Das könnte Ihnen auch gefallen
- Lubricants 10 00143 v2Dokument24 SeitenLubricants 10 00143 v2Arul Gnana JohnNoch keine Bewertungen
- Paramvir Singh, Varun Goel: Full Length ArticleDokument8 SeitenParamvir Singh, Varun Goel: Full Length ArticleEGI RISKIA MAULANANoch keine Bewertungen
- Tribology International: Vicente Macián, Bernardo Tormos, Santiago Ruiz, Guillermo MiróDokument9 SeitenTribology International: Vicente Macián, Bernardo Tormos, Santiago Ruiz, Guillermo MiróMauricio R Morales100% (1)
- Definitionofa Motor Oil Change Intervalfor High Volume Diesel Engines Basedonits Current Characteristics AssessmentDokument11 SeitenDefinitionofa Motor Oil Change Intervalfor High Volume Diesel Engines Basedonits Current Characteristics Assessmentkenny apataNoch keine Bewertungen
- 1 s2.0 S2215098623002458 MainDokument14 Seiten1 s2.0 S2215098623002458 MainArunNoch keine Bewertungen
- Simulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantDokument6 SeitenSimulation of Wear and Frictional Behaviour of Cylinder Liner-Piston Ring Combination With Diesel and Bio-Diesel Contaminated LubricantSyed Danish FayazNoch keine Bewertungen
- 04-12-03-0010-A Multiscale Cylinder Bore Honing Pattern Lubrication Model For Improved Engine Friction PDFDokument12 Seiten04-12-03-0010-A Multiscale Cylinder Bore Honing Pattern Lubrication Model For Improved Engine Friction PDFJicheng PiaoNoch keine Bewertungen
- Torres Jimenez2011Dokument8 SeitenTorres Jimenez2011RahulRajNoch keine Bewertungen
- Lubricants 10 00162Dokument14 SeitenLubricants 10 00162hanyNoch keine Bewertungen
- Lubricity Improvement of The Ultra-Low Sulfur Diesel Fuel With The BiodieselDokument7 SeitenLubricity Improvement of The Ultra-Low Sulfur Diesel Fuel With The BiodieselAlfi SeptandhiNoch keine Bewertungen
- Estructura de ProyectoDokument12 SeitenEstructura de ProyectoCidit DescartesNoch keine Bewertungen
- Dewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Dokument7 SeitenDewangan 2019 IOP Conf. Ser. Mater. Sci. Eng. 624 012011Nagesh DewanganNoch keine Bewertungen
- Hybrid Electric Vehicle Engine Operation and Engine Oil Degradation A Research ApproachDokument14 SeitenHybrid Electric Vehicle Engine Operation and Engine Oil Degradation A Research ApproachMou Hun100% (1)
- Medición Del Consumo de Aceite Lubricante en Grandes Motores de GasDokument15 SeitenMedición Del Consumo de Aceite Lubricante en Grandes Motores de GasLuis HfNoch keine Bewertungen
- Lubricating and Physico-Chemical Properties of CI-4 Plus Engine Oil Dispersed With Surface Modified Multi-Walled Carbon NanotubesDokument10 SeitenLubricating and Physico-Chemical Properties of CI-4 Plus Engine Oil Dispersed With Surface Modified Multi-Walled Carbon NanotubeskishanNoch keine Bewertungen
- Clean Oil Reduces Engine Fuel Consumption: Noria CorporationDokument6 SeitenClean Oil Reduces Engine Fuel Consumption: Noria Corporationagrocel_bhv5591Noch keine Bewertungen
- Lubricants: Editorial: Special Issue "Automotive Tribology"Dokument4 SeitenLubricants: Editorial: Special Issue "Automotive Tribology"Deepak SharmaNoch keine Bewertungen
- Lubricants: Rapid Fleet Condition Analysis Through Correlating Basic Vehicle Tracking Data With Engine Oil FT-IR SpectraDokument19 SeitenLubricants: Rapid Fleet Condition Analysis Through Correlating Basic Vehicle Tracking Data With Engine Oil FT-IR SpectraAndras NagyNoch keine Bewertungen
- Acta 12 003Dokument15 SeitenActa 12 003Andras NagyNoch keine Bewertungen
