Das könnte Ihnen auch gefallen
- En Iso 9606 1 GDokument2 SeitenEn Iso 9606 1 GAnonymous dziHEjc7Y100% (1)
- Final Report UT Inspection BearingDokument5 SeitenFinal Report UT Inspection BearingEko PurwantoNoch keine Bewertungen
- Liquid Penetrant Examination Report: PO No.&Dokument2 SeitenLiquid Penetrant Examination Report: PO No.&Samir Chaudhary100% (2)
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDokument1 SeiteDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangNoch keine Bewertungen
- 1 Paut ReportDokument1 Seite1 Paut ReportAhmedNoch keine Bewertungen
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorDokument2 Seiten109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- Insulator and Conductor Fittings For Overhead Power Lines - : Part 1: Performance and General RequirementsDokument26 SeitenInsulator and Conductor Fittings For Overhead Power Lines - : Part 1: Performance and General RequirementsMohamed Ahmed Afifi100% (1)
- Journal BeringDokument8 SeitenJournal BeringpelakupasarNoch keine Bewertungen
- En Iso 9606 1 ADokument2 SeitenEn Iso 9606 1 AvitharvanNoch keine Bewertungen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Ir - L1904-32 17apr19-Mt (Sfjt-E)Dokument5 SeitenIr - L1904-32 17apr19-Mt (Sfjt-E)Alleyson Akin100% (1)
- Temperature MeasurementDokument50 SeitenTemperature MeasurementKubenKrishNoch keine Bewertungen
- DPT of PropellerDokument3 SeitenDPT of Propellersushanto.mtbdNoch keine Bewertungen
- NDT Report - Old.Turbine BearingsDokument3 SeitenNDT Report - Old.Turbine BearingsOm Ar TanNoch keine Bewertungen
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Dokument1 Seite75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNoch keine Bewertungen
- Installation of Padeyes Ad Load Test: Front CoverDokument40 SeitenInstallation of Padeyes Ad Load Test: Front CoverAhmedA.HassanNoch keine Bewertungen
- NDT Report - Dovetail WheelsDokument4 SeitenNDT Report - Dovetail WheelsOm Ar TanNoch keine Bewertungen
- Reporte Hdpe 2Dokument2 SeitenReporte Hdpe 2Woodrow FoxNoch keine Bewertungen
- UT Report BlankDokument1 SeiteUT Report BlankGilang AdiNoch keine Bewertungen
- Inspection: AIR Winch Ingersoll RandDokument19 SeitenInspection: AIR Winch Ingersoll RandAbdou BoucheritNoch keine Bewertungen
- Checklist Fire StopDokument9 SeitenChecklist Fire StopAnonymous DMdGdsOENoch keine Bewertungen
- WO1831 - Arabtec 09.02.2020.Dokument1 SeiteWO1831 - Arabtec 09.02.2020.Pradeep ManivannanNoch keine Bewertungen
- CAT-ECI-19-035 Pad Eyes On M 310B Fan Room (AFT) Rigging Locker #7Dokument3 SeitenCAT-ECI-19-035 Pad Eyes On M 310B Fan Room (AFT) Rigging Locker #7Komang Triwahyudi100% (1)
- Elbow 0,5-3000 NPT - OKDokument1 SeiteElbow 0,5-3000 NPT - OKJovianto PrisilaNoch keine Bewertungen
- 107.8182.MPI - Pre.Unit.730395.Fuel TankDokument2 Seiten107.8182.MPI - Pre.Unit.730395.Fuel TankHerr DdimanNoch keine Bewertungen
- CB-043 Mpi Exp-02 Apr 2024Dokument1 SeiteCB-043 Mpi Exp-02 Apr 2024Ahmed Abu EleninNoch keine Bewertungen
- Annual Vg7076Dokument2 SeitenAnnual Vg7076Emmanuel SanthanasamyNoch keine Bewertungen
