Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- E527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS)Dokument7 SeitenE527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS)Walter TrajadaNoch keine Bewertungen
- Topic 7.3 - The Structure of MatterDokument57 SeitenTopic 7.3 - The Structure of MatterPaul Amezquita100% (2)
- Service ManualDokument150 SeitenService ManualSembeiNorimakiNoch keine Bewertungen
- GSM Fundamental Principle: Radio Network Planning & Optimization Dept Mobile DivisionDokument80 SeitenGSM Fundamental Principle: Radio Network Planning & Optimization Dept Mobile Divisiondiar_asNoch keine Bewertungen
- 1 - Online PD Monitoring of Power System ComponentsDokument148 Seiten1 - Online PD Monitoring of Power System Componentszarchiwin05100% (2)
- V NanocelluloseDokument38 SeitenV NanocelluloseSantiago Tuesta100% (3)
- Lecture 1 - Introduction To Technical TextilesDokument17 SeitenLecture 1 - Introduction To Technical TextilesSantiago TuestaNoch keine Bewertungen
- Lec 8Dokument11 SeitenLec 8Santiago TuestaNoch keine Bewertungen
- Lec 9Dokument11 SeitenLec 9Santiago TuestaNoch keine Bewertungen
- Lec 8Dokument11 SeitenLec 8Santiago TuestaNoch keine Bewertungen
- Lec 7Dokument10 SeitenLec 7Santiago TuestaNoch keine Bewertungen
- Lec 7Dokument10 SeitenLec 7Santiago TuestaNoch keine Bewertungen
- Productflyer - 978 0 387 95167 6Dokument1 SeiteProductflyer - 978 0 387 95167 6Santiago TuestaNoch keine Bewertungen
- Lec 9Dokument11 SeitenLec 9Santiago TuestaNoch keine Bewertungen
- Lec 8Dokument11 SeitenLec 8Santiago TuestaNoch keine Bewertungen
- Lec 6Dokument9 SeitenLec 6Santiago TuestaNoch keine Bewertungen
- Lec1 2Dokument12 SeitenLec1 2Santiago TuestaNoch keine Bewertungen
- Lec 7Dokument10 SeitenLec 7Santiago TuestaNoch keine Bewertungen
- Lec 5Dokument10 SeitenLec 5Santiago TuestaNoch keine Bewertungen
- Lec 9Dokument11 SeitenLec 9Santiago TuestaNoch keine Bewertungen
- Sealer 300 W Family: Clear Reactive Inorganic SealersDokument2 SeitenSealer 300 W Family: Clear Reactive Inorganic SealersSantiago Tuesta100% (2)
- Lec1 1Dokument17 SeitenLec1 1Santiago TuestaNoch keine Bewertungen
- Links LaboDokument1 SeiteLinks LaboSantiago TuestaNoch keine Bewertungen
- UniClean - 501 - (DS) Doc (SWA191802a863fa3)Dokument5 SeitenUniClean - 501 - (DS) Doc (SWA191802a863fa3)Santiago TuestaNoch keine Bewertungen
- Zylite HT Plus: Hot Acid Zinc ElectrolyteDokument20 SeitenZylite HT Plus: Hot Acid Zinc ElectrolyteSantiago TuestaNoch keine Bewertungen
- Lec 29Dokument28 SeitenLec 29Santiago TuestaNoch keine Bewertungen
- UniPrep - D - 315 - LL - (DS) Doc (SWA122382a8c343c)Dokument5 SeitenUniPrep - D - 315 - LL - (DS) Doc (SWA122382a8c343c)Santiago TuestaNoch keine Bewertungen
- Sealer 300 W Family: Clear Reactive Inorganic SealersDokument2 SeitenSealer 300 W Family: Clear Reactive Inorganic SealersSantiago Tuesta100% (2)
- Diamond-Like Carbon As A Protective Coating For Decorative GlassDokument4 SeitenDiamond-Like Carbon As A Protective Coating For Decorative GlassSantiago TuestaNoch keine Bewertungen
- Zylite HT Plus: Hot Acid Zinc ElectrolyteDokument20 SeitenZylite HT Plus: Hot Acid Zinc ElectrolyteSantiago TuestaNoch keine Bewertungen
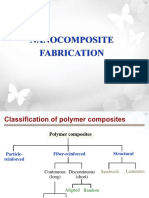
- II Nanocomposite FabricationDokument46 SeitenII Nanocomposite FabricationSantiago TuestaNoch keine Bewertungen
- Sealer Technology: Corrosion Resistant CoatingsDokument8 SeitenSealer Technology: Corrosion Resistant CoatingsSantiago TuestaNoch keine Bewertungen
