Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
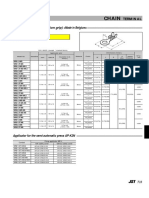
- Chain: SRB Series (With Insulation Grip)Dokument1 SeiteChain: SRB Series (With Insulation Grip)shankarNoch keine Bewertungen
- Swiss Army Triplet 1Dokument2 SeitenSwiss Army Triplet 1johnpwayNoch keine Bewertungen
- Introduction To Microelectronic Fabrication PDFDokument332 SeitenIntroduction To Microelectronic Fabrication PDFChristy Moore92% (13)
- General Return Service Agreement (RSA) GuidelinesDokument2 SeitenGeneral Return Service Agreement (RSA) GuidelinesJune Francis AngNoch keine Bewertungen
- Performance Task 2Dokument3 SeitenPerformance Task 2Edrose WycocoNoch keine Bewertungen
- Project Report For Tunnel ExcavationDokument19 SeitenProject Report For Tunnel ExcavationAbhishek Sarkar50% (2)
- Lesson Plan Letter SDokument4 SeitenLesson Plan Letter Sapi-317303624100% (1)
- Brochure - OasisDokument24 SeitenBrochure - OasisVivek RNoch keine Bewertungen
- Hesychasm - A Christian Path of TranscendenceDokument10 SeitenHesychasm - A Christian Path of Transcendencebde_gnas100% (1)
- NA ReadingStrategies U5M11L03Dokument1 SeiteNA ReadingStrategies U5M11L03Lila AlwaerNoch keine Bewertungen
- ProjectDokument32 SeitenProjectroshan jaiswalNoch keine Bewertungen
- Lecture 7 - Friction - NptelDokument18 SeitenLecture 7 - Friction - Nptels_murugan02Noch keine Bewertungen
- Chapter 1 INTRODUCTION TO LITERATUREDokument4 SeitenChapter 1 INTRODUCTION TO LITERATUREDominique TurlaNoch keine Bewertungen
- 3DS 2017 GEO GEMS Brochure A4 WEBDokument4 Seiten3DS 2017 GEO GEMS Brochure A4 WEBlazarpaladinNoch keine Bewertungen
- Cummins: ISX15 CM2250Dokument17 SeitenCummins: ISX15 CM2250haroun100% (4)
- STW 44 3 2 Model Course Leadership and Teamwork SecretariatDokument49 SeitenSTW 44 3 2 Model Course Leadership and Teamwork Secretariatwaranchai83% (6)
- Ferroelectric RamDokument20 SeitenFerroelectric RamRijy LoranceNoch keine Bewertungen
- Effective TeachingDokument94 SeitenEffective Teaching小曼Noch keine Bewertungen
- Support Vector Machine Master ThesisDokument7 SeitenSupport Vector Machine Master Thesistammymajorsclarksville100% (2)
- Buddha Mind PDFDokument32 SeitenBuddha Mind PDFVishal GadeNoch keine Bewertungen
- Pizza Restaurant PowerPoint TemplatesDokument49 SeitenPizza Restaurant PowerPoint TemplatesAindrila BeraNoch keine Bewertungen
- SRS For Travel AgencyDokument5 SeitenSRS For Travel AgencyHardik SawalsaNoch keine Bewertungen
- Amerex Ansul Badger Ul Catalogo Por PartesDokument37 SeitenAmerex Ansul Badger Ul Catalogo Por PartesPuma De La Torre ExtintoresNoch keine Bewertungen
- 2396510-14-8EN - r1 - Service Information and Procedures Class MDokument2.072 Seiten2396510-14-8EN - r1 - Service Information and Procedures Class MJuan Bautista PradoNoch keine Bewertungen
- ANTINEOPLASTICSDokument21 SeitenANTINEOPLASTICSGunjan KalyaniNoch keine Bewertungen
- TESP12201R0Dokument20 SeitenTESP12201R0Muhammad AliNoch keine Bewertungen
- Operation and Maintenance Manual Compressor Models: P105WJD, P130DWJD, P160DWJD, P175DWJDDokument70 SeitenOperation and Maintenance Manual Compressor Models: P105WJD, P130DWJD, P160DWJD, P175DWJDManuel ParreñoNoch keine Bewertungen
- Periodic Table Lab AnswersDokument3 SeitenPeriodic Table Lab AnswersIdan LevyNoch keine Bewertungen
- Grua Grove 530e 2 Manual de PartesDokument713 SeitenGrua Grove 530e 2 Manual de PartesGustavo100% (7)
- Evan Lagueux - H Argument EssayDokument7 SeitenEvan Lagueux - H Argument Essayapi-692561087Noch keine Bewertungen