- Client:: Olectra Greentech LTDDokument1 SeiteClient:: Olectra Greentech LTDnareshNoch keine Bewertungen
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Dokument2 SeitenMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhNoch keine Bewertungen
- Hex Bushing 0,75 X 0,5Dokument1 SeiteHex Bushing 0,75 X 0,5Jovianto PrisilaNoch keine Bewertungen
- Gpti Qicl 032Dokument2 SeitenGpti Qicl 032uselessinstaid52Noch keine Bewertungen
- 106.8180.MPI - Pre.Unit.730395.Hydraulic TankDokument3 Seiten106.8180.MPI - Pre.Unit.730395.Hydraulic TankHerr DdimanNoch keine Bewertungen
- IRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestDokument40 SeitenIRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestAfzaalUmairNoch keine Bewertungen
- Gpti Qicl J931 Mut 041Dokument3 SeitenGpti Qicl J931 Mut 041uselessinstaid52Noch keine Bewertungen
- Example Report TOFD 2 INT-GP1186-09-70 PDFDokument1 SeiteExample Report TOFD 2 INT-GP1186-09-70 PDFEMTC EMTCNoch keine Bewertungen
- Example Report TOFD 2 INT-GP1186!09!70Dokument1 SeiteExample Report TOFD 2 INT-GP1186!09!70EMTC EMTC100% (1)
- Penetrant Test Report: PT DegremontDokument14 SeitenPenetrant Test Report: PT DegremontMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- MPI Report SWL 5 Ton BoxDokument2 SeitenMPI Report SWL 5 Ton BoxYusuf bagewadiNoch keine Bewertungen
- PQR FLow LineDokument2 SeitenPQR FLow Linesar sarNoch keine Bewertungen
- MT ReportDokument11 SeitenMT Reportel_sharkawy2011100% (1)
- CPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Dokument14 SeitenCPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Vignesh PanchabakesanNoch keine Bewertungen
- SAMPLE Defect SheetDokument2 SeitenSAMPLE Defect SheetshafanyNoch keine Bewertungen
- Procedure Qualification Record (PQR) Khewari Development ProjectDokument2 SeitenProcedure Qualification Record (PQR) Khewari Development Projectsar sarNoch keine Bewertungen
- 1.wash Pipe 8-1-8 SN NNDokument1 Seite1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNoch keine Bewertungen
- DPT ReportDokument3 SeitenDPT ReportMANIMARAN QCNoch keine Bewertungen
- Threadolet 0,5 X 3 - 4 3000Dokument1 SeiteThreadolet 0,5 X 3 - 4 3000Jovianto PrisilaNoch keine Bewertungen
- Bao Cao PT Ba Ria-04Dokument4 SeitenBao Cao PT Ba Ria-04Sang Nguyen QuangNoch keine Bewertungen
- Position Actual Dimension Remark Drawing / Sketch:: Pt. DffiDokument1 SeitePosition Actual Dimension Remark Drawing / Sketch:: Pt. DffiJovianto PrisilaNoch keine Bewertungen
- Magnetic Particle Inspection: NDT Service - Marine Consultant - Engineering ServiceDokument4 SeitenMagnetic Particle Inspection: NDT Service - Marine Consultant - Engineering ServiceSulthan HanifNoch keine Bewertungen
- 65.4 Leg Web Sling V 170584Dokument1 Seite65.4 Leg Web Sling V 170584Upi BraderNoch keine Bewertungen
- Int Aim 231787 PT 14 1302&03Dokument1 SeiteInt Aim 231787 PT 14 1302&03Joshua ClaytonNoch keine Bewertungen
- MT PipaDokument70 SeitenMT PipaDani Madrid12Noch keine Bewertungen
