Das könnte Ihnen auch gefallen
- Acciones AgrariasDokument11 SeitenAcciones AgrariasGustavo RodriguezNoch keine Bewertungen
- Péndulo MetrónomoDokument2 SeitenPéndulo MetrónomoGustavo RodriguezNoch keine Bewertungen
- Unidad 2Dokument7 SeitenUnidad 2Gustavo RodriguezNoch keine Bewertungen
- Energia de FermiDokument2 SeitenEnergia de FermiGustavo RodriguezNoch keine Bewertungen
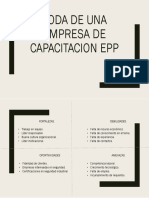
- Analisis Foda EjemploDokument2 SeitenAnalisis Foda EjemploGustavo RodriguezNoch keine Bewertungen
- Marco TeóricoDokument6 SeitenMarco TeóricoGustavo RodriguezNoch keine Bewertungen
- 03 PE Matemáticas para Ingeniería I 2018Dokument17 Seiten03 PE Matemáticas para Ingeniería I 2018Gustavo Rodriguez0% (1)
- Superconductor y SemiconductorDokument2 SeitenSuperconductor y SemiconductorGustavo RodriguezNoch keine Bewertungen
- File PDFDokument1 SeiteFile PDFGustavo RodriguezNoch keine Bewertungen
- 4° Informe Previo-Procesos de ManufacturaDokument8 Seiten4° Informe Previo-Procesos de ManufacturaJORGE LUIS OCAMPO GUEVARANoch keine Bewertungen
- Procesos de FabricacionDokument4 SeitenProcesos de FabricacionJuan Jose Jaraba SarabiaNoch keine Bewertungen
- Precios y Cantidades de Recursos Requeridos: Precio S/. Parcial SDokument3 SeitenPrecios y Cantidades de Recursos Requeridos: Precio S/. Parcial SSupervisión Hospital SullanaNoch keine Bewertungen
- Introduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Dokument35 SeitenIntroduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Arnold Ochochoque Arcos100% (1)
- HT Imprimante VencedorDokument2 SeitenHT Imprimante Vencedorluisbarrios104Noch keine Bewertungen
- Taller de Estequiometria Hecho Hasta AhoritaDokument2 SeitenTaller de Estequiometria Hecho Hasta AhoritaDennis RodriguezNoch keine Bewertungen
- Procesamiento Spintek 2022 - Rev0Dokument17 SeitenProcesamiento Spintek 2022 - Rev0Ignacio GonzálezNoch keine Bewertungen
- Historia de Los Procesos de FabricaciónDokument7 SeitenHistoria de Los Procesos de FabricaciónGerber Marin0% (1)
- Exposicion Carburizacion Vfinal 2.0Dokument15 SeitenExposicion Carburizacion Vfinal 2.0Andres PerozoNoch keine Bewertungen
- Conservación de La MasaDokument15 SeitenConservación de La MasaOscar Reyes SuazoNoch keine Bewertungen
- Aula Virtual 3Dokument7 SeitenAula Virtual 3Ivan TrilloNoch keine Bewertungen
- 001 Ieca Une Normativa CementoDokument58 Seiten001 Ieca Une Normativa CementoeargmdroNoch keine Bewertungen
- Metodo Walker - ConcretoDokument12 SeitenMetodo Walker - ConcretoHeidy Ramos CaceresNoch keine Bewertungen
- Calendario Adquisicin de MaterialesDokument2 SeitenCalendario Adquisicin de MaterialesWal Apaico HuarcayaNoch keine Bewertungen
- Examen IIIDokument22 SeitenExamen IIILUIS ANTONIO PACHECO GONZALEZNoch keine Bewertungen
- Qca Gral TP 10 - OxidorreducciónDokument2 SeitenQca Gral TP 10 - OxidorreducciónGuadalupe QuirogaNoch keine Bewertungen
- U 336238Dokument164 SeitenU 336238elkin mezaNoch keine Bewertungen
- FlexografiaDokument1 SeiteFlexografiaroateneaNoch keine Bewertungen
- Ambra AgrifluDokument1 SeiteAmbra AgrifluRicardo NavarroNoch keine Bewertungen
- Ficha Proveedor Guante Ansell Crusader Flex 42 474 44090Dokument2 SeitenFicha Proveedor Guante Ansell Crusader Flex 42 474 44090Alex Pacheco AngaritaNoch keine Bewertungen
- Allen C-FDokument1 SeiteAllen C-FLioNoch keine Bewertungen
- Tipos de RoscasDokument21 SeitenTipos de RoscasOjeda Garcia AlbertoNoch keine Bewertungen
- EngraneDokument8 SeitenEngraneMat angelNoch keine Bewertungen
- Diseño A La Tracción 29 PDFDokument83 SeitenDiseño A La Tracción 29 PDFDavid Elias Gulppi MoncadaNoch keine Bewertungen
- U7 Proced de Trab en Frio de La Chapa Clase 2018Dokument57 SeitenU7 Proced de Trab en Frio de La Chapa Clase 2018Tomi BerardoNoch keine Bewertungen
- BOLEODokument5 SeitenBOLEOBrenda VelasquezNoch keine Bewertungen
- Procedimiento de Pintura para ResaneDokument5 SeitenProcedimiento de Pintura para ResaneNilton LuisNoch keine Bewertungen
- Pretensión SalarialDokument7 SeitenPretensión SalarialRossembert Laime MartinezNoch keine Bewertungen
- Perfil de ProyectoDokument7 SeitenPerfil de ProyectoGuadalupe Callisaya100% (1)
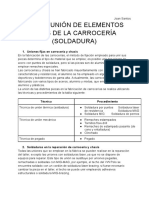
- Tema 7Dokument6 SeitenTema 7Joan SantosNoch keine Bewertungen