Beruflich Dokumente
Kultur Dokumente
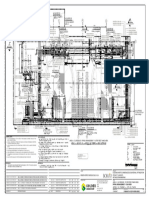
Case-Upper: Weld Weld
Hochgeladen von
Isaías AguilarOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
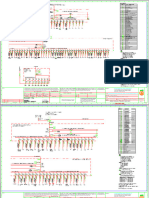
Case-Upper: Weld Weld
Hochgeladen von
Isaías AguilarCopyright:
Verfügbare Formate
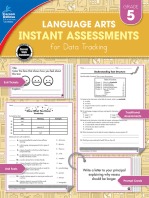
9D 4D 8D 14D 8D 6D 8D 14D 7D 7D 5D 12D 12D 4D 14D 12D 13D A 10D 6D 6D 1D 3D 3D 2D 11P
B C
40285023
48.87 1D THREADED HOLE LOCATION ASSEMBLY CLEARANCE
14 2D THREADED HOLE LOCATIONS ASSEMBLY CLEARANCE
11.75
14 3D CHAMFER DIMENSION ASSEMBLY CLEARANCE
C OF GEARCASE
11
4D INNER/OUTER PLATE RADIUS MAINTAIN SEAL CRUSH
21.17 2 N 5D CENTERLINE DISTANCE MAINTAIN SEAL CRUSH
6D SPLITLINE FASTENER LOCATIONS AVOID SHEAR LOADING
14 13 3
1 1 7D RING SURFACE DIAMETER MACHINED PINION SEAL FIT/PERFORMANCE
23.67 10.61
8D RING WALL THICKNESS MACHINED PINION SEAL FIT/PERFORMANCE
TYP
ITS.5,6 &7 TYP IT.10 TO IT.3 9D GEAR CLEARANCE PLATE CLEARANCE
TYP IT.9 TO IT.1 .12 4 5 8 7 6
NOTE 3 .12
10D TOP SURFACE PROFILE FINAL ASSEMBLY FIT/FUNCTION
1
GEAR CASE 11P NOTE 3 AVOID SOFT JOINTS
8.00 8.00
12D FLANGE DISTANCE SEAL CLEARANCE
6 13D WELD GRIND SEAL CLEARANCE
TYP IT.2 13 4.00 4.00 14D PINION RING RADIUS AVOID SHARP CORNERS
TO ITS.1 & 3 .12 2
NOTE 4 .12 10 15D BOLT HOLE WALL THICKNESS AVOID FLANGE CRACKING
EXCEPT AS NOTED .75
9
11 3
ITEM 2 TO BE CLEAR .030 A B C .75
OF THIS RADIUS .75
.75 THRU 21.58 8.50 8.50 10.29
3 .030 A B C
B .010 A B C .12 1.0-4.0
IT.9 TO IT.1
.12 1.0-4.0 C OPTIONAL MANUFACTURING
.75 THRU 9
FOR ITS.6,7,8 & ITS.4 & 5
AS ONE PIECE FLANGES
CROSSHATCHED AREA FOR
PROFILE CONTROL
17.00 6
R 16.75 8 12.53
TYP 14
9D .25
ITS.5,6 &7 2
NOTE 2 & 3 TYP ITS. 1, 2 & 3 13
R 9.490 R 8.984
8.89
IT.4 TO IT.1
VIEW K 7D 7D
R 9.265 M NOTE 4 .25
4 11 (.25)
9
1
7D 11
R 7.94 .02 4D
8.89 IT.10 TO
R 10.00 IT.3 4
8
R 7.18 J
2.40 3 K 2.00
1.50 OPTIONAL WELD
2X 1.12 IT.2 TO IT.1 2.60
R 7.18 .02 INSIDE SURFACE
.01
12 SURFACES R 10.00
4D 4 E M 14D
4X R .12 J 8.25
GRIND WELDS ON
G B 2X R .12 TYP ITS.1 & 3 A 10D .75 MIN TYP
N ITS.10 & 14
IT.9 TO IT.11 IF NECESSARY 8
(.25) ITS. 4 THRU 8 5
14D
ALL TOP SURFACES 2 3
5 1
7 8
4 NOTE 4
11.195 18.31 .01 .12 TYP ITS.4 & 8
TO ITS.1 & 3
5D .12 CROSSHATCHED AREA FOR 6
NOTE 4
PROFILE CONTROL
SECTION A-A 15
11
7
43.538
2 .12 1.0-4.0
39.315 IT.15 TO IT.1
.12 1.0-4.0 11
5
1
48.87
ITS.4 & 8 NOTE 4 1.75
.12 12D 4
TO IT.2 .12
NOTE 3 .12 NOTE 4 IT.15 TO IT.2
.12 NOTE 3 & 4 .25
8.15 MIN