- Investigación de Las Características de Emisión y Las Propiedades Del Aceite de Lubricación en Un Motor de Combustión Interna Dual Diésel-HidrógenoDokument16 SeitenInvestigación de Las Características de Emisión y Las Propiedades Del Aceite de Lubricación en Un Motor de Combustión Interna Dual Diésel-HidrógenoLuis HfNoch keine Bewertungen
- Assessment of Lubricating Oil Degradation in SmallDokument10 SeitenAssessment of Lubricating Oil Degradation in SmallJiYong YookNoch keine Bewertungen
- Tribology in Industry: H.K. Trivedi, D.V. BhattDokument10 SeitenTribology in Industry: H.K. Trivedi, D.V. BhattAwais RazzaqNoch keine Bewertungen
- Arfmtsv91 N2 P41 50Dokument10 SeitenArfmtsv91 N2 P41 50Hasannuddin Abd KadirNoch keine Bewertungen
- A Contact Characteristic of Roller Bearing With Palm Oilbased Grease LubricationJournal of Advanced Research in Fluid Mechanics and Thermal SciencesDokument11 SeitenA Contact Characteristic of Roller Bearing With Palm Oilbased Grease LubricationJournal of Advanced Research in Fluid Mechanics and Thermal Sciencesnajmuddin mohdramliNoch keine Bewertungen
- Spray Characteristics of Fischer-Tropsch Alternate Jet FuelsDokument10 SeitenSpray Characteristics of Fischer-Tropsch Alternate Jet FuelsaruntnjNoch keine Bewertungen
- Sae 13 01 2687Dokument14 SeitenSae 13 01 2687Faith AgeNoch keine Bewertungen
- The Role of Soot Particles in The Tribological Behavior of Engine Lubricating OilsDokument10 SeitenThe Role of Soot Particles in The Tribological Behavior of Engine Lubricating OilsSebastian JosephNoch keine Bewertungen
- Bernat Esteban Et Al 2102, Characterization of The Surface Tension of Vegetable Oils To Be Used As Fuel in Diesel EnginesDokument8 SeitenBernat Esteban Et Al 2102, Characterization of The Surface Tension of Vegetable Oils To Be Used As Fuel in Diesel EnginesarulazzikriNoch keine Bewertungen
- Effects of Open Combustion Chamber Geometries On The Performance of PongamiaDokument8 SeitenEffects of Open Combustion Chamber Geometries On The Performance of PongamiaVaibhav MoonNoch keine Bewertungen
- Wear Based Lifetime Estimation of A Clutch Facing Using Coupled Field AnalysisDokument14 SeitenWear Based Lifetime Estimation of A Clutch Facing Using Coupled Field AnalysisIf ChenNoch keine Bewertungen
- Remaining Service Life (RSL) Assessment of Engine Oil in Rock ExcavatorsDokument10 SeitenRemaining Service Life (RSL) Assessment of Engine Oil in Rock ExcavatorsAjay MahawerNoch keine Bewertungen
- Performance Characteristics of A Variable Compression Ratio Engine Using Transesterified Mahua OilDokument5 SeitenPerformance Characteristics of A Variable Compression Ratio Engine Using Transesterified Mahua OilEditor IJTSRDNoch keine Bewertungen
- Jurnal Petrokimia Ivan AbrorDokument10 SeitenJurnal Petrokimia Ivan AbrorMuhamad Ivan AbrorNoch keine Bewertungen
- A Review of Nano Additives For Performance Enhancement of LubricantDokument5 SeitenA Review of Nano Additives For Performance Enhancement of LubricantIRJMETS JOURNALNoch keine Bewertungen
- Impact of Low Viscosity Engine Oil On Performance, Fuel Economy and Emissions of Light Duty Diesel EngineDokument6 SeitenImpact of Low Viscosity Engine Oil On Performance, Fuel Economy and Emissions of Light Duty Diesel EngineChemilomNoch keine Bewertungen
- Alternative Fuels ForDokument5 SeitenAlternative Fuels ForVvn BhaskarNoch keine Bewertungen
- Energies: Effects of Biodiesel Blend On Marine Fuel Characteristics For Marine VesselsDokument11 SeitenEnergies: Effects of Biodiesel Blend On Marine Fuel Characteristics For Marine VesselsGanesh Bharath KumarNoch keine Bewertungen
