Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- P6003CON01LDokument28 SeitenP6003CON01LRodolfoMarínNoch keine Bewertungen
- HIRA MechanicalDokument6 SeitenHIRA Mechanicalsufiyan sskNoch keine Bewertungen
- Gammon - Book of Safety StandardsDokument200 SeitenGammon - Book of Safety StandardsAnonymous o2PAjDORN1100% (2)
- WELD-Aluminum TIG Welding Rods - Maine Welding CompanyDokument4 SeitenWELD-Aluminum TIG Welding Rods - Maine Welding CompanypeterNoch keine Bewertungen
- MCHW Vol 1 App F Web PDFDokument60 SeitenMCHW Vol 1 App F Web PDFalejandraoy9Noch keine Bewertungen
- API 1169 - Prep Test #1: Written by Dale Honn, P.E., P.L.SDokument48 SeitenAPI 1169 - Prep Test #1: Written by Dale Honn, P.E., P.L.SHeartyscorpion100% (1)
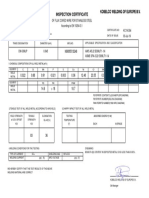
- Inspection CertificateDokument1 SeiteInspection CertificateAtanasio PerezNoch keine Bewertungen
- Inspection, Iso, NDT, Expediting, ProjectsDokument4 SeitenInspection, Iso, NDT, Expediting, ProjectsdashNoch keine Bewertungen
- Noise Pollution by Adnan BukhariDokument10 SeitenNoise Pollution by Adnan BukhariSyed Kashif AliNoch keine Bewertungen
- Storage Tank Erection Procedure PDFDokument6 SeitenStorage Tank Erection Procedure PDFEko Kurniawan89% (19)
- Gku Talwandi Sabo, SyllabusDokument84 SeitenGku Talwandi Sabo, Syllabusyad1020Noch keine Bewertungen
- FIT EUR Installation Manual LM.30 EUR en 2020 Rev1 D 20Dokument80 SeitenFIT EUR Installation Manual LM.30 EUR en 2020 Rev1 D 20Patricia Lizeth Cossio ZuritaNoch keine Bewertungen
- Esab Weld 71T - 1Dokument1 SeiteEsab Weld 71T - 1Abhishek AnandNoch keine Bewertungen
- TL90-1500M GB 01Dokument4 SeitenTL90-1500M GB 01salamrefighNoch keine Bewertungen
- Ips C Pi 270 18 PDFDokument1 SeiteIps C Pi 270 18 PDFGERAILLYNoch keine Bewertungen
- Detailed SpecificationDokument17 SeitenDetailed SpecificationrohanNoch keine Bewertungen
- APL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResDokument48 SeitenAPL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResarrsshaNoch keine Bewertungen
- 28-1-18 ICEPIM - Falguni Sood - Repair of Pipes Rev3Dokument18 Seiten28-1-18 ICEPIM - Falguni Sood - Repair of Pipes Rev3RandiRahmansyahNoch keine Bewertungen
- SWP Welder Gas Metal Arc AS560Dokument2 SeitenSWP Welder Gas Metal Arc AS560patelkamlesh092Noch keine Bewertungen
- FCAW or Flux Cored Arc W..Dokument5 SeitenFCAW or Flux Cored Arc W..smartcad60Noch keine Bewertungen
- Catalogo Motoweld EL350 III PDFDokument2 SeitenCatalogo Motoweld EL350 III PDFRicherd Fukuda100% (1)
- COC2 Conduct DemoDokument9 SeitenCOC2 Conduct DemonickNoch keine Bewertungen
- BS en 12493Dokument70 SeitenBS en 12493prasad raikar100% (1)
- 230kv Outdoor Switch Yard Distribution DevicesDokument56 Seiten230kv Outdoor Switch Yard Distribution DevicesRen SalazarNoch keine Bewertungen
- Preliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаDokument3 SeitenPreliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаNina SimovicNoch keine Bewertungen
- Welding Consumables-Cast IronDokument9 SeitenWelding Consumables-Cast IronKuldeep RatnuNoch keine Bewertungen
- 20mnmoni55 or Sa 533 GR B CL 1Dokument10 Seiten20mnmoni55 or Sa 533 GR B CL 1Jackz UlNoch keine Bewertungen
- NMIF T301 Sand Bitumen Mix Laying and Annular - Bottom Plates Installation - Rev 01Dokument11 SeitenNMIF T301 Sand Bitumen Mix Laying and Annular - Bottom Plates Installation - Rev 01Jennifer JavierNoch keine Bewertungen
- ELECT-TIC-7.2-Installation of Grounding System, Grounding and Bonding AccessoriesDokument2 SeitenELECT-TIC-7.2-Installation of Grounding System, Grounding and Bonding AccessoriesMuhammad IrfanNoch keine Bewertungen
- Appendix 1 Part 1b Ultrasonic AUT & MEPAUT 4th Edition February 2016Dokument17 SeitenAppendix 1 Part 1b Ultrasonic AUT & MEPAUT 4th Edition February 2016Brandon EricksonNoch keine Bewertungen