- Nixon, J. - Understanding The Behaviour of PET in Stretch Blow MouldingDokument11 SeitenNixon, J. - Understanding The Behaviour of PET in Stretch Blow MouldingSantiago TuestaNoch keine Bewertungen
- III NanoclayDokument40 SeitenIII NanoclaySantiago TuestaNoch keine Bewertungen
- Time-Domain Modelling of Turbo-Compressors in Direct Injection Diesel EnginesDokument13 SeitenTime-Domain Modelling of Turbo-Compressors in Direct Injection Diesel Enginesjossy2Noch keine Bewertungen
- Vector XCP Basics enDokument3 SeitenVector XCP Basics enthoroftedalNoch keine Bewertungen
- Swap Magic Code R ManualDokument3 SeitenSwap Magic Code R ManualkorrakorraNoch keine Bewertungen
- Automatic Street Light Control by Detecting Vehicle MovementDokument5 SeitenAutomatic Street Light Control by Detecting Vehicle MovementBhupendra(Rahul...) kumarNoch keine Bewertungen
- Introduction To Microelectronic Fabrication, R. C. Jaeger, Addison-Wesley, 1988Dokument1 SeiteIntroduction To Microelectronic Fabrication, R. C. Jaeger, Addison-Wesley, 1988hellogrkNoch keine Bewertungen
- 11072914337094Dokument29 Seiten11072914337094iskenderbeyNoch keine Bewertungen
- Armature Reaction. Neutral-Plane Shift. NingDokument3 SeitenArmature Reaction. Neutral-Plane Shift. NingomairNoch keine Bewertungen
- Datasheet Dioda Cdba140Dokument4 SeitenDatasheet Dioda Cdba140Ki Rekso AljeroNoch keine Bewertungen
- Aoc 152v Tsum16akDokument49 SeitenAoc 152v Tsum16akedyNoch keine Bewertungen
- Samsung ML-1710 Recarga PDFDokument6 SeitenSamsung ML-1710 Recarga PDFarkittoNoch keine Bewertungen
- License Control Item Lists (RAN15.0 - 01)Dokument42 SeitenLicense Control Item Lists (RAN15.0 - 01)Firmansyah HermanaNoch keine Bewertungen
- Digital Control Systems (2015)Dokument7 SeitenDigital Control Systems (2015)Ricardo VillalongaNoch keine Bewertungen
- Troubleshooting - Physical Connection and Interfaces (V600R003C00 - 02)Dokument44 SeitenTroubleshooting - Physical Connection and Interfaces (V600R003C00 - 02)Euripedes Pimenta Da Silva JuniorNoch keine Bewertungen
- Mitsubishi E700 Variable Frequency Drive (VFD) Instruction ManualDokument322 SeitenMitsubishi E700 Variable Frequency Drive (VFD) Instruction ManualMROstop.com75% (4)
- Ir105 105+ 9070-pc PDFDokument280 SeitenIr105 105+ 9070-pc PDFILham Dwi PutraNoch keine Bewertungen
- GDM 500-650 Juction BoxDokument2 SeitenGDM 500-650 Juction BoxPatron MixNoch keine Bewertungen
- LD MicroDokument19 SeitenLD MicroMiguel A V FuscoNoch keine Bewertungen
- NUS ME Core Modules 20190925 PDFDokument3 SeitenNUS ME Core Modules 20190925 PDFHammadAzizNoch keine Bewertungen
- 7 1 2 Valerio - LippariniDokument35 Seiten7 1 2 Valerio - LippariniDILLIBABU ENoch keine Bewertungen
- 4.1 Analogue Ip Set PointDokument4 Seiten4.1 Analogue Ip Set PointAbdullah TalibNoch keine Bewertungen
- Ip SelctionDokument22 SeitenIp SelctionHATEM68Noch keine Bewertungen
- 2017 05 12 CSL60 DoC MP41225Dokument23 Seiten2017 05 12 CSL60 DoC MP41225Arroz Frito Poki de LimónNoch keine Bewertungen
- Drunken Drive Protection SystemDokument5 SeitenDrunken Drive Protection SystemIJIERT-International Journal of Innovations in Engineering Research and TechnologyNoch keine Bewertungen
- CPE400 Lab8 ARCONADO DEVELLES 2 PDFDokument10 SeitenCPE400 Lab8 ARCONADO DEVELLES 2 PDFKimNoch keine Bewertungen
- Stephan 080915 OpenPowerNet EnglDokument175 SeitenStephan 080915 OpenPowerNet EnglAyush MunjalNoch keine Bewertungen