14 2.62 .56 20.913 MACHINE IF 9.25
2
.93 NECESSARY 12D
3
.313 1.50 21.12
10.18 10.16 4 11
6 14X 3/8-16 UNC-2B THRU 3D
M-M 3/8-16 UNC-2B 1.25 +.06
D 1 SECTION .500 A .028 A B C
6D .50
-.00
.028 A B C
11
13
1 SECTION L-L
IT.10 TO .12 1.0-4.0
+.06 IT.3 .12 1.0-4.0
.50 19.19
.12 X 45 -.00
NOTE 4
.25 .12 14D 2X .06 X 45 3D
AFTER MACHINING
ITS.4 & 8 8D 8
.25
TO ITS.1,2 & 3
NOTE 3 & 4
12 5.079 L 5.45
+.00
-.04 GEAR CASE 4.979
12 5.079
L 5.64
1D 5.65 .05
4.604 .010 A A A A A 10
8D .45 .01
8.00 3.264 5.25 .06 8.00
4 H TRACTION MOTOR 3
A A DRIVE END HOUSING
.03 A B C
A HOLD FOR CROSS HATCHED
A 1.639
2.625
2
VIEW G AREA AS SHOWN IN
TYP BOTH ENDS SECTIONS A-A & L-L
SUPPORT BEARING HOUSING
13 1.801
D
9.490 9.72
.56 .05
11 9.265
1 2 SECTION C-C 8.984
4.088 3 14
TYP ITS.
5,6,7 & 11
2D
3/8-16 UNC-2B THRU 4
G A
.38
.028 A 8.178 5
7 3/8-16 UNC-2B THRU
6D F
1 A .028 A B
6D 8.50 8.50 A
B 12.266 12D 12D
IT.4 TO IT.11 A C 5
NOTE 4 NOTE 4 16.356
.12 5
.97 .12 11
20.444 .12 IT.10 TO
1.18 .12 IT.5
.12 VIEW H-H
6
4
4 38.565
SHOWING ASSEMBLY BOGIE FRAME VIEW N-N
CLEARANCE REQUIREMENTS
3
NOTES:
OPTIONAL FABRICATION AI02571
43.163 1. USE ELECTRONIC MASTER MATH MODEL TO DEFINE
THE DESIGN INTENT. WELD BRAZE SPEC AI01651
WELD SYMBOLS AI01046
2. ITS.6,7 & 8 CAN BE MANUFACTURED AS ONE PIECE
12 47.760 AS WELL AS ITS.4 & 5. APL OF SEALANT AI02252
NOTE 4
.25 .25 V1050 *SURFACE FINISH RQMT AI02719
11P 3. MASK ALL MACHINED SURFACES DURING PAINTING.
AFTER MACHINING PAINT ALL INNER AND OUTER SURFACES PER AI 2719. FOR MANUFACTURING
.38 1 STRIP 40280374 15
ASM
17X .18 MIN 4. VERIFY WELDS ARE OIL TIGHT BY APPLYING DYE 1 FLANGE-1 PT 8058701 14
ALL HOLES TO SECTION D-D 4.15 .450 .005 8D PENETRANT TO ONE SURFACE, APPLYING DEVELOPER 1 FLANGE-3/4 PT 8024709 13 NONE
OUTSIDE EDGES TO THE OPPOSITE SURFACE, AND CHECKING FOR
THROUGH-WALL LEAKS. IF ASSEMBLY IS TO BE PAINTED, 1 CHANNEL ASM 40081066 12
NO NO
WHEEL TEST SHALL BE PERFORMED BEFORE PAINTING. NO LEAKS 1 RING-HALF 40277784 11
118.087
ALLOWED. REPAIRS SHALL BE RE-TESTED USING SAME PROCESS. 1 STRIP 40249128 10
IT.4 TO IT.11 53.563
SECTION J-J NOTE 3 & 4 5 1 STRIP 40277785 9
TYP ITS.5,6 & 7 SECTION B-B 5. INSIDE OF GEAR CASE MUST BE FREE OF SCALE, EA
SHOT, SLAG & ALL FOREIGN MATERIAL EXCEPT 1 BAR 40285057 8
FIRMLY FUSED WELD SPATTER. EMD STANDARD
IT.1 TO IT.11 4 1 BAR 40284965 7
1
MACHINE AFTER WELDING NOTE 3 & 4 6. PARTS TO BE FREE OF CHIPS, BURRS, DIRT AND 1 BAR 40284964 6 2016 Electro-Motive. All Rights Reserved.
