SeitenSingle Point Cutting ToolSoumik DasNoch keine Bewertungen
- 1 DesignDokument54 Seiten1 DesignDr. Aung Ko LattNoch keine Bewertungen
- Nptel Metal Cutting and Tool DesignDokument323 SeitenNptel Metal Cutting and Tool DesignDebarpanNagNoch keine Bewertungen
- Rapid Prototyping TechniqueDokument35 SeitenRapid Prototyping TechniquekajavarunNoch keine Bewertungen
- ComparatorsDokument23 SeitenComparatorsShashwat RaiNoch keine Bewertungen
- Week 14 (Rapid Prototyping)Dokument50 SeitenWeek 14 (Rapid Prototyping)Umair MalikNoch keine Bewertungen
- Design, Development and Fabrication of Lawn Mover With Auto Collecting LawnDokument39 SeitenDesign, Development and Fabrication of Lawn Mover With Auto Collecting LawnAmir Khan KaimganjNoch keine Bewertungen
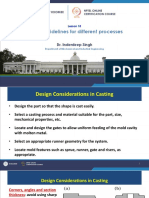
- Design Guidelines For Different ProcessesDokument16 SeitenDesign Guidelines For Different ProcessesKarandeep SinghNoch keine Bewertungen
- Design For ManufacturabilityDokument27 SeitenDesign For Manufacturabilityhsaini19762387Noch keine Bewertungen
- Forging Die Design Calculations PDF FreeDokument3 SeitenForging Die Design Calculations PDF FreeRamanNoch keine Bewertungen
- Machine Tool Design Lab ManualDokument40 SeitenMachine Tool Design Lab ManualRohitGupta100% (2)
- 2018PPE8005 - Design of V Belt (Part 2)Dokument15 Seiten2018PPE8005 - Design of V Belt (Part 2)Kartik AggarwalNoch keine Bewertungen
- Rapid Prototyping ProcessesDokument15 SeitenRapid Prototyping ProcessesRishabh MendirattaNoch keine Bewertungen
- Ch-6 Reaming, Boring, BroachingDokument58 SeitenCh-6 Reaming, Boring, BroachingVikas PotluriNoch keine Bewertungen
- Design For Manufacturing - SyllabusDokument1 SeiteDesign For Manufacturing - SyllabuskanivelNoch keine Bewertungen
- Design For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramDokument67 SeitenDesign For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramKeerthi SagarNoch keine Bewertungen
- NC CNC Machine ToolDokument50 SeitenNC CNC Machine ToolShoaib MultaniNoch keine Bewertungen
- Preferred SeriesDokument3 SeitenPreferred SeriesVaibhav PawarNoch keine Bewertungen
- Limit, Fit, ToleranceDokument15 SeitenLimit, Fit, ToleranceTejwinderSinghNoch keine Bewertungen
- Datum Features: Functional Datum Manufacturing Datum Changing The DatumDokument29 SeitenDatum Features: Functional Datum Manufacturing Datum Changing The DatumOrville SutariNoch keine Bewertungen
- Mechanical Limit, Tolerance & FitsDokument104 SeitenMechanical Limit, Tolerance & FitssrinivasNoch keine Bewertungen
- Lec 9 Design of Flat Belt DrivesDokument9 SeitenLec 9 Design of Flat Belt DrivesMostafa MahranNoch keine Bewertungen
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDokument21 SeitenJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuNoch keine Bewertungen
- Machining Science 2 Solution Copy 2Dokument6 SeitenMachining Science 2 Solution Copy 2DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDokument618 SeitenManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarNoch keine Bewertungen
- ASSIGNMENT (Sliding Contact Bearing) PDFDokument3 SeitenASSIGNMENT (Sliding Contact Bearing) PDFRakesh Kumar Shukla KEC0% (1)
- TolerancesDokument37 SeitenTolerancescprabhakaranNoch keine Bewertungen
- Dimensional Quality Engineering PowerpointDokument15 SeitenDimensional Quality Engineering PowerpointSalman JavedNoch keine Bewertungen