- Energy: Yuri Kroyan, Michal Wojcieszyk, Ossi Kaario, Martti Larmi, Kai ZengerDokument12 SeitenEnergy: Yuri Kroyan, Michal Wojcieszyk, Ossi Kaario, Martti Larmi, Kai ZengerDinku Seyoum ZelekeNoch keine Bewertungen
- Journal PublishersDokument9 SeitenJournal PublishersSai ReddyNoch keine Bewertungen
- Sae Technical Paper Series: J. Nazar, A. Ramesh and B. NagalingamDokument12 SeitenSae Technical Paper Series: J. Nazar, A. Ramesh and B. NagalingamManpreet KaurNoch keine Bewertungen
- 1 s2.0 S187770581402880X Main PDFDokument6 Seiten1 s2.0 S187770581402880X Main PDFAbhishek DasNoch keine Bewertungen
- Null PDFDokument19 SeitenNull PDFNadeem BavaNoch keine Bewertungen
- PhysicochemicalDokument17 SeitenPhysicochemicalakhatarelmehdiNoch keine Bewertungen
- Tribological Characteristics of Plant Oil On Piston Ring MaterialDokument6 SeitenTribological Characteristics of Plant Oil On Piston Ring MaterialAnshul KumarNoch keine Bewertungen
- Sakinah Hisham, K. Kadirgama, D. Ramasamy, M.M. Noor, A.K. Amirruddin, G. Najafi, M.M. RahmanDokument15 SeitenSakinah Hisham, K. Kadirgama, D. Ramasamy, M.M. Noor, A.K. Amirruddin, G. Najafi, M.M. RahmanNiti KlinKaewNoch keine Bewertungen
- Deposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewDokument12 SeitenDeposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewShova MuhammadNoch keine Bewertungen
- Improvers of Pressure-Viscosity Coefficients of TWDokument11 SeitenImprovers of Pressure-Viscosity Coefficients of TWmahesh8760Noch keine Bewertungen
- Maejo International Journal of Science and TechnologyDokument9 SeitenMaejo International Journal of Science and TechnologyOcta RioNoch keine Bewertungen
- Enabling Technologies: A. Improved Friction Tests For Engine MaterialsDokument4 SeitenEnabling Technologies: A. Improved Friction Tests For Engine Materialsslv_prasaadNoch keine Bewertungen
- Diesel Emissions - A Breath of Fresh Air P2Dokument10 SeitenDiesel Emissions - A Breath of Fresh Air P2STEVENNoch keine Bewertungen
- Sustainability 13 11411 v3 PDFDokument28 SeitenSustainability 13 11411 v3 PDFVignesh the sunNoch keine Bewertungen
- Labeckas - Slavinskas - The Effect - 1 - 2018Dokument8 SeitenLabeckas - Slavinskas - The Effect - 1 - 2018KUNALNoch keine Bewertungen
- A New Method For Estimation of Automobile Fuel AdulterationDokument14 SeitenA New Method For Estimation of Automobile Fuel AdulterationperryNoch keine Bewertungen
- Diesel RK BD PaperDokument11 SeitenDiesel RK BD PaperVivek MishraNoch keine Bewertungen
- JurnalDokument10 SeitenJurnalMeriNoch keine Bewertungen
- 15.E Ects of Gasoline and Iso-Butanol Addition On Combustion and PollutantDokument11 Seiten15.E Ects of Gasoline and Iso-Butanol Addition On Combustion and PollutantPHD NITNoch keine Bewertungen
- Ahmedali 2015Dokument21 SeitenAhmedali 2015سوالمية عبدالقادرNoch keine Bewertungen
- Lubricity Improvement of The Ultra-Low Sulfur Diesel Fuel With The BiodieselDokument8 SeitenLubricity Improvement of The Ultra-Low Sulfur Diesel Fuel With The Biodieselsushant0261Noch keine Bewertungen
- Bio-Hydrogenated Diesel (BHD) : Renewable Fuel For Advanced Diesel TechnologyDokument15 SeitenBio-Hydrogenated Diesel (BHD) : Renewable Fuel For Advanced Diesel TechnologyB๖๑๑๐๘๖๔ Anawat PatthanapornNoch keine Bewertungen
- High VacuumTransformer Oil Purification SystemsDokument5 SeitenHigh VacuumTransformer Oil Purification SystemsJicheng PiaoNoch keine Bewertungen