TYP ITS.4 THRU 8
NOTE 4 OTHER DEBRIS. 1 BAR 40284961 5
02-SEP-2016
1 BAR 40284960 4 TATA
G 7. QUANTITATIVE CONTAMINATION LEVEL OF FLUID
E GEAR CASE-UPPER
1
CONDUITS NOT TO EXCEED 1.2mg. 1 PLATE-OUTER 40284950 3
VIEW VIEW F 1 PLATE 40251686 2
VIEW SHOWING A TYPICAL GEAR CASE 8. FINISH WHERE SHOWN. M.CONBOY N/A 40251358
APPLICATION IN AN ASSEMBLY 1 PLATE-INNER 40284938 1
1 1 1 1
40285023 -- 40285023 -- BRAKE UNIT NO.
REQD
MATL/NOTES NAME OF PART PART NO. ITEM
NO.
GT46AC
40285023
11/14/16 18:01 PM
Das könnte Ihnen auch gefallen
- Strip PAD: Fabrication AI02571 AI01651 AI01046 AI02525 OF AI02252 Finish AI02719Dokument1 SeiteStrip PAD: Fabrication AI02571 AI01651 AI01046 AI02525 OF AI02252 Finish AI02719Isaías AguilarNoch keine Bewertungen
- Fuente APS 348 (GL3B) - 1 474 486 11 Sony TV KDL 32R4xxA SchematicDokument1 SeiteFuente APS 348 (GL3B) - 1 474 486 11 Sony TV KDL 32R4xxA Schematicjose peres100% (2)
- Dig 525 (061017)Dokument19 SeitenDig 525 (061017)Bernard MendisNoch keine Bewertungen
- 21466447-D-4132-PI-DWG-50002 - 1 - Status DDokument1 Seite21466447-D-4132-PI-DWG-50002 - 1 - Status Darturo loayza hinostrozaNoch keine Bewertungen
- 30lbe51br301 - Rev 0Dokument1 Seite30lbe51br301 - Rev 0Mohd Effiezool YaserNoch keine Bewertungen
- B01 TJ102MDokument1 SeiteB01 TJ102Malysamir.eetdNoch keine Bewertungen
- Schematics Hitachi CDH-LE39SMART14 MainBoard 40-N63EP2-MAB2HG PDFDokument14 SeitenSchematics Hitachi CDH-LE39SMART14 MainBoard 40-N63EP2-MAB2HG PDFJuan Carlos ZordanNoch keine Bewertungen
- B01 TJ101MDokument1 SeiteB01 TJ101Malysamir.eetdNoch keine Bewertungen
- 30lbe51br302 - Rev 0Dokument1 Seite30lbe51br302 - Rev 0Mohd Effiezool YaserNoch keine Bewertungen
- Power BD Connector 5V To DDR 1V5: Last SavedDokument9 SeitenPower BD Connector 5V To DDR 1V5: Last SavedDaniel ZorrillaNoch keine Bewertungen
- 14''/21'' Color TV Basic Schematic Diagram: CRT BoardDokument1 Seite14''/21'' Color TV Basic Schematic Diagram: CRT BoardSalim BlognetNoch keine Bewertungen
- 30lbe51br303 - Rev 0Dokument1 Seite30lbe51br303 - Rev 0Mohd Effiezool YaserNoch keine Bewertungen
- Osbourne, Ozzy - Crazy TrainDokument8 SeitenOsbourne, Ozzy - Crazy Trainjoccker7555Noch keine Bewertungen
- Don Juan de Marco: Bryan Adams 2 3 4Dokument1 SeiteDon Juan de Marco: Bryan Adams 2 3 4Clau GomesNoch keine Bewertungen
- Farewell To A FriendDokument3 SeitenFarewell To A FriendPaulNoch keine Bewertungen
- F. Durante 12 Partimenti Diminuiti With RealizationsDokument21 SeitenF. Durante 12 Partimenti Diminuiti With RealizationsValeria BisioNoch keine Bewertungen
- 03.baramati TMS Layout - NEWDokument1 Seite03.baramati TMS Layout - NEWkrhimanshu0505Noch keine Bewertungen
- SCH - QD Amin 13en.01Dokument1 SeiteSCH - QD Amin 13en.01Christopher SotoNoch keine Bewertungen
- St150030 Aru Elc 06 z15 DRG Le 0006 s3 x01 Redline UpdatedDokument1 SeiteSt150030 Aru Elc 06 z15 DRG Le 0006 s3 x01 Redline UpdatedJamie CannellNoch keine Bewertungen
- Polar 37CTV3160 54CTV3160 U21AXTDokument1 SeitePolar 37CTV3160 54CTV3160 U21AXTalexmaster073Noch keine Bewertungen