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Dokument2 SeitenNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNoch keine Bewertungen
- 23-01-24. Comp MTA 6 Plant SignDokument4 Seiten23-01-24. Comp MTA 6 Plant Signwahyudi140417Noch keine Bewertungen
- Welding Penetration Reports ITLDokument31 SeitenWelding Penetration Reports ITLHarminder KumarNoch keine Bewertungen
- VIR Hot TapDokument2 SeitenVIR Hot TapCak NhassNoch keine Bewertungen
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Dokument2 SeitenNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNoch keine Bewertungen
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Dokument2 SeitenNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNoch keine Bewertungen
- Doosan Power Systems Indai PVT Limited: System CalibrationDokument3 SeitenDoosan Power Systems Indai PVT Limited: System CalibrationBalkishan DyavanapellyNoch keine Bewertungen
- Mpi 44444286 ..Dokument1 SeiteMpi 44444286 ..Khalil ChabbouhNoch keine Bewertungen
- NDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)Dokument2 SeitenNDT Ultrasonic Phased Array Examination (NDT Examen de Ultrasonido Arreglo de Fases)reyserNoch keine Bewertungen
- WPS PQR FormulirDokument2 SeitenWPS PQR FormulirAZaiNoch keine Bewertungen
- MoM and ETSI Request - Lu2205.rev.1Dokument3 SeitenMoM and ETSI Request - Lu2205.rev.1Akhmad RamdaniNoch keine Bewertungen
- PT Horiguchi Engineering Indonesia: General CatalogueDokument24 SeitenPT Horiguchi Engineering Indonesia: General CatalogueAkhmad RamdaniNoch keine Bewertungen
- Audit Form - SalesDokument1 SeiteAudit Form - SalesAkhmad RamdaniNoch keine Bewertungen
- ID-Mxd2005-21-0035-Quotation-PT. - Masrin Damanik - R0-2021-004-26-0016Dokument8 SeitenID-Mxd2005-21-0035-Quotation-PT. - Masrin Damanik - R0-2021-004-26-0016Akhmad Ramdani0% (1)
- The FPL Playbook 201920Dokument63 SeitenThe FPL Playbook 201920Akhmad RamdaniNoch keine Bewertungen
- BronzeLG2LeadedGunmetalBronze PDFDokument2 SeitenBronzeLG2LeadedGunmetalBronze PDFAnthonyNoch keine Bewertungen
- (Hyundai I10 2007-) (Kia Morning 2011-, Picanto 2009-, Ray 2012-, Suria 2006-2011) 4 SPEED FWD With Lock Up (Electronic Control)Dokument4 Seiten(Hyundai I10 2007-) (Kia Morning 2011-, Picanto 2009-, Ray 2012-, Suria 2006-2011) 4 SPEED FWD With Lock Up (Electronic Control)EduRoiNoch keine Bewertungen
- Quotation: Dynamic AttributesDokument3 SeitenQuotation: Dynamic AttributesAkhmad RamdaniNoch keine Bewertungen
- NCP1399AA, NCP1399BA, NCP1399AC, NCP1399AF High Performance Current Mode Resonant Controller With Integrated High-Voltage DriversDokument44 SeitenNCP1399AA, NCP1399BA, NCP1399AC, NCP1399AF High Performance Current Mode Resonant Controller With Integrated High-Voltage DriversGoensNoch keine Bewertungen
- Shaping High-Power IGBT Switching Transitions by Active Voltage Control For Reduced EMI GenerationDokument9 SeitenShaping High-Power IGBT Switching Transitions by Active Voltage Control For Reduced EMI GenerationOsman T.Noch keine Bewertungen
- Kathrein Antennen 1998Dokument161 SeitenKathrein Antennen 1998Sebastian Schille100% (1)
