Das könnte Ihnen auch gefallen
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesVon EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNoch keine Bewertungen
- Self Piercing RivetDokument11 SeitenSelf Piercing RivetyomansahajNoch keine Bewertungen
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingVon EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNoch keine Bewertungen
- 1 s2.0 0924013693901697 MainDokument15 Seiten1 s2.0 0924013693901697 MaindakshNoch keine Bewertungen
- Creep Behavior of Eutectic 80Au20Sn Solder Alloy PDFDokument4 SeitenCreep Behavior of Eutectic 80Au20Sn Solder Alloy PDFeid elsayedNoch keine Bewertungen
- Inconel 738 PropiedadesDokument9 SeitenInconel 738 PropiedadesEmad A.AhmadNoch keine Bewertungen
- MartinezNiembro1986 Article MechanicalAndCohesionPropertieDokument5 SeitenMartinezNiembro1986 Article MechanicalAndCohesionPropertieTusharGuptaNoch keine Bewertungen
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDokument8 SeitenDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoNoch keine Bewertungen
- ... Ratchetting and Ratchetting Boundary Study of Pressurized Straight Low Carbon Steel PipeDokument11 Seiten... Ratchetting and Ratchetting Boundary Study of Pressurized Straight Low Carbon Steel PipeAmir mahmoudi motlaghNoch keine Bewertungen
- Research of Thread Rolling On Difficult-To-cut MatDokument5 SeitenResearch of Thread Rolling On Difficult-To-cut MatSuhel suhel khanNoch keine Bewertungen
- Tribology of Hydraulic Seals For PDFDokument21 SeitenTribology of Hydraulic Seals For PDFRichard De Medeiros CastroNoch keine Bewertungen
- Bellow Using FemDokument9 SeitenBellow Using FemSonam Behl KambojNoch keine Bewertungen
- Fatigue Properties of Vibration-Welded Nylon 6 and Nylon 66 Reinforced With Glass FibresDokument9 SeitenFatigue Properties of Vibration-Welded Nylon 6 and Nylon 66 Reinforced With Glass Fibresdan_rusaiNoch keine Bewertungen
- Design Procedures For Profiled Metal Sheeting and DeckingDokument11 SeitenDesign Procedures For Profiled Metal Sheeting and DeckingPrapa KaranNoch keine Bewertungen
- Effect of Surface Coating and Tin PlatingDokument9 SeitenEffect of Surface Coating and Tin PlatingJosé Luis PárragaNoch keine Bewertungen
- Niti Wire FatigueDokument12 SeitenNiti Wire FatigueVictor EtseNoch keine Bewertungen
- Evaluations of Blister-Like Fractures AND Critical Pv-Values of Carbon Mechanical Seals by Thermal Shock TestDokument12 SeitenEvaluations of Blister-Like Fractures AND Critical Pv-Values of Carbon Mechanical Seals by Thermal Shock TestedrNoch keine Bewertungen
- Experimental Investigation of The Shear Strength of A Unidirectional Carbon/Aluminum Composite Under Dynamic Torsional LoadingDokument7 SeitenExperimental Investigation of The Shear Strength of A Unidirectional Carbon/Aluminum Composite Under Dynamic Torsional LoadingAkash AkuNoch keine Bewertungen
- Engin Analysis of A Diesel Generator Crankshaft FailureDokument9 SeitenEngin Analysis of A Diesel Generator Crankshaft FailureDarel DalmassoNoch keine Bewertungen
- Frictional Properties of Rotary Glyd-Ring Under WaDokument9 SeitenFrictional Properties of Rotary Glyd-Ring Under WaScaricatore92Noch keine Bewertungen
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDokument25 SeitenMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- Effect of Surface Roughness On Crack Initiation LifeDokument8 SeitenEffect of Surface Roughness On Crack Initiation LifeMarko HriberšekNoch keine Bewertungen
- Vibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessDokument10 SeitenVibration Welding of Thermoplastics. Part I: Phenomenology of The Welding ProcessUriel PeñaNoch keine Bewertungen
- A Fatigue Life Model For 5percent Chrome Work Roll Steel PDFDokument7 SeitenA Fatigue Life Model For 5percent Chrome Work Roll Steel PDFSoheil MirtalebiNoch keine Bewertungen
- Al-Aço Jntas para Construção NavalDokument10 SeitenAl-Aço Jntas para Construção Navalrenatomico2Noch keine Bewertungen
- Nelson 1986Dokument8 SeitenNelson 1986chemistpl420Noch keine Bewertungen