- TMX5BP Electrical SchematicsDokument16 SeitenTMX5BP Electrical SchematicsSergioNoch keine Bewertungen
- A294 Point To Point Diagram 1/2: AC Drive Board (PCB 10) AC Line Block ChartDokument10 SeitenA294 Point To Point Diagram 1/2: AC Drive Board (PCB 10) AC Line Block ChartFábio Alessandro PereiraNoch keine Bewertungen
- 150 A Introducción: Standard TuningDokument2 Seiten150 A Introducción: Standard TuningFelipe JuarezNoch keine Bewertungen
- De 22 36 DWG PF CH PL 00 FF 110 00Dokument1 SeiteDe 22 36 DWG PF CH PL 00 FF 110 00Mahmoud A. HafeezNoch keine Bewertungen
- Bassbutler Final Corrected 3Dokument1 SeiteBassbutler Final Corrected 3Beckenbauer ErnstbergerNoch keine Bewertungen
- Ricoh C4502 D143 D144 and OPTIONS Point 2 Point Diagrams PDFDokument29 SeitenRicoh C4502 D143 D144 and OPTIONS Point 2 Point Diagrams PDFDawood AhmedNoch keine Bewertungen
- AngkurDokument1 SeiteAngkurJundiNoch keine Bewertungen
- MIP2H2Dokument1 SeiteMIP2H2Elyapanya ToshibaNoch keine Bewertungen
- Citi Housing SocietyDokument1 SeiteCiti Housing SocietyAhmad NawazNoch keine Bewertungen
- B01 TL101MDokument1 SeiteB01 TL101Malysamir.eetdNoch keine Bewertungen
- 21 C 1348 Preamp 2Dokument1 Seite21 C 1348 Preamp 2GökhanNoch keine Bewertungen
- LD PC CH.199+590Dokument4 SeitenLD PC CH.199+590Aerotide InfrastructuresNoch keine Bewertungen
- Activity Center Rear Elevation: Esj and Sons Construction and Construction Supply, IncDokument1 SeiteActivity Center Rear Elevation: Esj and Sons Construction and Construction Supply, IncGerard Paul CusiNoch keine Bewertungen
- G Board Schematic Diagram For 32" ModelDokument1 SeiteG Board Schematic Diagram For 32" Modeljose luisNoch keine Bewertungen
- Aps 348 349 350Dokument3 SeitenAps 348 349 350Andres AlegriaNoch keine Bewertungen
- Schematic - ODM-3 Overdrive Master - 2020-11-11 - 06-14-24Dokument1 SeiteSchematic - ODM-3 Overdrive Master - 2020-11-11 - 06-14-24Marcus FeilNoch keine Bewertungen
- Krp-Cd-Ele-1404-002 - Platform Level Plan Equipment LayoutDokument1 SeiteKrp-Cd-Ele-1404-002 - Platform Level Plan Equipment LayoutGourishankar MishraNoch keine Bewertungen
- China TD21P8 M61266, M37160, Tea1506p, La9302Dokument1 SeiteChina TD21P8 M61266, M37160, Tea1506p, La9302Luis Liammas PerezNoch keine Bewertungen
- Unit 6210Dokument1 SeiteUnit 6210Khairul IdhamNoch keine Bewertungen
- Epcc05 MDR 421 STR DWG 000 0072 15Dokument1 SeiteEpcc05 MDR 421 STR DWG 000 0072 15RANJEET PRATAP SINGHNoch keine Bewertungen
- Senate - 1 Ground FapaDokument1 SeiteSenate - 1 Ground FapaRaviNoch keine Bewertungen
- Bhatinda R 2 SLDDokument1 SeiteBhatinda R 2 SLDvineets058Noch keine Bewertungen
- PressedDokument6 SeitenPressedVijay KumarNoch keine Bewertungen
- 0320289-TE-DAD-6410-006-00 SEPARATOR 10HHA30AT001-ModelDokument1 Seite0320289-TE-DAD-6410-006-00 SEPARATOR 10HHA30AT001-ModelVivek VinayakumarNoch keine Bewertungen
- Omnitronic p1500 (1) SCH PDFDokument1 SeiteOmnitronic p1500 (1) SCH PDFMantasPuskoriusNoch keine Bewertungen
- Omnitronic p1500 (1) SCHDokument1 SeiteOmnitronic p1500 (1) SCHMantasPuskoriusNoch keine Bewertungen
- WWW - Fineprint.Cn: PDF PdffactoryDokument1 SeiteWWW - Fineprint.Cn: PDF PdffactoryLevi Duran100% (1)