- Testing of In-Service Insulating OilDokument15 SeitenTesting of In-Service Insulating OilJicheng PiaoNoch keine Bewertungen
- MAN ES Clarification of Cleaning Ability Letter and App A and B 11895-2020 04-02-2020 - Wrapper - Wrapper-2020.2Dokument10 SeitenMAN ES Clarification of Cleaning Ability Letter and App A and B 11895-2020 04-02-2020 - Wrapper - Wrapper-2020.2Jicheng PiaoNoch keine Bewertungen
- Not All Mineral Oils Are Equal Exploring The History and Tech Behind Mineral Insulating OilsDokument6 SeitenNot All Mineral Oils Are Equal Exploring The History and Tech Behind Mineral Insulating OilsJicheng PiaoNoch keine Bewertungen
- Investigation of Copper Corrosion in Transformer OilDokument8 SeitenInvestigation of Copper Corrosion in Transformer OilJicheng PiaoNoch keine Bewertungen
- Copper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Dokument10 SeitenCopper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Jicheng PiaoNoch keine Bewertungen
- Corrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Dokument143 SeitenCorrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Jicheng PiaoNoch keine Bewertungen
- Rseec 2016 06.10.2016 PDFDokument341 SeitenRseec 2016 06.10.2016 PDFJicheng PiaoNoch keine Bewertungen
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Dokument162 SeitenDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoNoch keine Bewertungen
- Diagnostic Techniques in Transformer Oils Factors Affecting The Lifetime of TransformerDokument14 SeitenDiagnostic Techniques in Transformer Oils Factors Affecting The Lifetime of TransformerJicheng PiaoNoch keine Bewertungen
- Analysis Using Various Approaches For Residual Life Estimation of Power TransformersDokument19 SeitenAnalysis Using Various Approaches For Residual Life Estimation of Power TransformersJicheng PiaoNoch keine Bewertungen
- Ageing Transformers From Liability To ReliabilityDokument4 SeitenAgeing Transformers From Liability To ReliabilityJicheng PiaoNoch keine Bewertungen
- Volvo D16 Engine Family: SpecificationsDokument3 SeitenVolvo D16 Engine Family: SpecificationsJicheng PiaoNoch keine Bewertungen
- Oxidation Stability of Insulating FluidsDokument79 SeitenOxidation Stability of Insulating FluidsJicheng PiaoNoch keine Bewertungen
- Fundamentals of Compounding Epdm For Cost - PerformanceDokument14 SeitenFundamentals of Compounding Epdm For Cost - PerformanceJicheng PiaoNoch keine Bewertungen
- Fluids Training Portfolio: Saint-Nazaire, France - Augsburg, Germany - ElearningDokument4 SeitenFluids Training Portfolio: Saint-Nazaire, France - Augsburg, Germany - ElearningJicheng PiaoNoch keine Bewertungen
- Diesel Engine COMMISSIONING - 3600/C280Dokument59 SeitenDiesel Engine COMMISSIONING - 3600/C280Canh Le MinhNoch keine Bewertungen
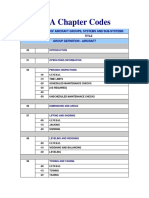
- ATA Chapter CodesDokument16 SeitenATA Chapter Codesmelvin ekboteNoch keine Bewertungen
- Copies of Machine Manuals: Visit Our WebsiteDokument21 SeitenCopies of Machine Manuals: Visit Our WebsiteMarjan Stojanov100% (2)
- Emerging Trends in Mechanical Engineering - 22652 (AE/PG/PT/ME)Dokument15 SeitenEmerging Trends in Mechanical Engineering - 22652 (AE/PG/PT/ME)Kunal AhiwaleNoch keine Bewertungen
- Always Leading The Pack: Unilab LaboratoryDokument30 SeitenAlways Leading The Pack: Unilab LaboratoryMrsSohaibHannanNoch keine Bewertungen
- 2007-Current MaxxForce Engine Breakout Harness Reference (EGES545)Dokument14 Seiten2007-Current MaxxForce Engine Breakout Harness Reference (EGES545)Enrrique LaraNoch keine Bewertungen