- The Jumping Ring ExperimentDokument6 SeitenThe Jumping Ring ExperimentDaniel McknightNoch keine Bewertungen
- SlideDokument76 SeitenSlideAnamiya BhattacharyaNoch keine Bewertungen
- Literature ReviewDokument18 SeitenLiterature Reviewroyal1979Noch keine Bewertungen
- OSI Op To Electronics CatalogDokument118 SeitenOSI Op To Electronics Catalogshantanu142Noch keine Bewertungen
- Model Questions of SWITCHGEAR & PROTECTIONDokument2 SeitenModel Questions of SWITCHGEAR & PROTECTIONSaroj kumar BiswasNoch keine Bewertungen
- Sanyo - SAP-CRV243GJH - SAP-KCRV243-303 Service ManualDokument78 SeitenSanyo - SAP-CRV243GJH - SAP-KCRV243-303 Service ManualRoberto BottiniNoch keine Bewertungen
- Electrical CalloutsDokument9 SeitenElectrical CalloutsJason d HernandezNoch keine Bewertungen
- LG W1943SSDokument32 SeitenLG W1943SSRuben RiveroNoch keine Bewertungen
- Box Fan ®Dokument5 SeitenBox Fan ®pukymottoNoch keine Bewertungen
- GR 874-GA Operation Manual, Applications, SpecificationsDokument8 SeitenGR 874-GA Operation Manual, Applications, Specifications240GL guyNoch keine Bewertungen
- Zxdu68 B201 DC PDFDokument42 SeitenZxdu68 B201 DC PDFronnymareNoch keine Bewertungen
- Fences. Specification For Electric Security Fences. Design, Installation and Maintenance - Libgen - LiDokument26 SeitenFences. Specification For Electric Security Fences. Design, Installation and Maintenance - Libgen - LiMichael EkubaselasieNoch keine Bewertungen
- BAGAY JUNEE C1 Exp4Dokument17 SeitenBAGAY JUNEE C1 Exp4Dylan CosepNoch keine Bewertungen
- Submission+07+-+copyedited V2+Dokument13 SeitenSubmission+07+-+copyedited V2+Sơn Phạm ThanhNoch keine Bewertungen
- TS1935BCX5: Taiwan SemiconductorDokument9 SeitenTS1935BCX5: Taiwan Semiconductorn tanevarNoch keine Bewertungen
- Type Rechargeable Battery Powered AC Line PoweredDokument2 SeitenType Rechargeable Battery Powered AC Line PoweredMohsin LatifNoch keine Bewertungen
- 13 - IRIS - NV - Error CodeDokument53 Seiten13 - IRIS - NV - Error Codesteve niereNoch keine Bewertungen
- Micromaster 420: 0.12 KW - 11 KWDokument190 SeitenMicromaster 420: 0.12 KW - 11 KWCristian SilvaNoch keine Bewertungen
- Temperature Controller PDFDokument3 SeitenTemperature Controller PDFAhtesham KhanNoch keine Bewertungen
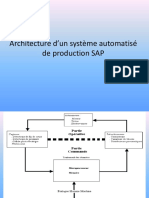
- Architecture D'un Système Automatisé de Production SAPDokument61 SeitenArchitecture D'un Système Automatisé de Production SAPRO S TomNoch keine Bewertungen
- ELECTROCHEMISTRY - Practice Sheet & Solution - Vijeta 2023Dokument4 SeitenELECTROCHEMISTRY - Practice Sheet & Solution - Vijeta 2023Yasir Karim100% (1)
- Materi 210422Dokument7 SeitenMateri 210422Hari YadiNoch keine Bewertungen
- Tube Liquid Sensor: OPB350 / OCB350 Series (Calibration Circuit Available)Dokument8 SeitenTube Liquid Sensor: OPB350 / OCB350 Series (Calibration Circuit Available)Oscar Javier Alvarado ZarabandaNoch keine Bewertungen
- DP 85 Train PackDokument112 SeitenDP 85 Train Packdann222Noch keine Bewertungen
- Part 5 - Electroacoustic Devices - HandoutDokument17 SeitenPart 5 - Electroacoustic Devices - HandoutJade Mark RamosNoch keine Bewertungen