- Bacha 2006Dokument7 SeitenBacha 2006KlockerNoch keine Bewertungen
- The Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and WeldmentsDokument17 SeitenThe Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and Weldmentsm5416Noch keine Bewertungen
- Hemming Aluminum em FormingDokument9 SeitenHemming Aluminum em FormingAaron AzmiNoch keine Bewertungen
- Plastics and Aircraft Part 2Dokument1 SeitePlastics and Aircraft Part 2veence spenglerNoch keine Bewertungen
- Creep ExperimentalDokument8 SeitenCreep ExperimentalPanji Haryono AzisNoch keine Bewertungen
- Materials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandDokument5 SeitenMaterials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandYuvaraj RajuNoch keine Bewertungen
- Analysis of Welding Residual Stresses and Its ApplicationsDokument25 SeitenAnalysis of Welding Residual Stresses and Its ApplicationsJJ JJNoch keine Bewertungen
- Maeda - Et - Al - 1998 - EXPERIMENTAL ANALYSIS OF ALUMINUM YIELD SURFACEDokument18 SeitenMaeda - Et - Al - 1998 - EXPERIMENTAL ANALYSIS OF ALUMINUM YIELD SURFACEYasser BouktirNoch keine Bewertungen
- Design and Analysis of Steam Turbine Blade: A. Ponshanmugakumar & R. RajavelDokument6 SeitenDesign and Analysis of Steam Turbine Blade: A. Ponshanmugakumar & R. RajavelTJPRC PublicationsNoch keine Bewertungen
- BendingpaperDokument9 SeitenBendingpaperDiriba AbdiNoch keine Bewertungen
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDokument5 SeitenSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60Noch keine Bewertungen
- Use of Split-Disk Tests For The Process Parameters-Kaynak2005Dokument8 SeitenUse of Split-Disk Tests For The Process Parameters-Kaynak2005houcinejNoch keine Bewertungen
- Some Advantages of Welding Turbine Rotors PDFDokument10 SeitenSome Advantages of Welding Turbine Rotors PDFAli VarmazyarNoch keine Bewertungen
- The Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFDokument9 SeitenThe Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFSunil KumbarNoch keine Bewertungen
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Dokument7 SeitenMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNoch keine Bewertungen
- Endurance of Compacted Steel Wire Ropes: ObjectivesDokument7 SeitenEndurance of Compacted Steel Wire Ropes: ObjectivesYadi KusmayadiNoch keine Bewertungen
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDokument24 SeitenMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNoch keine Bewertungen
- Creep TestingDokument4 SeitenCreep TestingJaques Brice Lo NascimentoNoch keine Bewertungen
- Friction Welding of St-A1 and A1-Cu MaterialsDokument13 SeitenFriction Welding of St-A1 and A1-Cu Materialsarun_prasath_41Noch keine Bewertungen
- Deep Drawing 2Dokument4 SeitenDeep Drawing 2Dwe Khotabz Il BiscioneNoch keine Bewertungen
- Creep and Creep TestingDokument3 SeitenCreep and Creep Testingkevin herryNoch keine Bewertungen
- 1 s2.0 S0007850613000577 MainDokument4 Seiten1 s2.0 S0007850613000577 MainBilay CernaNoch keine Bewertungen
- Fluid Flow Parallel PlateDokument4 SeitenFluid Flow Parallel Platesujayan2005Noch keine Bewertungen
- Gupta 2010 IJCDokument13 SeitenGupta 2010 IJCMurat AltınNoch keine Bewertungen
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDokument9 SeitenFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Welding ResearchDokument9 SeitenWelding Researchcule93Noch keine Bewertungen
- 17-4 QapDokument3 Seiten17-4 QaprajuNoch keine Bewertungen
- Obtaining Optimal Performance With Ring Stiffeners On Strength For Submarine PipelineDokument9 SeitenObtaining Optimal Performance With Ring Stiffeners On Strength For Submarine PipelineElendu Emmanuel ChigozieNoch keine Bewertungen
- BT3528882893 PDFDokument6 SeitenBT3528882893 PDFshashank sharmaNoch keine Bewertungen
- 2002 D WaltonDokument18 Seiten2002 D WaltonVenkatesan MNoch keine Bewertungen
- Creep and Creep TestingDokument4 SeitenCreep and Creep TestingMuhammed SulfeekNoch keine Bewertungen
- Torsion of Bars Apparatus (A)Dokument4 SeitenTorsion of Bars Apparatus (A)Ram NiwasNoch keine Bewertungen
