Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SAMPLE MCQuestions ByTopicsDokument45 SeitenSAMPLE MCQuestions ByTopicsVeeru ManikantaNoch keine Bewertungen
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDokument25 SeitenPassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- E7d61 139.new Directions in Race Ethnicity and CrimeDokument208 SeitenE7d61 139.new Directions in Race Ethnicity and CrimeFlia Rincon Garcia SoyGabyNoch keine Bewertungen
- Resin Bleed Prevention by Plasma EtchingDokument8 SeitenResin Bleed Prevention by Plasma EtchingGilbert BonillaNoch keine Bewertungen
- Plasma Cleaning Treatment For Flourine, Oxides and ContaminationDokument4 SeitenPlasma Cleaning Treatment For Flourine, Oxides and ContaminationGilbert Bonilla100% (1)
- Fluorine Factor in Wirebonding ProcessDokument3 SeitenFluorine Factor in Wirebonding ProcessGilbert Bonilla100% (1)
- Effect of Plasma To Improve AdhesionDokument7 SeitenEffect of Plasma To Improve AdhesionGilbert BonillaNoch keine Bewertungen
- Effect of Plasma Prior WirebondingDokument5 SeitenEffect of Plasma Prior WirebondingGilbert BonillaNoch keine Bewertungen
- Bonding Strength of Plastic Packages On Cu and Au Plated LeadframesDokument8 SeitenBonding Strength of Plastic Packages On Cu and Au Plated LeadframesGilbert BonillaNoch keine Bewertungen
- Ficha Tecnica Bomba Inyeccion MiniFlex EDokument1 SeiteFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- BDokument28 SeitenBLubaNoch keine Bewertungen
- Inverter 2 chiềuDokument2 SeitenInverter 2 chiềuKhánh Nguyễn MinhNoch keine Bewertungen
- 1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenessDokument8 Seiten1973 Further Discussion of Fiedler's Contingency Model of Leadership EffectivenesslengocthangNoch keine Bewertungen
- Engineering Management: Class RequirementsDokument30 SeitenEngineering Management: Class RequirementsMigaeaNoch keine Bewertungen
- Rankine-Froude Model: Blade Element Momentum Theory Is A Theory That Combines BothDokument111 SeitenRankine-Froude Model: Blade Element Momentum Theory Is A Theory That Combines BothphysicsNoch keine Bewertungen
- Table of Reinforcement Anchorage Length & Lap Length - Eurocode 2Dokument7 SeitenTable of Reinforcement Anchorage Length & Lap Length - Eurocode 2NgJackyNoch keine Bewertungen
- Internal Resistance To Corrosion in SHS - To Go On WebsiteDokument48 SeitenInternal Resistance To Corrosion in SHS - To Go On WebsitetheodorebayuNoch keine Bewertungen
- Calculating Free Energies Using Adaptive Biasing Force MethodDokument14 SeitenCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarNoch keine Bewertungen
- KK AggarwalDokument412 SeitenKK AggarwalEnrico Miguel AquinoNoch keine Bewertungen
- Thesis TipsDokument57 SeitenThesis TipsJohn Roldan BuhayNoch keine Bewertungen
- Wine TourismDokument9 SeitenWine Tourismyarashovanilufar1999Noch keine Bewertungen
- CHAPTER 2 Part2 csc159Dokument26 SeitenCHAPTER 2 Part2 csc159Wan Syazwan ImanNoch keine Bewertungen
- 5620 SAM Rel 14 License Point Configuration ToolDokument416 Seiten5620 SAM Rel 14 License Point Configuration Toolluis100% (1)
- Digital Systems Project: IITB CPUDokument7 SeitenDigital Systems Project: IITB CPUAnoushka DeyNoch keine Bewertungen
- Banking Ombudsman 58Dokument4 SeitenBanking Ombudsman 58Sahil GauravNoch keine Bewertungen
- Saflex-Dg - 41 Data SheetDokument5 SeitenSaflex-Dg - 41 Data SheetrasheedgotzNoch keine Bewertungen
- Designed For Severe ServiceDokument28 SeitenDesigned For Severe ServiceAnthonyNoch keine Bewertungen
- D E S C R I P T I O N: Acknowledgement Receipt For EquipmentDokument2 SeitenD E S C R I P T I O N: Acknowledgement Receipt For EquipmentTindusNiobetoNoch keine Bewertungen
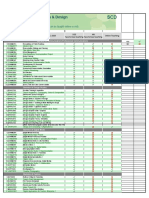
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Dokument2 SeitenSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNoch keine Bewertungen
- Fundasurv 215 Plate 1mDokument3 SeitenFundasurv 215 Plate 1mKeith AtencioNoch keine Bewertungen
- My BaboogDokument1 SeiteMy BaboogMaral Habeshian VieiraNoch keine Bewertungen
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesDokument12 SeitenProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverNoch keine Bewertungen
- Halloween EssayDokument2 SeitenHalloween EssayJonathan LamNoch keine Bewertungen
- Aristotle - OCR - AS Revision NotesDokument3 SeitenAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Transfert de Chaleur AngDokument10 SeitenTransfert de Chaleur Angsouhir gritliNoch keine Bewertungen
- Exploring-Engineering-And-Technology-Grade-6 1Dokument5 SeitenExploring-Engineering-And-Technology-Grade-6 1api-349870595Noch keine Bewertungen