- Diesel Forklift 1.5-1.8-2-2.5-3-3.5 Ton XF-series-3000-7000lbs-Diesel&LPGDokument9 SeitenDiesel Forklift 1.5-1.8-2-2.5-3-3.5 Ton XF-series-3000-7000lbs-Diesel&LPGroniNoch keine Bewertungen
- Equipment SpecsDokument2 SeitenEquipment SpecsTXT GLOBAL FANBASENoch keine Bewertungen
- Source: The International Business, New Realities (Cavusgil, Et Al., 2017)Dokument6 SeitenSource: The International Business, New Realities (Cavusgil, Et Al., 2017)Abdul SattarNoch keine Bewertungen
- Isuzu 6hk1 6sd1 Type EngineDokument23 SeitenIsuzu 6hk1 6sd1 Type Engineابن حمزة الخدري الخدريNoch keine Bewertungen
- Yuchai-YC4B105Z-T20 Yuchai Yc6b125 Engine Diesel Truck Spare Parts CatalogueDokument68 SeitenYuchai-YC4B105Z-T20 Yuchai Yc6b125 Engine Diesel Truck Spare Parts CatalogueCINA auto parts100% (1)
- PID Control Project - ReportDokument11 SeitenPID Control Project - ReportAnonymous hnYxNZk100% (4)
- 1 Pump-90 Technical 10029 eDokument64 Seiten1 Pump-90 Technical 10029 eKadir Koray BozyelNoch keine Bewertungen
- Level C 211005Dokument1 SeiteLevel C 211005Olusola OluwaseunNoch keine Bewertungen
- s270s SeriesDokument80 Seitens270s SeriesAlexey KolmakovNoch keine Bewertungen
- CII EV Conference ReportDokument3 SeitenCII EV Conference Reportshrikar chalamNoch keine Bewertungen
- Rules and Regulations To The Traffic Act No. 39 of 1953 - CAP 403 Laws of KenyaDokument209 SeitenRules and Regulations To The Traffic Act No. 39 of 1953 - CAP 403 Laws of KenyaBrian BeauttahNoch keine Bewertungen
- Cat - Dcs.sis - Controller 938gDokument25 SeitenCat - Dcs.sis - Controller 938ghaiderNoch keine Bewertungen
- Airmix 15C25 & 30C25 Pump: Spare PartsDokument2 SeitenAirmix 15C25 & 30C25 Pump: Spare PartsMIGUEL GONZALEZNoch keine Bewertungen
- BRANCH OFFICE OF DAPA-Marketing Department: Socorro Empowered People'S Cooperative Soemco-Dapa BranchDokument1 SeiteBRANCH OFFICE OF DAPA-Marketing Department: Socorro Empowered People'S Cooperative Soemco-Dapa BranchMadeza Dizon Gazo-ManteNoch keine Bewertungen
- Catalogo Corind 06 2019 EnglishDokument151 SeitenCatalogo Corind 06 2019 EnglishCarlos Caro Cuervo100% (1)
- NguyenTuChung 19145348Dokument328 SeitenNguyenTuChung 19145348Nguyen Tu ChungNoch keine Bewertungen
- Test Plan Delphi TechnologiesDokument2 SeitenTest Plan Delphi TechnologiesFRANCISCONoch keine Bewertungen
- Modul 6 Reading Comprehension What Is Business?Dokument3 SeitenModul 6 Reading Comprehension What Is Business?ZahraNoch keine Bewertungen
- Directional Valves WebinarDokument18 SeitenDirectional Valves WebinarhaggNoch keine Bewertungen
- Illustrated Spare Part List FOR: Kirloskar Oil Engines LimitedDokument97 SeitenIllustrated Spare Part List FOR: Kirloskar Oil Engines LimitedRAFEEQ PASHANoch keine Bewertungen
- Supreme 1200T 461-2016 - Appendix - A-OM - Manual - Spec - Section - 14451 - MixerDokument187 SeitenSupreme 1200T 461-2016 - Appendix - A-OM - Manual - Spec - Section - 14451 - MixerWest BeefNoch keine Bewertungen
- Liquidsi by Vialle - Already Available: Lpi Vialle 5Th Generation Lpfi Show AllDokument3 SeitenLiquidsi by Vialle - Already Available: Lpi Vialle 5Th Generation Lpfi Show AllDrcytoNoch keine Bewertungen
- 420F2, 428F2, 430F2, 432F2, Electrical System 434F2 and 444F2 Backhoe LoaderDokument6 Seiten420F2, 428F2, 430F2, 432F2, Electrical System 434F2 and 444F2 Backhoe LoaderJesus C. CastilloNoch keine Bewertungen
- Nissan 1Dokument11 SeitenNissan 1Brad FrancNoch keine Bewertungen