- Piercing DieDokument5 SeitenPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Manufacturing Systems: Concurrent EngineeringDokument42 SeitenManufacturing Systems: Concurrent EngineeringrudipramanaNoch keine Bewertungen
- BELT Lecture 01Dokument56 SeitenBELT Lecture 01mahaveer dasNoch keine Bewertungen
- Machining ProcessDokument51 SeitenMachining ProcessSudeepNoch keine Bewertungen
- Design The Suitable Jigs and Fixtures For The Following Components and Also Prepare The Detailed Report With Part DrawingsDokument2 SeitenDesign The Suitable Jigs and Fixtures For The Following Components and Also Prepare The Detailed Report With Part DrawingsTamirat Nemomsa100% (1)
- Design For ManufacturabilityDokument27 SeitenDesign For Manufacturabilitynitouch3564Noch keine Bewertungen
- Module 5 Design of Components With Forging ConsiderationDokument34 SeitenModule 5 Design of Components With Forging ConsiderationMaheshNoch keine Bewertungen
- Broaching MachineDokument13 SeitenBroaching MachineAchintya SrivastavaNoch keine Bewertungen
- Lecture 19 Rapid Prototyping Concept, Advantages PDFDokument15 SeitenLecture 19 Rapid Prototyping Concept, Advantages PDFRishabh MendirattaNoch keine Bewertungen
- Aim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingDokument4 SeitenAim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingSubodh ShrivNoch keine Bewertungen
- Machine Tool Vibration and DampersDokument42 SeitenMachine Tool Vibration and DampersLuis NunesNoch keine Bewertungen
- Rapid Prototyping 212me2301Dokument20 SeitenRapid Prototyping 212me2301Abhishek SinghNoch keine Bewertungen
- Design Methodology 431: Department of Mechanical Engineering Curtin University of Technology Western AustraliaDokument67 SeitenDesign Methodology 431: Department of Mechanical Engineering Curtin University of Technology Western AustraliaZachary OliverNoch keine Bewertungen
- Machine Tools and Machining1Dokument62 SeitenMachine Tools and Machining1Faisal MaqsoodNoch keine Bewertungen
- RPT - 20 - 08 - LomDokument27 SeitenRPT - 20 - 08 - LomfamilyumaNoch keine Bewertungen
- Abstract Book Acex2010Dokument225 SeitenAbstract Book Acex2010Schmetterling TraurigNoch keine Bewertungen
- Stereo Lithography PresentationDokument28 SeitenStereo Lithography PresentationJayanth RajNoch keine Bewertungen
- Flexible FixturingDokument24 SeitenFlexible FixturingAbhishek KaushikNoch keine Bewertungen
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDokument16 SeitenLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNoch keine Bewertungen
- Cadcam Module 2Dokument433 SeitenCadcam Module 2Ahsan IftikharNoch keine Bewertungen
- 15me835 PLCM Module 2Dokument17 Seiten15me835 PLCM Module 2prashanth prabhuNoch keine Bewertungen
- QFD FundamentalsDokument40 SeitenQFD FundamentalsAvijesh JhaNoch keine Bewertungen
- New Product Development and Life-Cycle StrategiesDokument24 SeitenNew Product Development and Life-Cycle StrategiesTarun UpadhyayNoch keine Bewertungen
- FiIllers and Additives of Plastics PDFDokument53 SeitenFiIllers and Additives of Plastics PDFAnishMendisNoch keine Bewertungen
- FiIllers and Additives of Plastics PDFDokument53 SeitenFiIllers and Additives of Plastics PDFAnishMendisNoch keine Bewertungen
- Strip LayoutDokument29 SeitenStrip LayoutAnishMendis100% (3)
- GeometrDokument12 SeitenGeometrAnishMendisNoch keine Bewertungen
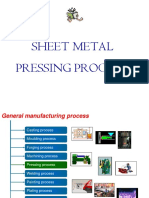