- 4V Circuit DiagramDokument1 Seite4V Circuit DiagramwjcbaaNoch keine Bewertungen
- B01 TL104MDokument1 SeiteB01 TL104Malysamir.eetdNoch keine Bewertungen
- Gre Eec D 99 Co P 10036 03 057Dokument9 SeitenGre Eec D 99 Co P 10036 03 057Carlos GamarraNoch keine Bewertungen
- 21121-EL-DWG-0023 - AC Cable Route Layout & Cross SectionDokument2 Seiten21121-EL-DWG-0023 - AC Cable Route Layout & Cross SectionvishnutryNoch keine Bewertungen
- Sbdo Ppa 105 3011 00Dokument1 SeiteSbdo Ppa 105 3011 00Douglas de Melo FélixNoch keine Bewertungen
- Epcc05 MDR 421 STR DWG 000 0072 07Dokument1 SeiteEpcc05 MDR 421 STR DWG 000 0072 07RANJEET PRATAP SINGHNoch keine Bewertungen
- Granada (Jose Garcia) - Hoang BuuDokument3 SeitenGranada (Jose Garcia) - Hoang BuuSimon DinahNoch keine Bewertungen
- 穿越时空的思念Dokument2 Seiten穿越时空的思念仇怡Noch keine Bewertungen
- Notes:-: Timber Doors Key PlanDokument1 SeiteNotes:-: Timber Doors Key PlanKumudu PereraNoch keine Bewertungen
- Hyd. Plan Luffing TrainningDokument4 SeitenHyd. Plan Luffing TrainningMIGUEL PEÑANoch keine Bewertungen
- Www.Fineprint.Cn: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Dokument1 SeiteWww.Fineprint.Cn: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Lie NgoNoch keine Bewertungen
- Instant Assessments for Data Tracking, Grade 5: Language ArtsVon EverandInstant Assessments for Data Tracking, Grade 5: Language ArtsNoch keine Bewertungen
- Instant Assessments for Data Tracking, Grade 4: MathVon EverandInstant Assessments for Data Tracking, Grade 4: MathBewertung: 5 von 5 Sternen5/5 (2)
- Rezos de Los 16 Meyis Tablero 1Dokument3 SeitenRezos de Los 16 Meyis Tablero 1Isaías AguilarNoch keine Bewertungen
- HPR400XDDokument366 SeitenHPR400XDIsaías AguilarNoch keine Bewertungen
- SB 870810 R4 HPR400XDDokument2 SeitenSB 870810 R4 HPR400XDIsaías AguilarNoch keine Bewertungen
- A True Global Presence: Manual ClampingDokument346 SeitenA True Global Presence: Manual ClampingIsaías AguilarNoch keine Bewertungen
- Manual Clamping Accessories: MC-ACC-1Dokument10 SeitenManual Clamping Accessories: MC-ACC-1Isaías AguilarNoch keine Bewertungen
- Engineering Apparatus Instructions: B. A. Ristig 2400Dokument9 SeitenEngineering Apparatus Instructions: B. A. Ristig 2400Isaías AguilarNoch keine Bewertungen
- Engineering Apparatus Instructions: M. E. Oddie 2763Dokument3 SeitenEngineering Apparatus Instructions: M. E. Oddie 2763Isaías AguilarNoch keine Bewertungen
- Mach 3 Brochure enDokument3 SeitenMach 3 Brochure enIsaías AguilarNoch keine Bewertungen
- Consumable Care GuideDokument12 SeitenConsumable Care GuideIsaías AguilarNoch keine Bewertungen
- TDS Dismantling JointsDokument5 SeitenTDS Dismantling JointsTanmoy DuttaNoch keine Bewertungen
- 2930 1214 00 Parts GlossaryDokument35 Seiten2930 1214 00 Parts GlossaryMateo PaladinoNoch keine Bewertungen
- Lab Report 4Dokument6 SeitenLab Report 4MALIK MUHAMMAD HAMZA FAROOQ MALIK MUHAMMAD FAROOQNoch keine Bewertungen
- BGM Parts ManaualDokument58 SeitenBGM Parts ManaualDaniel Wellner86% (7)