- Behavior and Design of Selected Elastomeric Bearing Pads: Leonard TulinDokument20 SeitenBehavior and Design of Selected Elastomeric Bearing Pads: Leonard TulinpetricoqNoch keine Bewertungen
- dl24m ManualDokument47 Seitendl24m Manualperalta78Noch keine Bewertungen
- Look Out For These Unwanted Substances in Your CosmeticsDokument3 SeitenLook Out For These Unwanted Substances in Your Cosmeticsperalta78Noch keine Bewertungen
- Cylinder Head Research InvestigationDokument5 SeitenCylinder Head Research Investigationperalta78Noch keine Bewertungen
- TFF 10W-30 CF-4: DescriptionDokument2 SeitenTFF 10W-30 CF-4: Descriptionperalta78Noch keine Bewertungen
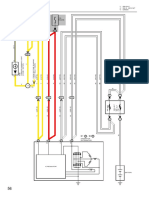
- Charging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: CanadaDokument2 SeitenCharging: 1: 22R-E A/T 2: 3VZ-E, 22R-E M/T 3: Canadaperalta78Noch keine Bewertungen
- Piccione Manipulating Market 2016Dokument12 SeitenPiccione Manipulating Market 2016peralta78Noch keine Bewertungen
- How To Learn More About Pointing Dogs:: OrganizationsDokument1 SeiteHow To Learn More About Pointing Dogs:: Organizationsperalta78Noch keine Bewertungen
- 1X11 Itmb-280-1-6/16-6000-304/304-H: CMB Edited For Quotation 0Dokument1 Seite1X11 Itmb-280-1-6/16-6000-304/304-H: CMB Edited For Quotation 0peralta78Noch keine Bewertungen
- Tec Champ Alcar13Dokument1 SeiteTec Champ Alcar13peralta78Noch keine Bewertungen
- 2star - Aida .Guidelines.2009 0Dokument5 Seiten2star - Aida .Guidelines.2009 0peralta78Noch keine Bewertungen
- PCX Training ManualDokument88 SeitenPCX Training Manualperalta78Noch keine Bewertungen
- Bomba Toc Toc ManualDokument26 SeitenBomba Toc Toc Manualperalta78Noch keine Bewertungen
- Boundary LayerDokument16 SeitenBoundary LayerSatyanand ErankiNoch keine Bewertungen
- Final Structure LabDokument38 SeitenFinal Structure LabNurul Syuhada0% (1)
- Mechanics of Materials: Stress and Strain - Axial LoadingDokument43 SeitenMechanics of Materials: Stress and Strain - Axial LoadingMPRajNoch keine Bewertungen
- NISER SPS Integrated PHD ProgrammeDokument39 SeitenNISER SPS Integrated PHD ProgrammeSatyaki ChowdhuryNoch keine Bewertungen
- Atomic Structure: Dept. of Chemistry M. M. Arts and Science College, SirsiDokument16 SeitenAtomic Structure: Dept. of Chemistry M. M. Arts and Science College, SirsiElish RodriguesNoch keine Bewertungen
- Performance Analysis III - Range and Endurance - 2 Topics: Flight Dynamics-I Prof. E.G. Tulapurkara Chapter-7Dokument8 SeitenPerformance Analysis III - Range and Endurance - 2 Topics: Flight Dynamics-I Prof. E.G. Tulapurkara Chapter-7Chegrani AhmedNoch keine Bewertungen
- Tugas Fisika RekayasaDokument100 SeitenTugas Fisika Rekayasa1931 Angeli Samantha100% (2)
- Engineering and Chemical Thermodynamics 2e: Chapter 1 SolutionsDokument41 SeitenEngineering and Chemical Thermodynamics 2e: Chapter 1 SolutionsLalo RubioNoch keine Bewertungen
- 9A14402 Theory of MachinesDokument8 Seiten9A14402 Theory of MachinessivabharathamurthyNoch keine Bewertungen
- GCSE Physics: MomentumDokument3 SeitenGCSE Physics: MomentumMr. SuitNoch keine Bewertungen
- Tutorial 1 PDFDokument4 SeitenTutorial 1 PDFSalihah AbdullahNoch keine Bewertungen
- S.E (2015 Pattern)Dokument267 SeitenS.E (2015 Pattern)Shyam YadavNoch keine Bewertungen
- Fluid Mechanics PDFDokument39 SeitenFluid Mechanics PDFAgustin Jr., Reynold P.Noch keine Bewertungen
- 2D Turbulent Flow Past A Cylinder in StarDokument6 Seiten2D Turbulent Flow Past A Cylinder in StarSubhashini RamamoorthyNoch keine Bewertungen
- David W L Hukins-X-ray diffraction by disordered and ordered systems _ covering X-ray diffraction by gases, liquids, and solids and indicating how the theory of diffraction by these different states .pdfDokument98 SeitenDavid W L Hukins-X-ray diffraction by disordered and ordered systems _ covering X-ray diffraction by gases, liquids, and solids and indicating how the theory of diffraction by these different states .pdfJhan Carlos Bran Reyes100% (1)
- Contact Mechanics in TribologyDokument341 SeitenContact Mechanics in Tribologylauradance2006100% (7)