- Pressing Processes Sheet MetalDokument64 SeitenPressing Processes Sheet MetalAnishMendisNoch keine Bewertungen
- Resistance Seam WeldingDokument16 SeitenResistance Seam Weldingkkpkk100% (1)
- PIP-10346044 2022/ 08/18 21:01: 15-05: 00 M0068868 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enDokument13 SeitenPIP-10346044 2022/ 08/18 21:01: 15-05: 00 M0068868 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enjuan ricardo bolivar pilcoNoch keine Bewertungen
- Cutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicDokument6 SeitenCutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicAnnada Prasad MoharanaNoch keine Bewertungen
- Rotary Shouldered Connection GagesDokument18 SeitenRotary Shouldered Connection GagesLewis Tan LimNoch keine Bewertungen
- Design and Analysis of Riser For Sand CastingDokument16 SeitenDesign and Analysis of Riser For Sand Castingrpadhra8803Noch keine Bewertungen
- Precision Engineering Directory Singapore 2009 PDFDokument60 SeitenPrecision Engineering Directory Singapore 2009 PDFAlvin BernardoNoch keine Bewertungen
- Gear Cutting OperationsDokument23 SeitenGear Cutting OperationsHossam Ali0% (1)
- Axera D07Dokument79 SeitenAxera D07Percy Chero100% (2)
- BOHLER WerkzeugstahlDokument20 SeitenBOHLER WerkzeugstahlByron Paul Yanez BonbomNoch keine Bewertungen
- SolidCAM Getting StartedDokument48 SeitenSolidCAM Getting StartedVitaly KhNoch keine Bewertungen
- Especificaciones Zapatas D3GDokument4 SeitenEspecificaciones Zapatas D3GJose YatoNoch keine Bewertungen
- Glass On Metal Online - Past Articles - Hydraulic Die FormingDokument13 SeitenGlass On Metal Online - Past Articles - Hydraulic Die FormingSotiris AslanopoulosNoch keine Bewertungen
- Din 931 PDFDokument2 SeitenDin 931 PDFsorinenngNoch keine Bewertungen
- Cutting SpeedDokument5 SeitenCutting SpeedsandigricNoch keine Bewertungen
- Milling Machine ReportDokument7 SeitenMilling Machine ReportAlex HdezNoch keine Bewertungen
- Design of Screw JackDokument39 SeitenDesign of Screw Jackshreedharkolekar0% (1)
- Aisi 9254 - Spring SteelDokument2 SeitenAisi 9254 - Spring SteelSergio100% (1)
- Tugas Sistem Perancangan Mesin (Autosaved)Dokument2 SeitenTugas Sistem Perancangan Mesin (Autosaved)liza mulyadianaNoch keine Bewertungen
- One Pair of Earrings: Cloisonné, Champlevé, and Basse-Taille inDokument7 SeitenOne Pair of Earrings: Cloisonné, Champlevé, and Basse-Taille inBea Sanchez CerveraNoch keine Bewertungen
- Tools Equipment OrientationDokument20 SeitenTools Equipment OrientationAdel SukerNoch keine Bewertungen
- Planos para Mesa y Bancas de Jardín o TerrazaDokument57 SeitenPlanos para Mesa y Bancas de Jardín o Terrazakevineli50% (2)
- Welder Qualifications and The ASME CodeDokument2 SeitenWelder Qualifications and The ASME CodeWaqas WaqasNoch keine Bewertungen
- 6 Metal FormingDokument302 Seiten6 Metal FormingBarun BeheraNoch keine Bewertungen
- List Asme b107Dokument2 SeitenList Asme b107Hung Cheng100% (2)
- TM18 - Machining Operations and Machine Tools PDFDokument81 SeitenTM18 - Machining Operations and Machine Tools PDFAlessio NotariNoch keine Bewertungen
- Jigs and FixturesDokument11 SeitenJigs and FixturesDerrick Maatla MoadiNoch keine Bewertungen
- QW-482 201.1Dokument2 SeitenQW-482 201.1Barwin CruzNoch keine Bewertungen
- 8x8 Pergola PlansDokument14 Seiten8x8 Pergola Plansgerardo mendezNoch keine Bewertungen
- NPT ThreadsDokument6 SeitenNPT ThreadsmakanbhupindersinghNoch keine Bewertungen