- SOR-Vol3 PrintDokument518 SeitenSOR-Vol3 PrintSalakati NTPCNoch keine Bewertungen
- Repair Parts ManualDokument24 SeitenRepair Parts ManualManuel Fernandez MoraNoch keine Bewertungen
- 2AZ-FE Engine Mechanical PDFDokument80 Seiten2AZ-FE Engine Mechanical PDFNguyễn Minh HiếuNoch keine Bewertungen
- Manutencao 428EDokument58 SeitenManutencao 428EkhalilgtspNoch keine Bewertungen
- AS350Dokument57 SeitenAS350Danna PerezNoch keine Bewertungen
- Fro 15210C 0510Dokument36 SeitenFro 15210C 0510davisNoch keine Bewertungen
- PARSUN Common Parts CatalogueDokument12 SeitenPARSUN Common Parts CatalogueMarine Parts ChinaNoch keine Bewertungen
- Hoist Drum Assy 4100XPCDokument3 SeitenHoist Drum Assy 4100XPCFrancisco GonzalezNoch keine Bewertungen
- Hydraulic Circuitry (Work Cylinders) (Four Section Main Valve) - MT55Dokument3 SeitenHydraulic Circuitry (Work Cylinders) (Four Section Main Valve) - MT55Iliyan VasilevNoch keine Bewertungen
- Manual-Book-Kijang-Inova-Diesel (Google Tranlated Indonesian To English)Dokument508 SeitenManual-Book-Kijang-Inova-Diesel (Google Tranlated Indonesian To English)Orly Palomar Jr.100% (4)
- Lifan LF 200b 2008 Owners ManualDokument21 SeitenLifan LF 200b 2008 Owners ManualducmansNoch keine Bewertungen
- MTII 11-4129 LT-650 - Parts ManualDokument330 SeitenMTII 11-4129 LT-650 - Parts ManualAdan BenitezNoch keine Bewertungen
- 2005 S003 NBPG Rfi 04952 - R00Dokument1 Seite2005 S003 NBPG Rfi 04952 - R00RPDeshNoch keine Bewertungen
- 4.lever ReleaseDokument2 Seiten4.lever Releaseabdelrahman shaalanNoch keine Bewertungen
- February 9, 2009 S-B-18.00/40a S-B-18.00/40 Dated October 28, 2008 18Dokument9 SeitenFebruary 9, 2009 S-B-18.00/40a S-B-18.00/40 Dated October 28, 2008 18kevin gradinNoch keine Bewertungen
- Automobile Design (5051)Dokument4 SeitenAutomobile Design (5051)Ziyad KprNoch keine Bewertungen
- X016 Conductor Resistance PDFDokument1 SeiteX016 Conductor Resistance PDFŽeljko BokanovićNoch keine Bewertungen
- Loctite Industrial Gearbox Service ManualDokument13 SeitenLoctite Industrial Gearbox Service ManualDumitrescuNoch keine Bewertungen
- IEC Motor Data CalculatorDokument6 SeitenIEC Motor Data Calculatorsabill arasyidNoch keine Bewertungen
- Dodge Nitro KA - 2007 - Transfer Case Mp143Dokument47 SeitenDodge Nitro KA - 2007 - Transfer Case Mp143eephantomNoch keine Bewertungen
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Dokument42 SeitenInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768מאור רווחNoch keine Bewertungen
- Piaggio MP3 LT 250 I.E.Dokument346 SeitenPiaggio MP3 LT 250 I.E.ManuallesNoch keine Bewertungen
- Yz250f 2013Dokument63 SeitenYz250f 2013Gabriel ZamoraNoch keine Bewertungen
- Material Stud Anhor Masonry For Hilti - 3 PDFDokument23 SeitenMaterial Stud Anhor Masonry For Hilti - 3 PDFAndy MdlNoch keine Bewertungen
- Morse Test On Multi Cylinder Petrol EngineDokument4 SeitenMorse Test On Multi Cylinder Petrol EnginealagurmNoch keine Bewertungen
- Upd: 02 JAN 2006 5441 7742140 - 02B - 02B-1050 D100A, TD100A, D100BDokument2 SeitenUpd: 02 JAN 2006 5441 7742140 - 02B - 02B-1050 D100A, TD100A, D100BManuel Pedro InácioNoch keine Bewertungen