- 2.the Lagrangian For Electromagnetic FieldsDokument4 Seiten2.the Lagrangian For Electromagnetic FieldsMizanur RahmanNoch keine Bewertungen
- Assignment 4 Failure and Degradation of Engineering MaterialsDokument9 SeitenAssignment 4 Failure and Degradation of Engineering Materialsmaitham100Noch keine Bewertungen
- 1 Grip BoltsDokument2 Seiten1 Grip BoltsJithinRajNoch keine Bewertungen
- Analysis and Design of Multistory Building With Different Slab Arrangements Using EtabsDokument17 SeitenAnalysis and Design of Multistory Building With Different Slab Arrangements Using EtabsZimit SukhadiaNoch keine Bewertungen
- Al Agha 2021Dokument10 SeitenAl Agha 2021Qorry OktaliaNoch keine Bewertungen
- Agenda: - Coriolis Flow Meter Theory of Operation - Bunkering - Marine Fuel Management - Viscosity - QuestionsDokument17 SeitenAgenda: - Coriolis Flow Meter Theory of Operation - Bunkering - Marine Fuel Management - Viscosity - QuestionsMahaManthraNoch keine Bewertungen
- Mass Elastic System Cummins VTA28-G5 at 1500 RPMDokument1 SeiteMass Elastic System Cummins VTA28-G5 at 1500 RPMacere18Noch keine Bewertungen
- Black Holes PDFDokument3 SeitenBlack Holes PDFAnonymous 3RtRJ1OYNoch keine Bewertungen
- TeleportationDokument25 SeitenTeleportationDeepz RockNoch keine Bewertungen
- The Mechanical Metallurgy of Armour SteelsDokument42 SeitenThe Mechanical Metallurgy of Armour SteelsTrilochan Sahoo100% (1)
- Stiffness Modifiers - PostedDokument15 SeitenStiffness Modifiers - PostedismailhktNoch keine Bewertungen
- A Geisberger TDokument228 SeitenA Geisberger TMurat KNoch keine Bewertungen
- Design of Steel Pipe-Jacking Based On Buckling Analysis by Finite StripDokument13 SeitenDesign of Steel Pipe-Jacking Based On Buckling Analysis by Finite Striplaican7Noch keine Bewertungen
- Composite Materials and StructuresDokument35 SeitenComposite Materials and StructuresGundoju SreenivasNoch keine Bewertungen
- Bulk Material Handling: Practical Guidance for Mechanical EngineersVon EverandBulk Material Handling: Practical Guidance for Mechanical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CVon EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNoch keine Bewertungen
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesVon EverandBasic Digital Signal Processing: Butterworths Basic SeriesBewertung: 5 von 5 Sternen5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsVon EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNoch keine Bewertungen
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AVon EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANoch keine Bewertungen
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsVon EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsBewertung: 4 von 5 Sternen4/5 (9)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisVon EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisBewertung: 4 von 5 Sternen4/5 (2)
- Safety Theory and Control Technology of High-Speed Train OperationVon EverandSafety Theory and Control Technology of High-Speed Train OperationBewertung: 5 von 5 Sternen5/5 (2)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionVon EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNoch keine Bewertungen
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataVon EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNoch keine Bewertungen
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeVon EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeBewertung: 4 von 5 Sternen4/5 (9)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (51)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionVon EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNoch keine Bewertungen
- Airplane Flying Handbook: FAA-H-8083-3C (2024)Von EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Bewertung: 4 von 5 Sternen4/5 (12)
- Mechanical Vibrations and Condition MonitoringVon EverandMechanical Vibrations and Condition MonitoringBewertung: 5 von 5 Sternen5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)